
冷装工艺在减速机装配中的应用研究
2014-11-28 08:17:08杨平马驰
机械工程师 2014年6期
杨平,马驰
(1.陕西法士特齿轮有限责任公司,西安 710077;2.山东鱼台县职业中等专业学校,山东 济宁 272300)
0 引言
在装配生产过程中,经常遇见轴类零件与孔类零件过渡和过盈配合装配问题。传统的装配工艺多采用热装配(简称:热装)或者冷压的方式,热装配是通过明火、油煮、电磁加温的方法,将工件温度升至180℃附近,基于装配基孔受热膨胀,把轴类工件热套入基孔中,等工件冷却后抱死,从而达到套和齿轮类工件的装配作业。冷压装配则是在常温条件下,通过对工件施加外部压力使零件产生局部微量变形,从而达到装配的目的。以上两种装配方式是现在制造业企业普遍应用的装配方式。
本文要解决的是减速机壳体和二级行星内齿圈渐开线花键过盈配合的装配问题,如图1 所示,减速机壳体1为铸造件,体积大,内壁上有内渐开线花键,齿数多,齿形小;减速机大齿圈2 为薄壁件,尺寸大,外壁上有花键。
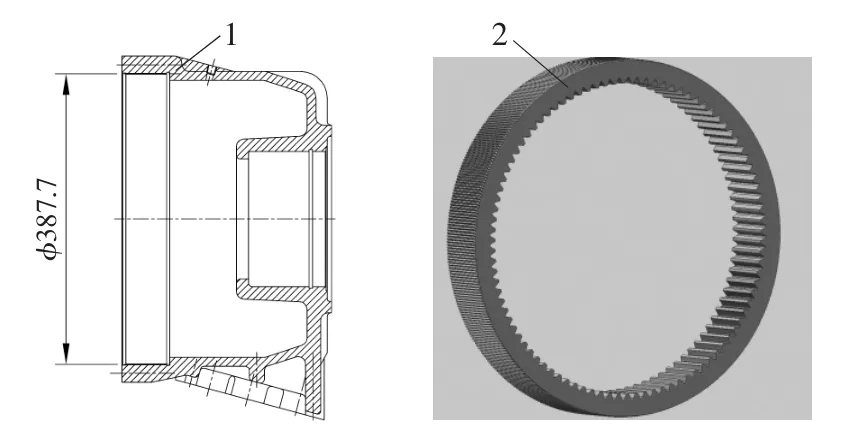
图1 零件图
1 工艺分析
通常在过盈配合装配过程中我们会采用热装和压装的装配方式,由于热装配的基本原理是热胀冷缩,通过加热带基孔的工件,使基孔直径通过热膨胀而增大,套入常温轴类零件上实现的。然而带孔工件普遍几何尺寸和体积较大,要到达孔径膨胀的目的,需要加热耗时较长,由于金属类工件较小的热膨胀系数,即使温度升至180℃左右,孔径尺寸也只会膨胀有限的尺寸,再加上加热时间不足,间隙量过小、环境温度较低,冷却速度快、装配速度不及时等都可能造成装配过程中轴类零件和孔类零件在尚未到位时,孔径便已经产生收缩,出现抱紧卡死而进退两难的情况,从而对零件造成损伤,给装配作业带来不便。
减速机的齿圈和减速机壳体的过盈配合,由于齿圈尺寸大,如果采用热装,必须对减速机壳体进行加热,但减速机壳体体积庞大,而且属于薄壁零件,没有适合的加热设备,且容易引起零件因为加热而产生的变形,并且加热会放大铸造件的铸造缺陷,降低材料寿命,故不能采用热装方式。
同理,采用压装的方式也不甚合理,由于壳体尺寸过大,现有压机量程不足,需要定制专机,且工装设计难度较大,容易造成配合件齿牙的破坏,故冷压装配方式不易实现。
采用冷装工艺进行装配,则只需要将二级行星内齿圈进行冷却,零件体积较小,容易冷却,且冷装工艺为无损装配,不会对零件产生损伤,所以通过分析,本文将通过冷装的方式实现减速机齿圈和减速机壳体的装配。
2 理论计算
二级行星内齿圈冷却的尺寸可以采用以下热膨胀(冷缩)公式计算得出:λ=k×(T1-T2)×d。
式中:λ 为二级行星内齿圈冷却前后变化量,mm;k 为钢的线膨胀(冷缩)系数,取为0.000 012℃-1;T1为室温,取25℃;T2为最低冷冻温度,取-50℃、-10℃;d 为二级行星内齿圈的最大外径,mm。
取d=387.7 mm,代入公式,计算得λ=0.35 mm 或λ=0.16 mm,如果按照该公式,冷缩量为λ=0.35 mm 或λ=0.16 mm,而减速机壳体和二级行星内齿圈渐开线花键的过盈量约为0.1 mm,故冷却温度设置为-50~-10℃之间能够满足现场的安装需要。
3 工艺试验
冷装配(简称冷装)是对需装入基孔内的零件先进行冷却,使其外形尺寸收缩,在装配面之间产生装配间隙,以便于零件进行装配的一种装配方法。在减速机的装配过程中,采取冷装配的方式进行装配。为了验证结论本文做了以下实验:
1)试验器材:冷冻机,跨球距检具,减速机二级行星内齿圈,测温仪。
2)试验方法和原理:将大齿圈放入冷冻机中,分别将冷冻温度设置为-10℃,-20℃,-30℃,-40℃,-50℃进行冷冻,测量齿圈大径、小径和内跨棒距并记录齿圈实际温度。
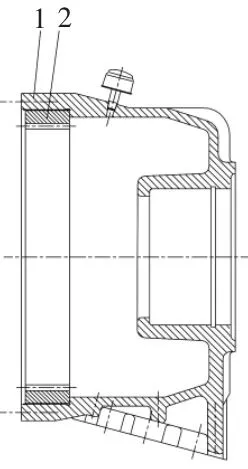
图2 装配图
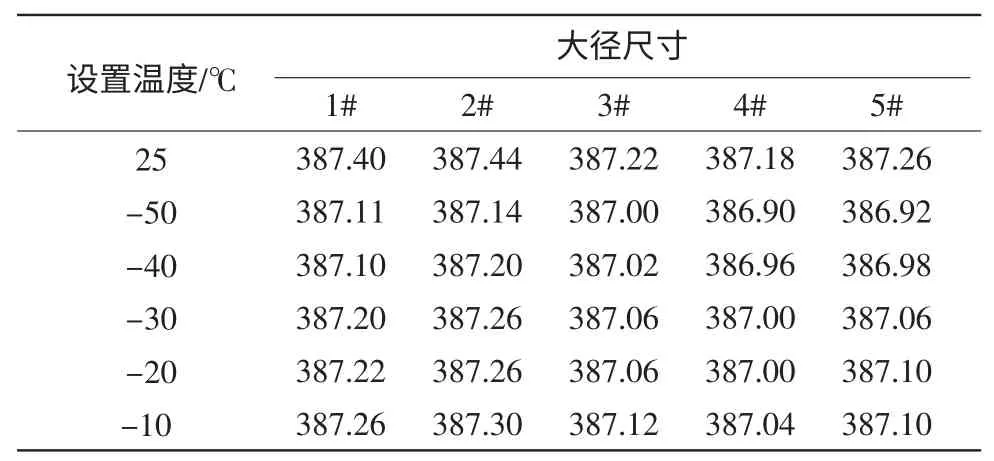
表1 二级行星内齿圈冷装后大径尺寸 mm

表2 二级行星内齿圈冷装后小径尺寸 mm
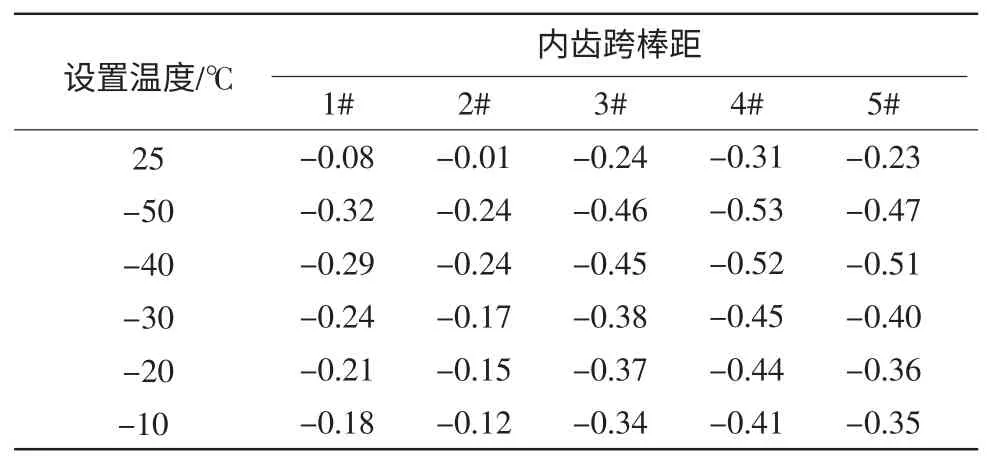
表3 内齿跨棒距 mm
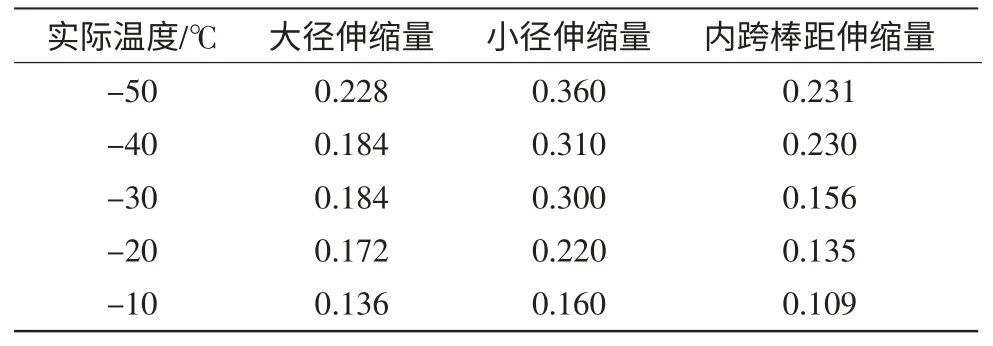
表4 冷缩量 mm
3)试验数据(如表1~表4)。
根据表4 可知将冷却温度设置在-50~-10℃之间即可满足装配需求,为了节约成本和轻松完成装配作业,在以后的装配作业中可将冷却温度设置在-30℃左右。
4 结语
本文通过对减速机壳体和二级行星内齿圈结构进行分析,以及对热装技术和压装技术在本零件装配作业中的缺点进行分析,找到了冷装配这种新型装配工艺,本文通过理论计算和实验论证相结合的方式证明了冷装技术在减速机装配中应用的可行性和合理性。
根据理论计算及实验验证两种方式的论证,可知将冷却温度设置在-50~-10℃之间即可满足装配需求,将冷却温度设置在-30℃可以轻松地完成减速机壳体和二级行星内齿圈的装配作业,打通了减速机装配过程中的瓶颈工序,完成了减速机的试制装配工作,在以后的批量生产中,可以将冷冻机改换成液氮冷却,从而提高生产效率,达到批量装配生产的目的。
[1]梁忠.冷装配工艺在设备检修中的应用[J].四川有色金属,2006,3(1):29-30.
[2]包永刚.液氮冷缩装配的应用[J].装备技术,2004(2):44.
猜你喜欢
中国机械工程(2023年13期)2023-12-02 07:39:49
山东冶金(2022年1期)2022-04-19 13:40:50
制造技术与机床(2018年9期)2018-09-19 06:47:48
时代汽车(2018年12期)2018-06-18 03:43:52
机械设计与制造(2018年1期)2018-01-19 11:22:30
制造技术与机床(2017年11期)2017-12-18 06:47:13
山东工业技术(2016年15期)2016-12-01 05:31:50
设备管理与维修(2016年7期)2016-04-09 03:17:19
筑路机械与施工机械化(2015年11期)2015-07-01 16:28:46
金属加工(热加工)(2013年5期)2013-08-02 08:39:40
