
Ti/Nb/Cu作缓冲层的TiC金属陶瓷/304不锈钢扩散连接
2014-11-30 09:46盛光敏
材料工程 2014年12期
李 佳,盛光敏
(重庆大学 材料科学与工程学院,重庆400044)
TiC金属陶瓷在高温下具有较高的的硬度、耐磨性、热稳定性,目前在金属加工、模具制造及石油化工领域中都得到了较为广泛的应用[1,2]。TiC金属陶瓷主要由TiC基体颗粒与微量Ni,Mo,W,Al等组成[3-5]的硬质合金。但TiC金属陶瓷可加工性和耐冲击性差,通常需将其与钢结构连接起来使用,充分发挥两者的优点。因此,陶瓷与钢的连接研究至关重要。
目前,国内外对金属陶瓷与钢连接的研究主要以烧结连接[6]、钎焊连接[7-9]和扩散连接[10,11]为主。其中,钎焊连接接头的工作温度一般低于500℃[12]。扩散连接却能够在比常规连接方法低得多的温度下制备耐热接头而备受关注[13-15]。但是陶瓷和钢的线膨胀系数和弹性模量差很大,冷却的过程中接头界面附近易产生较大的残余应力[16-18]。因此,一般都采用加入软性复合中间层的固相扩散连接方法来缓冲残余应力,同时,也可抑制对接头有害的界面产物生成。中间层材料的选择就成为陶瓷与钢扩散连接的关键。目前,如Cu/Nb/Cu,Ti/Cu/Ti和Nb/Cu/Ni已被用于陶瓷的连接[19-21]。其中,Ti作为强活性元素,因其很好地解决了陶瓷的化学惰性而被广泛应用于陶瓷结构件的连接。Nb与Ti无限固溶,可抑制接头的脆性金属间化合物的生成。特别是Nb的线膨胀系数(7.2×10-6K-1)与陶瓷(TiC:7.74×10-6K-1)最为接近,能在很大程度上降低接头的残余应力,因此是应力缓冲层的最佳选择。Cu具有很好的延展性,且与不锈钢反应不会生成脆性金属间化合物,因此常被用于钢的连接。
本工作采用箔片状Ti/Nb/Cu作为中间层,对TiC金属陶瓷与304不锈钢进行扩散连接。利用光学金相显微镜、扫描电镜、能谱和X射线衍射等分析测试手段对接头微观组织、断口形貌、界面元素分布及断面的物相组成进行分析。
1 实验材料和方法
1.1 实验材料
实验材料选用TiC金属陶瓷,304不锈钢和Ti/Nb/Cu复合中间层。TiC金属陶瓷采用热压烧结工艺(Hot Pressed Sintering,HPS)制成。采用线切割方法将TiC陶瓷加工成4mm×3mm×8mm试样,304不锈钢加工成3mm×10mm×30mm。TiC金属陶瓷中包括TiC颗粒与少量的Al,Mo,W,Ni成分。其中,TiC陶瓷中各组元含量(质量分数/%,下同):55.98~60.49Ti,15.99~19.60C,1.40~4.33Ni,3.38~9.54Mo,8.43~3.94W,3.17~17.91Al。304不锈钢的化学成分:0.12C,1.35Mn,0.030S,0.035P,18.67Cr,8.43Ni,余量为Fe。中间层 Ti,Nb,Cu的厚度分别为150,150,100μm。表1给出了室温下Ti,Nb,Cu和两端母材的热物理性能。

表1 室温下中间层与母材的热物理性能Table1 Room temperature thermo-physical properties of interlayer and parent materials
1.2 实验过程
扩散连接前,将母材和中间层的结合面打磨并抛光,然后用酒精和丙酮(≥99.5%)擦洗干净。真空扩散焊接设备采用Gleeble 1500D热机械模拟器。将Ti,Nb,Cu以机械叠合的方式置于金属陶瓷TiC与304不锈钢之间,放入真空室中进行扩散连接。试样装配顺序为TiC-Ti-Nb-Cu-304SS。技术参数:加热温度为925℃,压力为8MPa,保持时间为20min。
1.3 实验方法
室温剪切实验在万能试验机上以0.05mm/min的速率进行。图1为试样的扩散焊接装配图和接头剪切示意图。采用金刚石刀片垂直于TiC陶瓷/304不锈钢连接界面切取接头以制备金相试样。采用GX41光学显微镜(OM)和VEGAII扫描电镜(SEM)分析TiC/304SS扩散连接接头显微组织特征和断口形貌;采用ISIS300能谱仪(EDS)和D/max-3AX射线衍射仪(XRD)研究TiC/304不锈钢接头反应界面的元素分布以及断面相组成;采用显微硬度计(HV-1000G)测定TiC/304不锈钢扩散连接接头的硬度分布。

图1 扩散焊接装配图(a)和接头剪切示意图(b)Fig.1 Assembly diagram of diffusion bonding(a)and schematic of joint shearing test(b)
2 结果与讨论
2.1 显微组织特征
图2为光学显微镜和扫描电镜下TiC/304不锈钢扩散连接接头的显微组织。TiC,304不锈钢与Ti/Nb/Cu复合中间层之间结合致密,界面处未出现结合不良和孔洞等缺陷。两侧基体连续均匀过渡(图2(a)),并且由于Ti/Nb/Cu中间层与基体原子间的相互扩散和冶金结合,在TiC与304不锈钢之间反应形成一个宽度约为275μm的扩散过渡区。扩散过渡区内靠近基体两侧的组织特征分别如图2(b),(c)所示。图2(b)中所示TiC陶瓷侧和扩散过渡区的连接界面是均匀平直的,而图2(c)中304不锈钢一侧的连接界面则不平整。这一结果表明,在TiC和304不锈钢之间形成了良好的冶金结合。

图2 TiC/304不锈钢界面显微组织(a)光学显微照片;(b)TiC陶瓷侧;(c)304不锈钢侧Fig.2 Microstructure near the TiC/304SS interface(a)optical micrograph;(b)magnification near TiC;(c)magnification near 304SS
图3(a)是对925℃下TiC/304不锈钢接头测定位置进行的背散射电子扫描图像。结果表明,扩散转变区由四个部分组成。区域①主要为颗粒结构,区域②则是一个不均匀的块状结构,中心的灰白色区域③作为应力缓冲层存在,而接近304不锈钢的区域④是一个相对狭窄的不平整区域。

图3 接头SEM-BSE图像(a)和元素分布(b)Fig.3 Image of joints by SEM-BSE(a)and element distribution(b)
采用能谱测试仪(EDS)对TiC/304不锈钢接头的元素分布进行分析,如图3(b)所示。结合Ti-Nb二元合金相图[22]及EDS曲线可知:区域①主要包含αTi和少量的剩余Ti;区域②主要包含αTi和(βTi,Nb)固溶体;区域③是完全的剩余Nb层;区域④含有Cu,Nb及少量的Fe和Cr。Ti是区域①和区域②中形成连续界面的重要成分。过渡区基体中的Ti有两种来源,一种是扩散连接过程中,逐渐由陶瓷基体向中间层扩散的,另一种是复合中间层Ti/Nb/Cu在连接过程中的溶解扩散。中间层中活性元素Ti与Nb互相扩散形成固溶体,同时C的存在对中间层中的Ti具有较大吸引力。因此,EDS图中Ti层形成连续过渡曲线。在过渡区域③Ti几乎为零,只含有单独的Nb层。根据Cu-Nb的二元相图[22],没有铜铌金属间化合物形成,因此高韧性残余的Nb作为应力缓冲层存在。靠近304不锈钢一侧的区域④主要是以Cu为基,钢中的Fe和Cr向中间层反应区扩散较大的距离,并且Fe和Cr表现为相似的扩散趋势。但是,随界面距离的增大,Fe和Cr的扩散程度逐渐减弱,且因Cu具有面心立方结构,当遇到Cu时Fe和Cr穿越Cu的扩散就会受到限制。此外,结合 Cu-Fe及Cu-Cr相图[22],Fe,Cr与Cu互相扩散发生的交互作用主要以Fe-Cu固溶体或Cr以单质的形式存在,避免了脆性相的生成,有效降低接头性能的劣化。
2.2 硬度测试分析
为了研究扩散过渡区不同形式的组织对接头力学性能的影响,采用显微硬度计测定TiC/304不锈钢基体和扩散过渡区的硬度,如图4所示。硬度计金刚石压头的加载质量为500g,加载时间为10s。可以看出,扩散连接后TiC基体的显微硬度HV为2050~2300,304不锈钢的显微硬度为180~190。从TiC基体经过扩散过渡区到304不锈钢,显微硬度从2300逐渐降低到180。分析发现,扩散过渡区内无显微硬度高于TiC的脆性相存在。因此,对于TiC/304不锈钢扩散连接接头,最容易发生脆断的位置是靠近Ti的TiC陶瓷界面处。

图4 TiC金属陶瓷/304不锈钢接头的显微硬度Fig.4 Microhardness of TiC cermet/304SS joint
2.3 断裂分析
采用万能试验机测量TiC/304不锈钢扩散连接接头的抗剪强度,剪切速率为0.05mm/min,测得接头抗剪强度为84.6MPa。剪切实验中加载与断裂位置的关系如图5所示。当加载到最大负载2.031kN时接头断裂并瞬间卸载,且不伴随位移增加。结果表明,断裂是突然发生的,并且没有断裂缓冲区,接头的断裂是明显的脆性断裂。
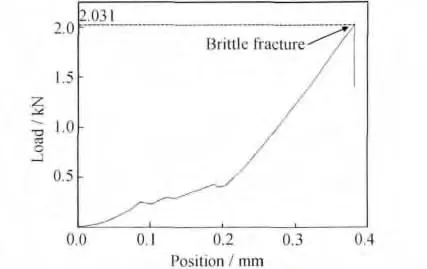
图5 剪切实验中加载与断裂位置的关系Fig.5 Relationship between load and fracture position in shearing test
为进一步判断脆断的位置及其断裂机理,进一步对剪切断口进行SEM扫描和EDS能谱分析。图6(a)是断面的扫描照片。可知,断面有明显解理裂纹且层次感较强,并且有深的凹痕。断口材料没有金属光泽,而是黑色颗粒状形貌,并没有呈现有规律的晶界等金属性能的特征。由此推断断口是在TiC陶瓷一侧。图6(b)为断面能谱图,可以看出Ti,Al,W,Ni元素上有明显的波峰,而靠近不锈钢一侧的中间层元素Cu/Nb特征谱线峰没有出现。这正好与TiC陶瓷基体的成分特征相符合,初步可以证明断裂出现在反应界面处的TiC陶瓷上。这也说明接头界面强度大于因残余应力而被弱化了的TiC陶瓷基体强度,Ti/Nb/Cu中间层有效缓解了连接过程中接头产生的残余应力,接头间形成了良好的冶金结合。

图6 TiC金属陶瓷/304不锈钢接头断面形貌(a)和能谱分析(b)Fig.6 The fracture surfuce morphology(a)and energy spectrum analysis(b)of TiC cermet/304SS joint
2.4 XRD分析
采用X射线衍射仪对接头靠近TiC和304不锈钢的两个断口进行分析,实验电压为40kV,电流为150mA,靶材为铜靶。X射线衍射结果如图7所示。可知,在断面两侧均检测到 TiC,Al,Al4Ni3,WC,W和Ni。这些成分与TiC基体的组元一致。除了这些基本成分,还检测到NbTi4和[Ti,Nb]固溶体。Nb-Ti4以及[Ti,Nb]固溶体的存在是由于TiC基体及Ti/Nb/Cu中间层的Ti与Nb互扩散的结果。从图7(a)还可以观察到,在TiC侧部分Ti以单质的形式存在。这一部分Ti在保证TiC基体到界面反应层的连续过渡上起到了重要的作用。在304不锈钢一侧的断面上也存在[Ti,Nb]固溶体和NbTi4。说明断裂是沿着界面反应物发生的。结合图6,进一步确定断裂发生在TiC和Ti之间的位于TiC上的扩散反应层上。

图7 TiC陶瓷侧(a)和304不锈钢侧(b)的XRD图谱Fig.7 XRD patterns near TiC cermet(a)and 304SS(b)
通过X射线衍射结果证实,在断面上存在的Nb-Ti4,单质Ti,[Ti,Nb]固溶体及 TiC,Al,Al4Ni3,WC,W,Ni基体成分与接头界面的微观组织和相结构密切相关。相应的TiC金属陶瓷和304不锈钢的断面上存在着从TiC/Ti反应层,[Ti,Nb]固溶体,单质Ti到NbTi4的连续相转变。扩散转变区内的这种成分分布方式有利于提高接头韧性,并保证接头强度。
3 结论
(1)采用复合中间层 Ti/Nb/Cu,在温度为925℃、保温时间为20min、压力为8MPa时,实现了TiC金属陶瓷与304不锈钢的真空扩散连接。接头抗剪强度达到84.6MPa。
(2)复合中间层 Ti/Nb/Cu与TiC 金属陶瓷及304不锈钢反应形成了扩散过渡区。过渡区内的界面反应产物主要为[Ti,Nb]固溶体+Ti+NbTi4,Nb,剩余Cu+[Cu,Fe]固溶体+Cr。
(3)TiC基体/过渡区/304不锈钢的显微硬度HV从2300逐渐降低到180。扩散过渡区内无显微硬度高于TiC的脆性相存在。接头断裂形式为TiC和Ti之间的位于TiC上反应层的脆性断裂。
[1]苗赫濯,林旭平,齐龙浩.先进结构陶瓷材料研究进展[J].稀有金属材料与工程,2008,37(1):14-19.MIAO He-zhuo,LIN Xu-ping,QI Long-hao.The progress of research on advanced structure ceramics[J].Rare Metal Materials and Engineering,2008,37(1):14-19.
[2]孙康宁,尹衍升,李爱民.金属间化合物/陶瓷基复合材料[M].北京:机械工业出版社,2002.SUN Kang-ning,YIN Yan-sheng,LI Ai-min.Intermetallic/Ce-ramic Matrix Composites[M].Beijing:China Machine Press,2002.
[3]KIM S W,MIN K H,KANG S H.Rim structure in Ti(C0.7-N0.3)-WC-Ni cermets[J].Journal of the American Ceramic Society,2003,86(10):1761-1766.
[4]BOLOGNINI S,FEUSIER G,MARI D.TiMoCN-based cermets:high-temperature deformation[J].International Journal of Refractory Metal and Hard Materials,2003,21(l-2):19-29.
[5]PARK S H,KANG S H.Toughened ultra-fine(Ti,W)(CN)-Ni cermets[J].Scripta Materialia,2005,52(2):129-133.
[6]关德慧,于宝海,孙超,等.一种碳化钛金属陶瓷烧结同时与结构钢焊接工艺[P].中国专利:CN1361084A,2002.GUAN De-hui,YU Bao-hai,SUN Chao.The sintering technology of a kind of titanium carbide ceramic at the same time welding with structural steel[P].China Patent:CN1361084A,2002.
[7]ZHANG C G,QIAO G J,JIN Z H.Active brazing of pure alumina to Kovar alloy based on the partial transient liquid phase(PTLP)technique with Ni-Ti interlayer[J].Journal of the European Ceramic Society,2002,22(13):2181-2186.
[8]叶大萌,熊惟皓.Ti(C,N)基金属陶瓷与45钢的真空钎焊[J].稀有金属材料与工程,2008,37(7):1281-1284.YE Da-meng,XIONG Wei-hao.Vacuum brazing of Ti(C,N)based cermets to 45steel[J].Rare Metal Materials and Engineering,2008,37(7):1281-1284.
[9]ZHANG L X,FENG J C,ZHANG B Y.Ag-Cu-Ti alloy for brazing TiC cermet/steel[J].Materials Letters,2005,59(1):110-113.
[10]HATTALI M L,MESRATI N,TREHEUX D.Electric charge trapping,residual stresses and properties of ceramics after metal/ceramics bonding[J].Journal of the European Ceramic Society,2012,32(4):717-725.
[11]CAO J,SONG X G,LI C,et al.Brazing ZrO2ceramic to Ti-6Al-4Valloy using NiCrSiB amorphous filler foil:interfacial microstructure and joint properties[J].Materials Characterization,2013,81(7):85-91.
[12]KIM J J,PARK J W,EAGER T W.Interfacial microstructure of partial transient liquid phase bonded Si3N4-to-Inconel 718 joints[J].Materials Science and Engineering:A,2003,344(1-2):240-244.
[13]CHEN Z,CAO M S,ZHAO Q Z.Interracial microstructure and strength of partial transient liquid-phase bending of silicon nitride with Ti/Ni multi-interlayer[J].Materials Science and Engineering:A,2004,380(1-2):394-401.
[14]邹贵生,吴爱萍,任家烈,等.Ti/Ni/Ti复合层 TLP扩散连接Si3N4陶瓷结合机理[J].清华大学学报:自然科学版,2001,41(4-5):51-54.ZOU Gui-sheng,WU Ai-ping,REN Jia-lie,et al.TLP diffusion bonding mechanism of Si3N4ceramics with multiple Ti/Ni/Ti interlayers[J].Journal of Tsinghua University:Science and Technology,2001,41(4-5):51-54.
[15]曲文卿,庄鸿寿,张彦华.异种材料TLP扩散连接过程的非对称性[J].中国有色金属学报,2003,13(2):300-304.QU Wen-qing,ZHUANG Hong-shou,ZHANG Yan-hua.Dissymmetry of TLP diffusion bonding of dissimilar materials[J].The Chinese Journal of Nonferrous Metals,2003,13(2):300-304.
[16]DILERMANDO T,MAURIZIO F,GERT D O.Diffusion bonding of aluminum oxide to stainless steel using stress relief interlayers[J].Materials Science and Engineering,2002,337(1-2):287-296.
[17]毛样武,周建军,李树杰.采用Ti/Ag/Ti中间层连接SiC陶瓷的有限元应力分析[J].北京航空航天大学学报,2004,30(10):930-933.MAO Yang-wu,ZHOU Jian-jun,LI Shu-jie.Analysis of the residual thermal stresses of SiC joint with Ti/Ag/Ti interlayer by FEM[J].Journal of Beijing University of Aeronautics and Astro-nautics,2004,30(10):930-933.
[18]SHEN X Q ,LI Y J,PUTCHKOV U A,et al.Finite-element analysis of residual stresses in Al2O3-TiC/W18Cr4Vdiffusion bonded joints[J].Computational Materials Science,2009,45(2):407-410.
[19]MARKS R A,SUGAR J D,GLAESER A M.Ceramic joining IV:effects of processing conditions on the properties of alumina joined via Cu/Nb/Cu interlayers[J].Journal of Materials Science,2001,36(23):5609-5624.
[20]HUANG W Q,LI Y J,WANG J,et al.Microstructure and fracture of TiC-Al2O3/W18Cr4Vdiffusion bonded joint[J].Kovove Materialy-Metallic Materials,2010,48(4):227-231.
[21]MIN Y,ZOU Z D,SONG S L,et al.Effect of interlayer thickness on strength and fracture of Si3N4and Inconel 600joint[J].Key Engineering Materials,2005,297-300:2435-2440.
[22]戴永年.二元合金相图集[M].北京:科学出版社,2009.DAI Yong-nian.Binary Alloy Phase Diagrams[M].Beijing:Science Press,2009.
猜你喜欢
大连交通大学学报(2022年1期)2022-02-19
建材发展导向(2020年15期)2020-11-26
工业催化(2020年5期)2020-06-23
轮胎工业(2020年4期)2020-03-01
四川水泥(2019年9期)2019-02-16
焊接(2016年8期)2016-02-27
焊接(2016年6期)2016-02-27
西部广播电视(2015年7期)2016-01-16
西部广播电视(2015年6期)2016-01-16
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
