
低成本电弧喷涂替代堆焊案例分析研究
2014-11-08 05:38PeterTommyNielsenCarstenJensenFORCETechnologyDenmarkCarstenJensenPaulBrsellbro
热喷涂技术 2014年4期
Peter Tommy Nielsen, Carsten Jensen, FORCE Technology Denmark Carsten Jensen, Paul Bräsel, Mølbro A/S
本文的测试研究结果由Mølbro A/S提供资金资助完成。Mølbro A/S在生产犁头等农业耕具领域拥有多年的丰富经验,该公司在国际上也有一定知名度。
在2013年,Mølbro希望找到一种更好的犁头制造方法,因此他加入了FORCE Technology,在丹麦的科学、技术、创新机构所提供的技术方案的帮助下共同开展研究[1]。从双方各自大量的技术知识中得到启示,Mølbro和FORCE Technology发明了一种新的制造方法,这种方法可以在不降低产品质量的情况下提高生产效率,这也是公司一直在追求的目标。
为了达到这一目标,采用电弧喷涂代替堆焊技术是最佳的制造方法。这项解决方案仍采用Mølbro原来所用的材料,但改变了具体的制造工艺。
FORCE Technology的机械检测结果表明该种制造方法是可行的,但这还不能作为最终结果,直到Mølbro完成在自定的实际应用条件下进行的极端磨损检测后才能下定论,才可以证明这项新的制造方法能够生产更耐用的产品。
本文除了针对犁头那些常见的重要性能外,更主要的是研究热喷涂的工艺流程及其更高的生产效率。传统制造方法中的工艺流程会有若干多余的加工步骤,造成额外的经济损失。
1 实验
1.1 喷涂工艺和设备
在商业上应用的MAG堆焊工艺是由x-y方向的机械设定协同控制的。这一设定可以同时喷涂一定数量的弹匣框。通过更高效的加工工艺可以加快进程。
因此选择双线电弧喷涂工艺来代替MAG堆焊工艺,特别是选用METCO 4RC系统[2]。人工手动尝试了所有的喷涂工艺后,发现在后一阶段使用全自动的双线电弧喷涂工艺具有很大的优势。
1.2 喷涂材料
两种工艺所选用的喷涂材料都是固定不变的,以保证元件产量合理且获利。
所用的喷涂材料是市售的直径为1.6毫米的Corthal WT 65 TC1电焊丝[3]。这种焊丝用于堆焊,能防止包括尘土在内的矿物质污染。在堆焊过程中,生成的一次碳化物和共晶凝固的碳化铬起到了耐磨作用。一次碳化物包括碳化铬、碳化钼、碳化铌、碳化钨和碳化钒。
1.3 实验
因为在这项研究中所要考虑到的一个重要因素就是简便,所以在指定的条件下只做了少量实验来代替喷涂工艺后的性能测试。测试的内容包括:涂层厚度;表面粗糙度;基体材料的转变方式,比如是急剧转变还是平稳过渡;弯曲实验;抗冲击能力。
产品要在实际使用之前进行测试,特别是在一些农业的实际应用上,如犁头尖端和耙齿,如图1所示。

图1 实际应用中磨损实验测试Fig.1 Alternative coating method subjected to Mølbro's own test, an extreme wear test, under which the components are exposed to actual use in a fi eld,selected by Mølbro
初步测试所选的基体材料是一种标准的硬化硼钢。Mølbro的钢适用于热处理工艺,包括硬化处理,但是在这种情况下,经过硬化处理过的钢成本较高。所有的试样片都要进行标准化的除油和喷砂处理。本文测试了基体与涂层之间的急剧转变或平稳过渡的转变方式,这种转变方式与材料的耐用性无关,只是视觉效果的不同。
2 结果与讨论
2.1 基本工艺流程和涂层性能
当双线电弧喷涂设备使用Mølbro选择的喷涂丝时,所得到的涂层性能非常好。为了在高速生产的情况下得到致密平滑的涂层表面,需要选用合适的喷涂工艺参数。喷涂工艺流程可以很容易的实施监控,所得的四种涂层试样如图2所示。为了获得适宜的产量并逐渐降低涂层表面粗糙度,在进一步的实验中,要控制一种变量参数进行研究。
图2 试样中所选择的工艺参数如下:150A;30V;加压车间标准大气压;一级二级污染标准指数是60。
当在做简单弯曲实验时,将待测涂层试样置于一个薄钢板上评估其裂纹形成和散裂程度。弯曲度为180(°)时只能在试样边缘看到少量裂纹,但是这些裂纹不会沿着边缘扩展,实验中没有出现散裂。
准备厚度为1.5毫米和3毫米的涂层试样片,之后用虎头钳固定住试样,从所有可能的角度用力锤击试样来测试这些试样的抗冲击性能,这将同时导致涂层和基体的变形。当基体严重变形时,涂层和基体间的过渡区会出现散裂,此时涂层就会散落,用凿子凿击试样也会出现散裂。
2.2 实验结果分析
之前测得的实验数据可以显示出可喜的成果,针对以下组件设置实验参数:a、犁头尖端;b、耙齿。
Mølbro在已设定好的农耕条件下进行现场测试,众所周知现场环境存在尘土。将喷涂后的组件与原始组件一起测试进行对比。
组件测试结果(a)犁头尖端:通过目测可以总结出,双线电弧喷涂后的犁头尖端比原始部件磨损得快。
由于剧烈的磨损和重击会对所有的热喷涂涂层造成破坏,因此发明出了犁尖,它可以承受剧烈的磨损、直接的重击和高温。热喷涂层的特性,诸如局部结合性差、多孔等都可能会增加磨损的几率,这也就导致所有热喷涂形成的颗粒或薄片都存在磨损的风险。以上结果就可以说明这一问题,只有3毫米厚的组件b可以进行测试。
组件测试结果(b)耙齿:双线电弧喷涂后的耙齿与原始部分对比,在一定程度上会有相同或较小的磨损量,会有少得多的无意义的磨损。如图3所示。

图3 测试耙齿:A)3毫米涂层厚度平滑过渡到衬底;B)3毫米涂层厚度尖锐过渡到衬底;C)无涂层Fig.3 Tested harrow teeth:A)3 mm coating thickness and smooth transition to substrate;B)3 mm coating thickness and sharp transition to substrate;C)original part
耙齿也要承受住剧烈的磨损、直接的冲击、高温和重载,只不过没施加在犁尖上的负载那么强烈而已有。然而在敲击石块和岩石等硬物时,耙齿还要具有一定的抗震性。
上述结果并未得出一个统一的结论,所以我们对组件a做了一些调整,比如优化双线电弧喷涂工艺或者选用一种更好的喷涂材料。从Mølbro的评价中可以看到,还需要大量的努力才能使组件a正常工作。然而,这也可以说明组件c很接近一种用于雕刻的设备,由于加工过程中产生的变形问题,堆焊技术不适合加工原始组件。此外,增加设备的使用寿命并不是一个可以获利的方法。对于增加使用寿命这个设计,双线电弧喷涂工艺也试验成功。
2.3 冶金意见
堆焊显微结构的代表组成部分如图4所示。结合使用扫描电镜背散射和扫描电镜-能量色散X射线分析技术,探究堆焊层中所选物相的化学组成。结果显示成分中含有碳化铬、碳化铌、碳化钨以及富铝氧化物。图4揭示了堆焊层中含有大量的碳化铬,而碳化铬会促进磨粒磨损的发生。除去这项研究的框架,实验计划利用扫描电镜-能量色散X射线分析技术映射碳化物的形成分布。
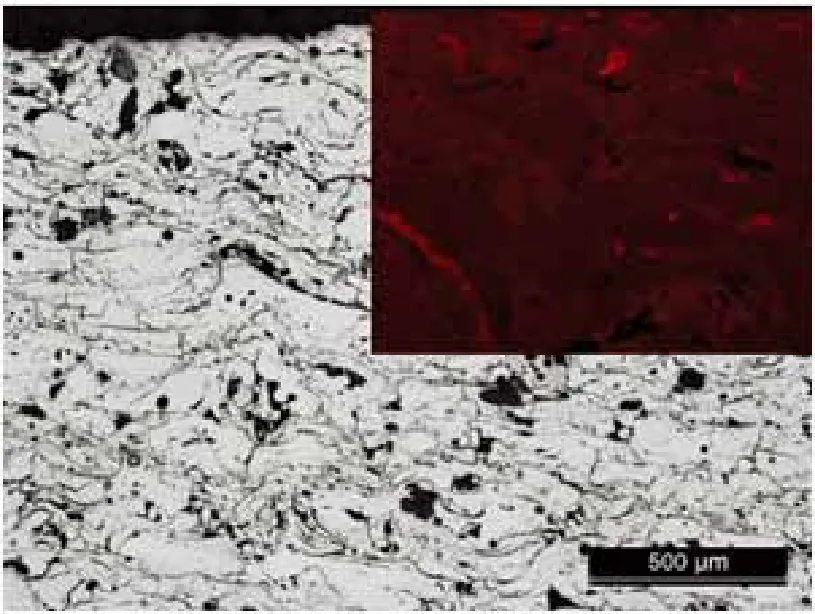
图4 堆焊层显微结构图Fig.4 Representative part of the hardfacing microstructure and SEM backscatter technique and SEM-EDX revealing relatively large Chromium carbides in the upper right corner
为了表征犁头上的耐磨堆焊层,我们进行了冶金检测和硬度测试。冶金检测的目的就是为了表征堆焊层中的孔隙体积分数和碳化物析出量。能量色散X射线分析和扫描电镜背散射检测都需要用到扫描电子显微镜,来分析确定成分的体积分数。
一定的孔隙体积分数也可以表征堆焊层的性质,在某种程度上这也影响了堆焊层的磨粒磨损性能。使用扫描电镜背散射可以测得孔隙体积分数,测试结果显示,在堆焊层中有3%~4%的孔隙率,如图5所示。

图5 涂层孔隙率图,绿色的区域表示的孔隙;孔隙率:3.23%Fig.5 Evaluation of the porosity volume fraction,where green coloured areas represent porosity, in this case resulting in 3.23% porosity
堆焊层的硬度和抗磨粒磨损性能之间有很大的联系,因此,要对犁头堆焊层横截面的硬度进行测量。根据HV0.3单位的维氏法测试堆焊层中孔洞的硬度,虽然多孔材料的硬度测量具有不确定性,但结合对测量不确定性的负载影响,测试结果显示堆焊层的平均硬度值是838HV0.3。为了进行比较,用堆焊焊接图3中的C试样,得到的平均硬度值是766HV0.3。基于硬度的提高可以得到一个直接的比较,就是使用双线电弧喷涂后的涂层硬度比堆焊层的硬度提高了9.4%。
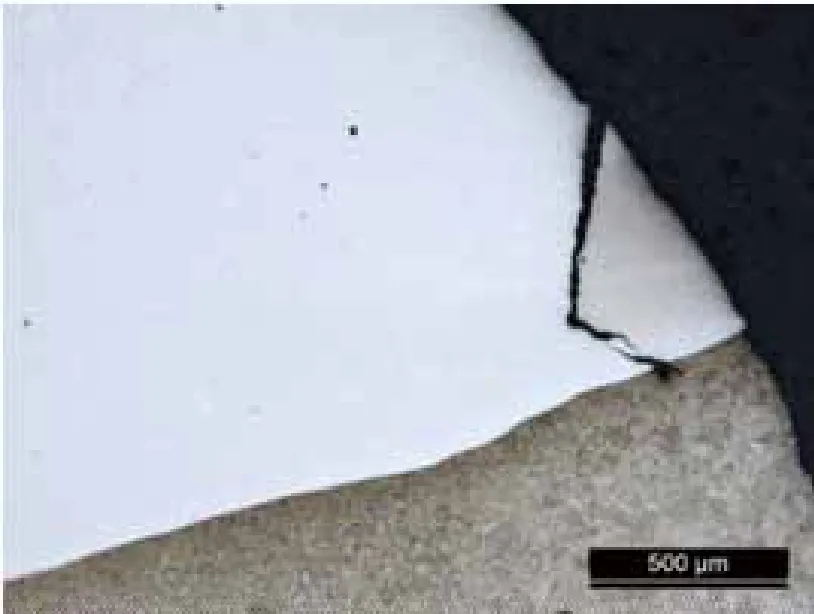
MAG堆焊工艺制造的均匀涂层属于冶金结合。但同时也发现如气穴和裂纹形成的孔隙等缺陷,。这些缺陷不同程度的分布在整个MAG堆焊层中,如图6所示。这表明优化的工艺流程与产品产量和后-处理后可能出现的材料敏感性有关。
2.4 生产潜力的评估
用双线电弧喷涂工艺将Corthal图层材料喷涂到Mølbro的元件上显示出了很可喜的结果。本文主要目的是找到一种可以替代堆焊的方法来更好地提高生产力。表1给出了MAG堆焊和双线电弧喷涂两种加工工艺的区别。

图6 MAG堆焊层中裂纹的形成和空隙图Fig.6 Crack formation and voids in the MAG welded coating
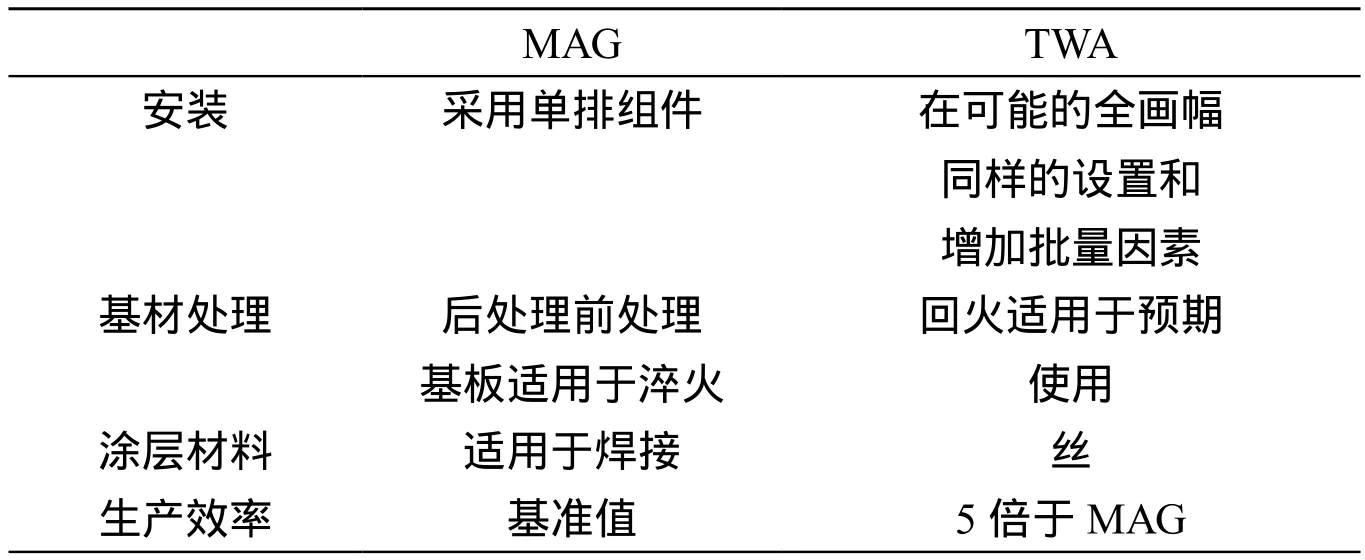
表1 生产工艺比较Table 1 Production process comparison
从表1所列的情况可以很明显的看出,双线电弧喷涂工艺能够显著提升生产速率。此外,更低的基板需求可以在某种程度上降低成本。
后期处理对于焊接工艺非常重要,就如同前期处理对热喷涂工艺一样重要。但是考虑到生产速率和成本,双线电弧喷涂工艺更有吸引力,因为使用双线电弧喷涂工艺后的产量会有显著提高。结合更节省成本的基板和所省去的不必要的后处理过程这些生产优势,使得双线电弧喷涂工艺更具商业优势。
非公募体育基金会不可以直接面向公众开展慈善公益募捐活动募集资金,主要是通过向特定的自然人、法人和组织募集资金及确保基金会资金保值增值的前提下,开展投资活动获得资金,以此从事体育慈善公益事业。非公募体育基金会登记部门为省、自治区、直辖市及以上的民政部门,因不能面向公众公开募集资金,所以资金来源无地域性限制。近年来,我国非公募体育基金会发展迅猛,截至目前,我国非公募体育基金会已有41家,占体育基金会的57.7%,已经超过公募体育基金会。其中在民政部注册的有2家,分别是桃源居公益事业发展基金会和萨马兰奇体育发展基金会,其余39家为地方民政部门注册的公募体育基金会。
最后,关键的一点是双线电弧系统的成本水平相当于一个MAG堆焊系统。Mølbrø的设备可以在没有任何巨大的调整和微小的投资下立即改变工艺流程。
3 综述和结论
这项研究已经显示出使用双线电弧喷涂代替传统的MAG堆焊工艺的可能性和潜能。此外,研究也表明在低预算项目中结合这种优势可能会获得令人满意的且满足工业要求的成果。
基于Mølbro A/S既定的生产线,优化后的喷涂工艺用于农业元件的生产。结果表明,在实验室的测试环境与现场测试下的结果相同。特别是,制造商Mølbro使用双线电弧喷涂工艺所得结果和传统工艺比较起来效果一样好,甚至更好。
由于一些极端条件,测试结果表明热喷涂工艺不适合加工所有组件,但包含了组件中的大多数。
双线电弧喷涂工艺具有更高的生产率和更低的成本,可以显著提高生产效率,能比传统工艺高出5倍,灵活性也能符合特殊基板的要求。
除喷涂工艺外,一般生产过程中的所有工艺参数都是不变的,在工艺设备只有很少投资的情况下,喷涂工艺有可能进行立即转变。
热喷涂层在一个区域内的孔隙率为3%~4%。
4 前景展望
这项研究是根据Mølbro的客户需求开展的,包括降低成本、延长使用寿命和美化涂层外观等。的确,热喷涂层与堆焊层相比具有更好的外观和更低的成本。但是,考虑到质量和使用寿命的延长,要对材料进行一个系统的研究来确定涂层材料最佳的组成。用电弧喷涂替代堆焊可能也对检测特定的地质地球组成有益,它可以改善磨损率,这一点在全世界已经得到普遍应用。
猜你喜欢
铁道标准设计(2022年10期)2022-10-10
电气化铁道(2022年4期)2022-08-30
电焊机(2022年7期)2022-08-10
表面工程与再制造(2022年1期)2022-05-25
材料科学与工艺(2022年1期)2022-03-11
云南画报(2021年11期)2022-01-18
军民两用技术与产品(2021年10期)2021-03-16
绿色科技(2020年18期)2020-11-05
高等建筑教育(2017年2期)2017-05-17
现代语文(学术综合)(2015年2期)2015-03-13
