
基于ABAQUS和灰色系统的硬脆材料可车削性评价
2014-11-28 08:17:16李琛姚学练刘世缘马廉洁王二涛
机械工程师 2014年6期
李琛,姚学练,刘世缘,马廉洁,王二涛
(东北大学 秦皇岛分校控制工程学院,河北 秦皇岛 066004)
0 引言
灰色聚类根据灰色关联矩阵或灰数的白化权函数把观测指标或观测对象划分成若干个可定义类别,能综合考虑多种因素的影响,评价客观合理,结果准确[1]。于爱兵等[2]利用灰色聚类法评价了陶瓷加工的磨削性,研究结果表明:灰色定权聚类是一种可行的陶瓷材料磨削加工性综合评价方法;郑蕊蕊等[3]利用改进的灰色聚类方法对电力变压器的故障诊断进行了分析,实验结果证明,改进的灰色聚类方法具有分析速度快和实用性好等优点。ABAQUS 有限元软件可以用来分析复杂的力学系统,解决高度非线性的问题、模拟复杂的模型,是一种功能强大的有限元分析软件[4]。
切削加工(可切削性,机械加工性):指工件被切削加工后而成为合格工件的难易程度,切削加工性好坏常用刀具的磨损程度来衡量[5-6]。本文利用ABAQUS对硬质合金刀具车削硬脆材料进行了模拟,得到车削力与车削温度,并根据磨损率公式利用MATLAB 对刀具磨损量进行了计算。在现有灰色聚类的基础上,利用6 种材料属性与刀具磨损量的灰色关联度对权值的设定进行了改进,根据材料属性对11 种硬脆材料分为3个灰类(k=1,2,3 分别代表易加工、中等、难加工三个标准),并利用ABAQUS 仿真结果进行了检验,说明本文利用灰色定权聚类模型评价硬脆材料的可车削性具有一定的可靠性。
1 基于ABAQUS 的有限元仿真
1.1 硬脆材料去除机理
Brittle Cracking 是ABAQUS 提供的脆性断裂模型。瑞典学者Hillerborg 等[7]从断裂能量角度出发,提出了虚拟裂缝模型(FCM),即有应力作用的虚拟裂缝来模拟微裂缝,并将虚拟裂缝间应力的传递规律用如下关系式表示:

1.2 ABAQUS 仿真
由于单个二维切削模型不能同时兼顾进给量和切削速度,所以本文设计了两个二维切削模型(图1),得到的切削力的值取F=,切削温度取两者的平均值T=(T1+T2)/2。在本文中:切削速度vc=0.933 m/s,进给速度f=0.046mm/r,切削深度ap=0.02 mm。

图1 ABAQUS 二维切削示意图
1.3 刀具磨损的计算
硬质合金刀具的磨损主要分为刀具发生磨料磨损、粘结磨损、扩散磨损[8]。
综合村田&竹山[9]和臼井[10]两个模型可得刀具磨损率模型:
式中:A=4.0×10-4,B=7 000,在文献[9]中给出的G 值转化后为2.37×10-11。
1.4 仿真方案与结果

表1 刀具磨损量
2 灰色定权聚类分析
2.1 聚类分析
聚类指标意义、量纲不同,在数量上悬殊较大时,采用灰色变权聚类会导致某些指标参与聚类的作用十分微弱,采用灰色定权聚类效果较好。在ABAQUS 仿真中,对最终磨损量产生影响的因素主要有弹性模量、泊松比、热导率、密度、比热容和热膨胀系数6 个属性,因此本文以11 种陶瓷材料作为聚类对象,以弹性模量、泊松比、热导率、密度、比热容和热膨胀系数作为6 个聚类指标,将陶瓷材料车削加工性作为3 个灰类(k=1,2,3 分别代表易加工、中等、难加工三个标准)。设xij(i=1,2,…,n;j=1,2,…,m)为对象i 关于指标j 的观测值,(·)(j=1,2,…,m;k=1,2,…,s)为j 指标k 子类的白化权函数。若对任意的k1,k2∈{1,2,…,s}总有,可以将的上标k 略去,记作ηj(j=1,2,…,m),称·ηj为对象i 属于k灰类的灰色定权聚类系数。
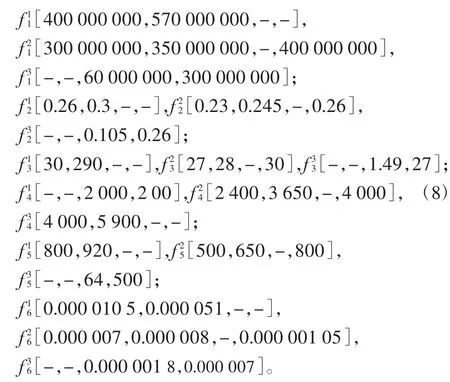
白化权函数分为4 种形式:典型白化权函数、下限测度白化权函数、适中测度白化权函数和上限测度白化权函数,如式(4)~式(7)所示。
典型白化权函数:

下限测度白化权函数:
适中测度白化权函数:
上限测度白化权函数:
不同的材料属性对材料可车削性的影响是不同的,例如弹性模量越大,可车削性越好[2],热导率越大,可车削性越好,本文中白化权函数如式(8)所示。
2)基于灰色关联分析的各指标聚类权ηj(j=1,2,…,m)的确定。
灰色关联分析法弥补了采用数理统计方法作系统分析所导致的缺憾,对样本量少信息量贫瘠的问题同样适用,而且不会出现量化结果与定性分析结果不符的情况。
由于数据的数量级相差很大,所以首先对数据进行标准化处理:

设Xi=(xi(1),xi(2),…,xi(n))为一个数组,当i=1,2,3,4,5,6 时,Xi分别代表弹性模量、泊松比、热导率、密度、比热容和热膨胀系数的数值。
设Yi=(yi(1),yi(2),…,yi(n))为一个数组,当i=1,2,3,4,5,6 时,Yi分别代表弹性模量、泊松比、热导率、密度、比热容和热膨胀系数对应的磨损深度的数值,在本文中Y1=Y2=Y3=Y4=Y5=Y6。
则有Yi与Xi的相对关联度为:
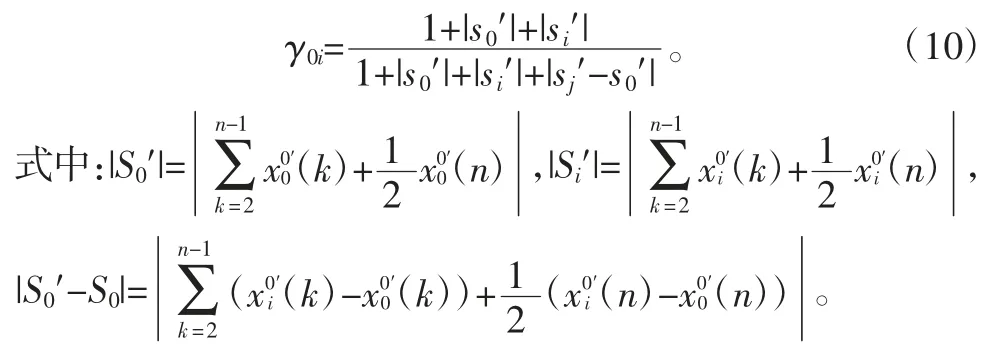
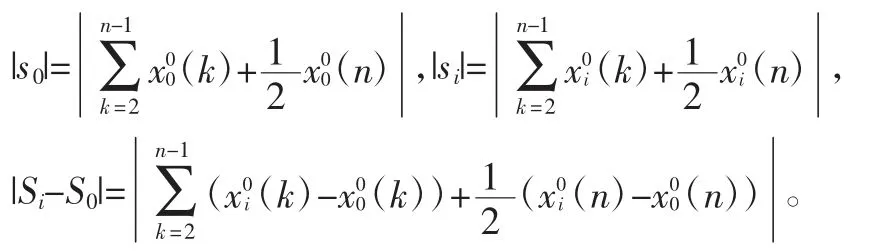
Yi与Xi的绝对关联度为:

其中:
灰色综合关联度为:ρ0i=θε0i+(1-θ)γ0i,θ∈[0,1],本文将θ设为0.5,计算结果见表2,根据灰色综合关联度得到权值:ηi=ρ0i/(ρ01+ρ02+ρ03+ρ04+ρ05+ρ06),计算结果见表3。
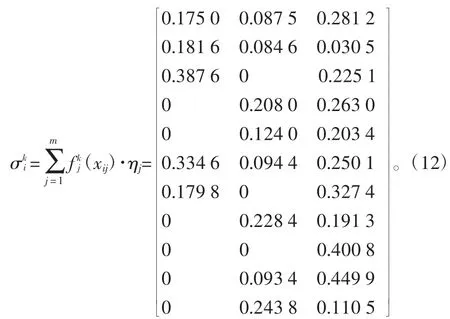

表2 指标的灰色综合关联度

表3 指标的权值
比较对象聚类系数大小,判定对象所属灰类:
属于灰类[1](易加工)的对象有:2,3,6;
属于灰类[2](中等)的对象有:8,11;
属于灰类[3](难加工)的对象有:1,4,5,7,9,10。
2.2 检验
由表1 不难发现:W3<W6<W2<W8<W11<W5<W10<W7<W1<W9<W4,刀具磨损量越大,则材料越难加工,这灰色定权聚类的分类结果一致。
3 结论
利用ABAQUS 和磨损率公式对刀具磨损量进行了计算。基于灰色定权聚类模型对11 种硬脆材料的可车削性进行了评价,并以刀具磨损率为依据进行了检验,检验结果与灰色定权聚类的分类结果一致,表明本文利用灰色定权聚类模型评价硬脆材料的可车削性具有一定的可靠性。
[1]邓聚龙.灰色系统(社会·经济)[M].北京:国防工业出版社,1985.
[2]于爱兵,王敏,田欣利.应用灰色聚类法评价陶瓷材料的磨削加工性[J].兵工学报,2007,28(2):197-201.
[3]郑蕊蕊,赵继印,王志男,等.基于改进灰色聚类分析的电力变压器故障诊断[J].吉林大学学报:工学版,2008,38(5):1237-1241.
[4]石亦平,周玉蓉.ABAQUS 有限元分析实例详解[M].北京:机械工业出版社,2006.
[5]林树兴,陈建红.材料切削加工性度量的指标体系及评价方法[J].工具技术,1996,31(4):6-8.
[6]Sandvik Coromant.Modern metal cutting[M].A.B.Sandvik Coromant,1994.
[7]Hillerborg A,Modeer M,Petersson P E.Analysis of crack formation and crack growth in concrete by means of fracture mechanics and finite elements[J].Cement and Concrete Research,1976,6(6):773-782.
[8]李友生,邓建新,张辉,等.高速车削钛合金的硬质合金刀具磨损机理研究[J].摩擦学学报,2008(5):443-446.
[9]Takeyama H,Murata R.Basic Investigation of Tool Wear[J].Journal of Engineering for Industry,Transactions of the ASME,1963,85(1):33-38.
[10]Usui E,Shirakashi T.Analytical Predicition of Cutting Tool Wear[J].Wear,1984(100):129-151.
猜你喜欢
科学技术创新(2022年33期)2022-11-12 10:21:28
兵器装备工程学报(2022年9期)2022-10-14 03:18:14
数学物理学报(2021年4期)2021-08-30 08:27:44
黑龙江水利科技(2021年12期)2021-02-18 09:38:28
化工管理(2020年33期)2020-12-10 09:02:16
热带农业科学(2020年7期)2020-08-31 07:10:08
环境与生活(2020年4期)2020-02-19 04:41:50
传感器与微系统(2019年8期)2019-08-15 10:59:54
茶叶(2015年3期)2015-12-13 06:31:06
中北大学学报(自然科学版)(2015年3期)2015-03-11 14:04:38
