高浓度乳化液废水联合处理工艺的研究
2014-11-09 01:22:08龙冬清景正栋何田妹
吉林化工学院学报 2014年5期
龙冬清,景正栋,何田妹
(红河州德远环境保护有限公司危险废物和医疗废物处置中心,云南个旧661000)
乳化液废水是日常生产、制造、加工等过程产生的常见废水,其特点是品种繁多,COD和含油量浓度高,处理难度大.乳化液废水通常中含有皂液、乳化油、烃/水混合物、乳化液(膏)、切削剂、冷却剂、润滑剂、拔丝剂、金属屑等有害物,其表层的油膜阻碍氧气溶入水中,从而导致缺氧、生物死亡、发出恶臭,严重污染环境.笔者综合分析国内目前乳化液废水的处理技术[1-3],提出了隔油-破乳-Fenton氧化-混凝联用的方法处理乳化液废水,获得了良好的效果,以期为该工艺处理乳化液废水提供科学依据.
1 试验部分
1.1 材料来源及水质
以某公司机械加工过程产生的废乳化液为研究对象,废水呈灰黑色,pH 值7.4~8.2,石油类含量:5 350 ~7 520 mg·L-1,CODCr:136 100 ~144 600 mg·L-1,浊度:2 300 ~2 500 NTU.
1.2 试验仪器及药品
试验与分析仪器:JB-3定时恒温磁力搅拌器,PHS-3C型数字PH计,COD-571-1型消解装置,COD-571型化学需氧量测定仪,OIL400红外分光测油仪,WGZ-2000浊度仪及其它器具.试验与分析药剂:聚铁、PAC、PAM、FeSO4·7H2O、NaOH 等为工业级,30%H2O2、CaCl2、H2SO4等试剂为分析纯及以上等级.
1.3 试验工艺流程
试验工艺流程依托云南某危险废物处理处置中心实际废水处理工程开展试验研究,试验工艺流程,见图1.

图1 试验工艺流程图
2 结果与讨论
2.1 隔油效果
重力分离法是利用废水中油脂与水之间相对密度的差异而进行分离的方法,将废水中不溶解的可浮油(包括油膜、油滴)与水分离而达到净化水质的目的.
为了考察沉降时间对沉降效果的影响,试验采用了直观测量法,即选用刻度量筒对不同时间段上浮的浮油层体积进行粗略测量,从而确定除去废乳化液中浮油的最佳沉降时间如图2.由图2可知,废乳化液中浮油等其它悬浮物在沉降20 min时已去除大部分,而超过20 min去除效果都不太显著.

图2 沉降时间对浮油层厚度的影响
2.2 破乳效果
2.2.1 破乳剂的确定
选用传统化学破乳剂[4]聚铁、PAC、PAM、CaCl2、H2SO4等将其单独或组合投加使用,考察不同破乳剂及其组合对破乳效果的影响,破乳效果见表1.
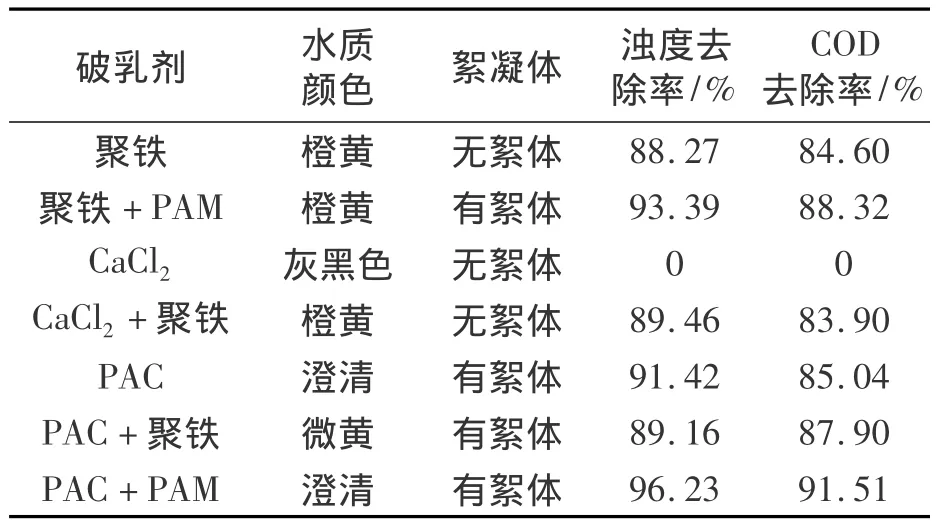
表1 不同药剂及其组合破乳效果
从上述试验中可以看出,采用凝聚法、复合法具有较好的破乳效果,破乳后 CODCr去除率达80%以上,浊度去除率达70%以上,显著地改善了废水水质,其中PAC+PAM的组合可获得最佳效果.
2.2.2 pH值对破乳效果的影响
取隔油废水,调节pH值,投加PAC5 g·L-1,快速搅拌1 min,再投加0.1‰PAM 助凝剂10 mL·L-1,慢速搅拌 30 s,静置 20 min,废水浊度、CODCr随pH的变化曲线如图3.试验表明:pH值的调整对废水浊度、CODCr去除率有显著影响;在pH值8时,废水CODCr去除率、浊度去除率均达到最高分别为 89.32%、94.39%.
2.2.3 PAC投加量对破乳效果的影响
取隔油废水,固定 pH值8,改变PAC投加量,其他条件同上,废水浊度、CODCr去除率与PAC投加量的关系如图4.试验表明:在PAC投加量小于8 g·L-1前,废水的颜色从灰黑色变为乳白色,则絮凝不充分,絮凝剂投加量明显不足;随絮凝剂投加量的增加,当PAC投加量为8 g·L-1时,产生的絮凝体尺寸变小,上浮性变差,废水浊度急速降低,浊度去除率达95.29%,乳化液的絮凝程度达到最佳效果,此时 COD去除率为91.34%;PAC 投加量大于 8 g·L-1时,水样浊度增大,由于PAC的增加量不能与废水中更多的颗粒物或悬浮物形成稳定的胶体颗粒,破坏了胶体颗粒之间的电荷平衡,使胶体颗粒间不能够聚集沉降,导致废水浊度增大[5]..

图3 p H值对破乳效果的影响

图4 PAC投加量对破乳效果的影响
2.2.4 PAM投加量对破乳效果的影响
水样浊度随PAM投加量的变化曲线如图5.从图5可知:随PAM投加量的增加,废水中亲油性的絮状物随之增多,吸附微小的油滴和胶体颗粒,使水中悬浮颗粒及溶解的胶体颗粒逐渐减少;当 PAM投加量大于10 mL·L-1时,溶液中阳离子含量增加,胶粒间斥力逐渐增大,破坏了原有胶体的稳定性,废水浊度重新升高.
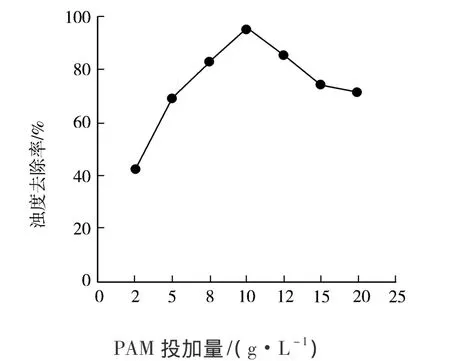
图5 PAM投加量对破乳效果的影响
2.3 Fenton 氧化效果
Fenton试剂依靠H2O2分解的具有强氧化性的·OH将大分子或难降解的有机物氧化成易降解的小分子有机物,但受到pH、Fe2+、H2O2及反应时间等因素的共同影响.
2.3.1 初始pH对CODCr去除率的影响
取破乳后澄清废水,在H2O2投加量10 mL·L-1,[H2O2]/[Fe2+]=3 1,t=30 min 的条件下进行Fenton氧化试验,研究初始pH对COD去除的影响.Fenton氧化后,调节水样pH至7左右,投加PAC 混凝剂 0.3 g·L-1,搅拌,静置 30 min,取上清液测定COD.试验表明pH从1升至3.5左右时,COD去除率呈直线上升,初始 pH值为3.5时,COD去除效果最佳,这与Fenton试剂的经典理论[6]相吻合.pH值偏高或偏低对去除COD都不利.pH值偏高时,Fe2+易形成Fe(OH)*、胶体或Fe2O3无定形沉淀,导致反应体系的催化和光化学活性下降或消失,不利于·OH的产生.反之,pH值过低时,H+与·OH结合成H2O,亦不利于·OH的产生及体系的进行.
2.3.2 H2O2投加量对COD去除率的影响
H2O2投加量对COD去除率的影响见表2.从表2得出,随着H2O2投加量不断增加,COD的去除率先增加后减少.当H2O2投加量为12 mL·L-1时,COD去除率为86.4%.当 H2O2投加量大于12 mL·L-1时,COD 去除率不增反减,可能是由于在Fe2+投加量一定的条件下,过量投加的H2O2与 Fe2+发生副反应将 Fe2+氧化成 Fe3+,使Fe2+失去了催化功能而导致了·OH产生量的减少[7],进而影响Fenton反应的发生,导致COD去除率呈下降趋势.

表2 H2 O2投加量对COD去除率的影响
2.3.3 [H2O2]/[Fe2+]对 COD 去除率的影响
[H2O2]/[Fe2+]比对 COD 去除率的影响见表3.从表3得出,当[H2O2]/[Fe2+]从 10 1 降至4 1,Fe2+投加量不断增加,COD去除率逐步提高,在[H2O2]/[Fe2+]=4 1 时,COD 去除率最高.当 H2O2]/[Fe2+]<4 1 时,COD 去除率逐渐减低.
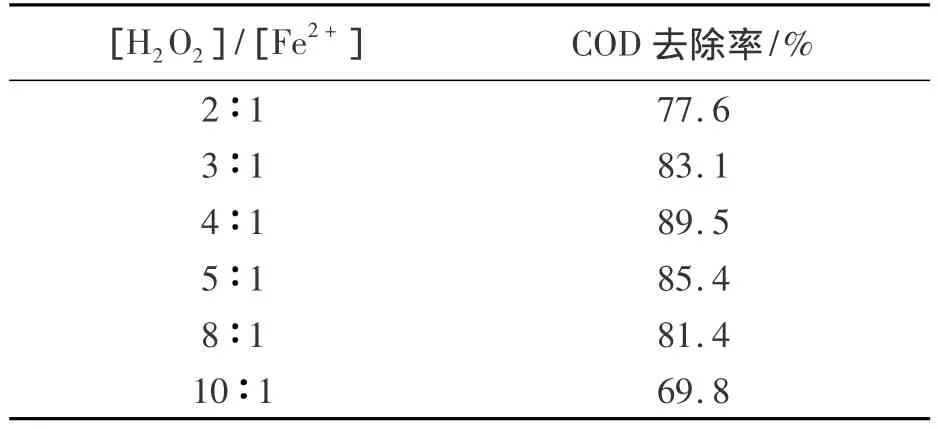
表3 [H2 O2]/[Fe2+]对COD去除率的影响
2.3.4 反应时间对COD去除率的影响
反应时间是有效控制废水处理过程管理成本及能耗成本的关键因素,提高废水处理能力.试验表明随着反应时间的延长,COD去除率逐渐升高,当反应时间为45 min左右时,去除率最高.
2.4 混凝沉降效果
2.4.1 pH对混凝沉降效果的影响
取最佳条件下,初始pH值3.5、H2O2投加量为12 mL·L-1、[H2O2]/[Fe2+]=4、反应时间45 min,Fenton氧化后的废水,调节 pH值,投加PAC 混凝剂 0.5 g·L-1,慢速搅拌 5 min,静置30 min后,取上清液测定COD,见图6.混凝液pH在8时,COD去除率最高,符合PAC使用的最佳pH 适用范围[8].

图6 混凝液pH值对COD去除率的影响
2.4.2 混凝剂投加量对混凝效果的影响
调控Fenton氧化后废水pH值至8,混凝剂投加量与混凝效果的关系见图7.混凝剂投加量为0.3 g·L-1时,混凝沉降效果最佳,COD 去除率最高.PAC投加量过低时,不能获得较好的混凝沉降效果,过高时,水样中发生再稳现象,不但延长了废水的混凝沉降时间,同时使药剂药剂、能耗等成本增加.

图7 混凝剂投加量对COD去除率的影响
2.5 处理后水质质量
采用隔油-破乳-Fenton氧化-混凝联合工艺处理乳化液废水,出水COD为135 mg·L-1,浊度为26NTU,油含量为1.8 mg·L-1,水质质量达到《污水综合排放标准》(GB8978-1996)二级标准.
3 结 论
(1)废乳化液沉降时间为20 min后可去除大部分浮油,浮油作为焚烧炉的辅助燃料.
(2)乳化液废水初始pH值8,PAC投加质量浓度为8 g·L-1,快速搅拌1 min,再加入质量浓度 0.1‰PAM 助凝剂10 mL·L-1,慢速搅拌30 s,静置20 min,此时破乳效果较好.
(3)破乳后废水初始pH值3.5,H2O2(30%)投加量为12 mL·L-1,[H2O2][Fe2+]=4 1,一次性投加FeSO4·7H2O,反应时间45 min;再调节废水pH值8,混凝剂PAC投加量0.3 g/L,慢速搅拌5 min,静置30 min,COD去除效果令人满意.
(5)通过隔油-破乳-Fenton氧化-混凝联合工艺处理乳化液废水,出水水质达到《污水综合排放标准》(GB8978—1996)二级标准的要求,通过深度处理,可作为厂区生产用水,节约了水资源.
[1] 孙爱军,孙 珂,班福忱.混凝气浮法处理高质量浓度乳化液废水[J].沈阳建筑大学学报:自然科学版,2009,25(6):1141-1143.
[2] 王红星,涂湘激.污水处理中废乳化液的处理研究[J].煤炭技术,2011,30(2):178-179.
[3] 马晓鸥,汪青春,尹庚明.厌氧-化学氧化-混凝气浮处理乳化液废水[J].工业水处理,2008,28(11):77-79.
[4] 马自俊.乳状液与含油废水处理技术[M].北京:中国石化出版社,2004.
[5] 田禹,范丽娜.乳化液废水处理工艺及机制[J].哈尔滨工业大学学报,2004,36(6):756-758.
[6] Neyens E,Baeyens J.A review of classic Fenton’s peroxidation as an advanced oxidation technique[J].Journal of Hazardous Materials,2003,29(5):33-50.
[7] 苏荣军.芬顿试剂氧化污水及无机离子影响的研究[J].哈尔滨商业大学学报:自然科学版,2008,24(2):210-217.
[8] 张希衡.水污染控制工程[M].2版,北京:冶金工业出版社,1993.
猜你喜欢
山西冶金(2022年2期)2022-06-04 10:54:50
供水技术(2022年1期)2022-04-19 14:11:38
云南化工(2021年6期)2021-12-21 07:31:06
河南冶金(2021年2期)2021-08-02 00:53:54
冶金设备(2021年2期)2021-07-21 08:44:26
冶金设备(2021年1期)2021-06-09 09:35:42
酒·饮料技术装备(2018年1期)2018-04-28 09:09:09
中国资源综合利用(2017年3期)2018-01-22 02:45:41
河北工业大学学报(2016年6期)2016-04-16 02:54:24
化工进展(2015年6期)2015-11-13 00:32:12