
巧用FANUC数控系统车床G71指令解决实际生产问题
2014-11-28 08:16:50王钧
机械工程师 2014年6期
王钧
(牡丹江技师学院,黑龙江 牡丹江 157000)
0 引言
数控机床是一种用计算机利用数字信息进行控制的高效自动化加工的机床。它的工作原理是把数控程序转变为数控机床的运动,运动轨迹完全取决于输入的数控程序。对数控车床而言,车削余量较大的棒料,一般都采用多重复合循环指令来去除大量的加工余量,这样可以提高工作效率,大大减轻编程人员的工作量。复合循环指令是由若干个程序段参加循环,其中FANUC 数控车床中G71 指令就是个典型的复合循环指令,编程时,只须指定精加工轨迹和每刀切削深度、退刀量,系统会自动计算出粗加工路线和加工次数,大大简化编程,缩短程序的长度。因此该指令在实际加工中用途非常大,绝大部分工件都是用该指令加工的,灵活运用该指令能解决很多实际生产问题。本文根据笔者多年的实践经验,总结了内外径粗车复合循环G71指令的一些特殊用法。
1 巧设G71 指令中参数加工凹凸轮廓形状的工件
1)G71 内/外径粗车复合循环指令
指令格式:

参数说明:△d 为切削深度(每次切削量),指定时不加符号(半径值);e 为每次退刀量(半径值);ns 为精加工路径第一个程序段的顺序号;nf 为精加工路径最后一个程序段的顺序号;U 为X 方向精加工余量(直径值),该数值有方向性,即外圆加工余量为正值,内孔加工余量为负值;W 为Z 方向精加工余量;f 为进给速度,s 为主轴转速,t 为刀具号,粗加工时G71 编程的F、S、T 有效,而精加工时处于ns 到nf 程序段之间的F、S、T 有效。
2)指令说明。G71 指令主要用于对径向尺寸要求比较高、轴向切削尺寸大于径向切削尺寸、毛坯为棒料的工件进行粗车复合循环。传统的G71 指令要求加工的轮廓形状必须为单调递增或单调递减的形式,否则无法加工,需用其他复合循环指令。
3)巧用G71 指令。根据笔者多年在实践教学过程中的探索,如加以改进可大大提高G71 指令的适用范围,提高数控车床的加工效率。将该指令中e 值设成大于凹凸轮廓的凸值减凹值(半径值)。然后选择合适的刀具,这样就可以加工外型带有凹凸轮廓形状、毛坯为棒料的工件。具体实例如图1 所示。
加工此凹凸轮廓形状的工件需将G71 指令中参数e设成大于轮廓的凸值减轮廓的凹值的半径差即可。即上图中e 值为大于φ58-φ24.62 的一半即可。外型加工参考程序如下:
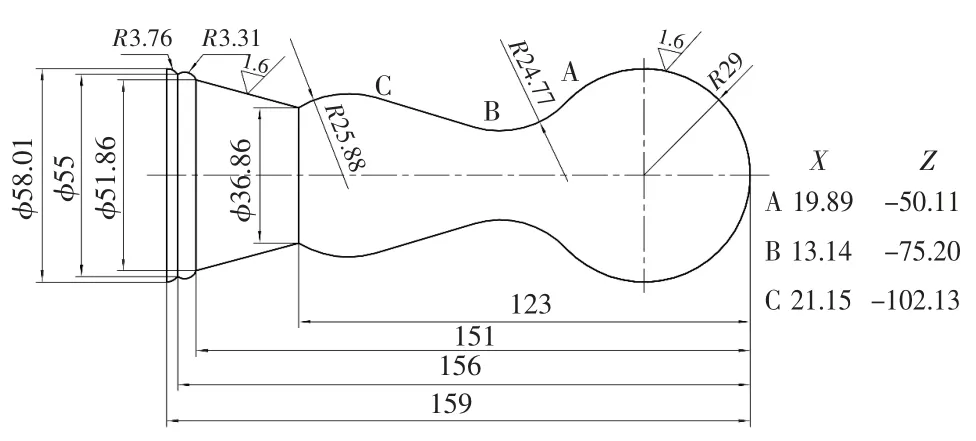
图1 外型带有凹凸轮廓形状、毛坯为棒料的工件

本例用此方法减少了空走刀时间,相当于用G71 指令代替G73 指令功能,大大提高了工作效率和生产效益。
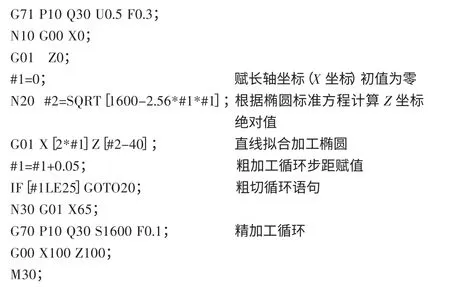
2 巧用G71 指令加工椭圆曲线
在机械制造业中,具有椭圆形外形的零件是一种非圆曲线,比较常见也是比较难以加工的。目前椭圆形零件的主要加工方法是:1)在普通车床上进行仿形加工,这种方法难以保证尺寸要求。2)在数控机床上进行数控加工,这种方法是利用数控机床直线插补原理,通过直线拟合法逼近椭圆轮廓曲线,完成数控加工。这种方法既能控制尺寸要求又能保证轮廓形状,在实际加工中比较常用,但如果编程指令选择不当的话,会使程序非常繁冗和复杂,给编程人员带来诸多不便。用G71 指令来编这种非圆曲线的程序具体实例如图2 所示,编制数控加工程序:

图2

3 巧用G71 指令加工抛物线曲线
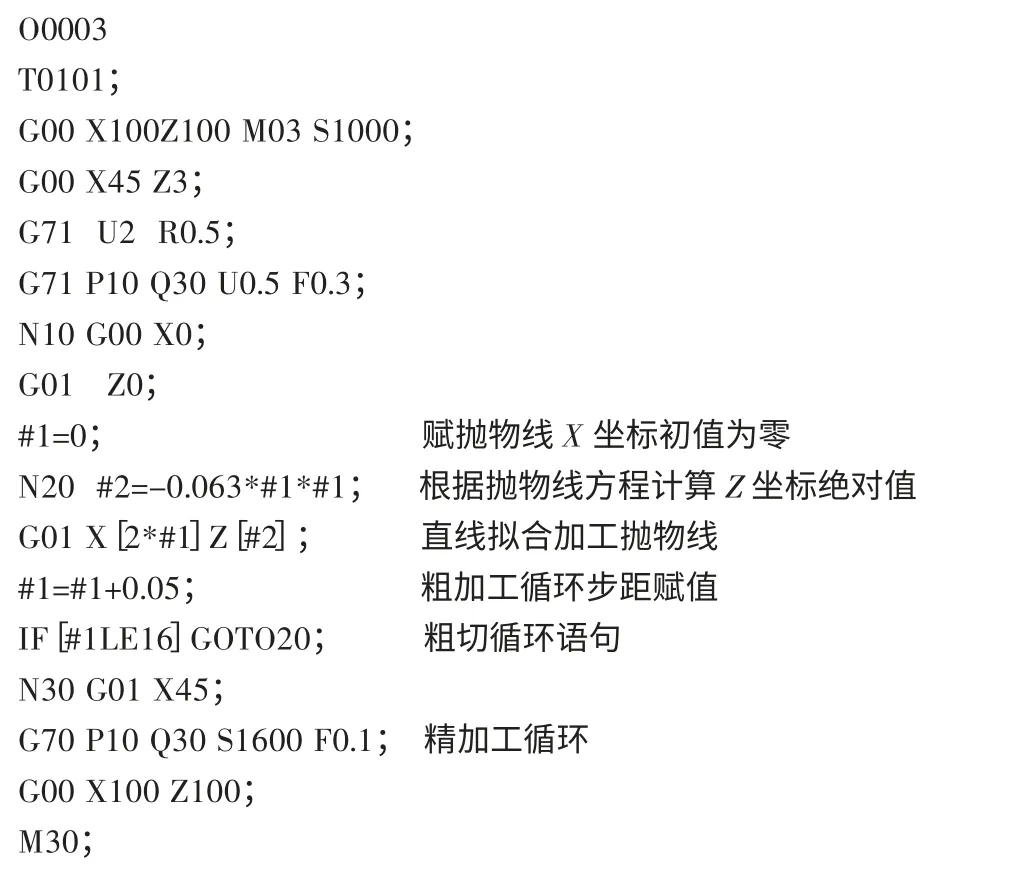
生活中许多零件应用到抛物线曲面,如手电筒聚光电杯、汽车车灯等。在机械制造业中,具有抛物线外形的零件也是一种非圆曲线,比较常见也是比较难以加工的。抛物线外形零件的加工用G71 指令来编程就显得非常简单和容易。具体实例如图3 所示。
编制数控加工程序如下:
4 结语
通过对G71 的合理分析、探索及在数控仿真软件和实训工厂机床实践中,发现了G71 指令的一些新功能和方便用法,让学生掌握更多的生产实用知识,能更好地适应生产需要;使理论教学和生产实践相结合,让理论教学更好地为社会生产服务。
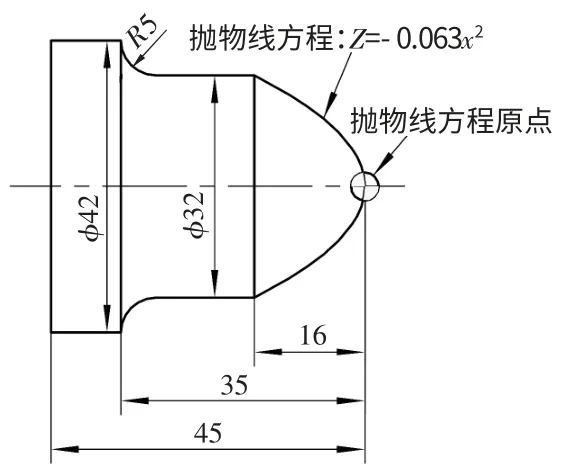
图3
猜你喜欢
中等数学(2023年4期)2023-11-30 05:43:32
数学年刊A辑(中文版)(2022年3期)2023-01-05 10:03:50
电动工具(2022年2期)2022-05-18 08:40:38
组合机床与自动化加工技术(2019年11期)2019-11-27 06:13:52
传感器与微系统(2019年9期)2019-09-11 02:25:10
重型机械(2018年6期)2019-01-07 11:13:48
组合机床与自动化加工技术(2018年9期)2018-10-09 07:19:46
小天使·六年级语数英综合(2018年6期)2018-10-08 09:34:44
Coco薇(2015年5期)2016-03-29 23:22:15
机电产品开发与创新(2014年6期)2014-03-11 16:42:50
