
大口径蝶阀异型阀板的试压方案
2014-11-28 08:17:04张春景
机械工程师 2014年6期
张春景
(1.渤海装备兰州石油化工机械厂,兰州 730060;2.甘肃省炼化特种装备工程技术研究中心,兰州 730060)
1 阀板概况
大口径蝶阀应用在高温高压的工况下,且阀板口径大(φ1 600),密封要求高,设计压力为0.8 MPa,阀板示意图如图1。由于阀板为大型铸件,可能存在气孔、夹砂等铸造缺陷,所以在机加工前须对阀板内腔进行水压试验。
2 试压方案的确定
因阀板口径较大,无法采用焊接盲板式试压,所以我们拟采用本厂的压力机试压,试压的工件必须有两个互相平行的平面,一个为支撑面,一个为施压面,根据阀板结构特点,我们将方案初步定为在阀板背面焊工艺块,正面用盲板,以形成一个有两平行平面的密闭腔体。
3 工艺块及盲板的确定
1)工艺块的尺寸确定。因为阀板背面有凸起的轴承孔,试压时为防止阀板轴承孔基体与压力机的下平面产生干涉,工艺块的高度应保证与阀板焊接后高于轴孔基体,同时考虑到施压时阀板板体受压变形,将工艺块高度定为260 mm,根据F=PS(F 为压力,P 为压强,S 为受力面积),并参考Q235 钢的抗压强度,确定工艺块的数量为6块,截面尺寸为150 mm×60 mm。

图1 阀板示意图
2)盲板尺寸及示意图。因为是压力机试压,所以对盲板的强度没太高要求,只要保证试压时密封面的宽度不小于60 mm,圆周上的锥管螺纹孔为注水孔和排气孔,以便注水试压。

图2
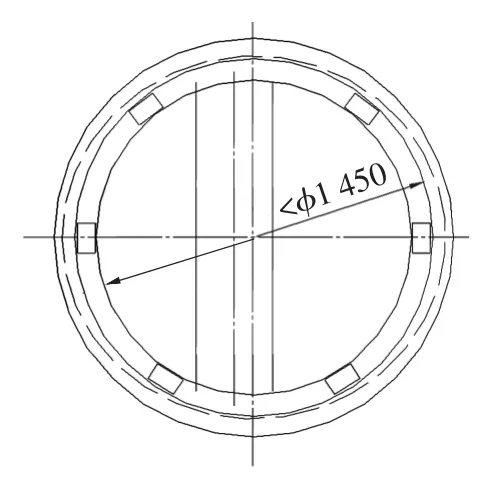
图3
4 工艺块的焊接
因为此阀板周向是椭圆,如图3 中虚线所示,所以工艺块的焊接还要考虑椭圆加工时的支撑及夹紧,椭圆的短轴尺寸为1 450 mm,所以工艺块焊接位置的最外端尺寸应小于1 450 mm,为方便加工完毕后去除,所以工艺块的外边及两侧短边与阀板以角焊缝焊接。
5 加工工艺注意事项
试压机工作面为两平行平面,工作时工件放置于工作平台上,试压机的上工作台面下移压紧工件,注入介质试压。所以工艺块底面和阀板的上部承压面须平行,两平面的平行度不超过0.1 mm。
猜你喜欢
石油化工自动化(2022年6期)2022-12-19 04:28:10
机械工程师(2022年10期)2022-11-17 07:52:04
设备管理与维修(2020年11期)2020-06-15 02:39:18
中国特种设备安全(2019年4期)2019-05-20 09:55:54
中国科技博览(2017年15期)2017-06-08 20:30:27
武汉科技大学学报(2017年2期)2017-04-13 02:45:35
科技与创新(2016年21期)2017-02-14 10:37:36
建材发展导向(2016年6期)2017-01-17 12:48:02
智能制造(2016年8期)2016-10-13 02:16:13
农业与技术(2015年9期)2015-06-24 04:23:29
