
冲压生产线改造中压力机与自动化设备间交互信号的分析与研究
2014-10-10 06:42陈艳赵树林奇瑞汽车股份有限公司
锻造与冲压 2014年16期
文/陈艳,赵树林·奇瑞汽车股份有限公司
冲压生产线改造中压力机与自动化设备间交互信号的分析与研究
文/陈艳,赵树林·奇瑞汽车股份有限公司
随着国内汽车行业的迅猛发展,年产量持续增长,带来的生产压力与日俱增,作为汽车生产四大工艺之首的冲压,承担着巨大的压力。随着国内冲压生产线自动化的刚性需求,形式多样的冲压自动化生产线应运而生,但国内落后的生产现状与先进的自动化设备不匹配的矛盾也愈发突出,如何在现有设备的基础上最大限度地提高生产效率,是目前业内迫切需要解决的问题。本文根据奇瑞公司冲压生产线改造过程中的实际情况,简要介绍了冲压生产线改造过程中压力机与自动化设备交互信号之间的问题处理及分析情况,并针对性地提出一些切实可行的意见和建议,希望能给国内同行提供一定的参考。
生产线现状
奇瑞公司冲压车间A生产线的首台压机为双动压力机, 压机稳定性和精度低,不满足覆盖件表面质量要求,且相对而言结构较为复杂。与B线单动压力机制件的AUDIT缺陷相比较,A线的首台双动压力机缺陷率明显高于B线的单动压力机。随着双槽件、联合安装等一模双件应用越来越多,加大了高效率的单动冲压线需求;同时随着行业发展,双动冲压线逐渐淘汰,高效单动冲压线已成趋势,以后车型规划时冲压均以单动为主。
结合公司现状,对冲压车间A生产线进行改造。公司现有一台2400t单动试模压力机,刚好替换A线首台2000t双动压力机,并改造试模压机和线首自动化部分,把A线改造成大型单动自动化冲压生产线。
改造过程中的问题及处理方法
2400t单动试模压力机作为独立的压力机不与其他设备进行信息交互,替换A线首台双动压机后,作为整条自动化生产线的一部分,需要增加与现有自动化设备进行信息交互的功能。其中主要是安全信号及压机自身状态信号的交互。
需要增加的交互信号
⑴压力机需要提供给自动化设备的信号:1)压力机紧急停止信号;2)压力机安全围栏(安全门)信号;3)压力机滑块在上死点信号;4)压力机滑块在下死点信号;5)压力机选择联机自动化运行方式信号;6)压力机内有已经完成压合的板件信号;7)压力机内有板件等待压合信号。
⑵自动化设备需要提供给压力机的信号:1)自动化双回路急停信号;2)自动化双回路安全围栏信号;3)自动化双路释放压力信号;4)自动化双路启动压力信号。
交互信号的添加
交互信号的添加基本划分为两大类,一类为与安全PLC相关的联动安全信号,需要在独立的安全PLC中进行信号处理;一类为状态指示信号。
⑴添加压力机信号。
首先添加与安全PLC相关联的信号:压力机紧急停止信号和压力机安全围栏(安全门)信号。增加这两个通讯功能需要增加一个PSSu EF 4DO及4个带两个常开两个常闭的继电器模块,将压机的急停信号和安全围栏信号通过安全模块进行输出,并在安全PLC程序中增加相关的点及程序段实现信号的输出。其电气接线图如图1所示。
然后,添加压力机自身的状态信号:压力机滑块在上死点信号、压力机滑块在下死点信号、压力机选择联机自动化运行方式信号、压力机内有已经完成压合的板件信号和压力机内有板件等待压合信号。
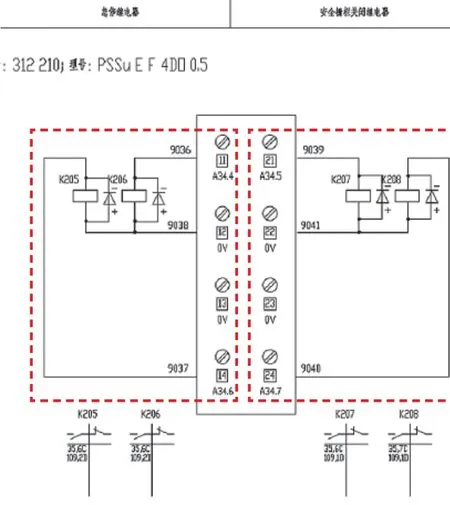
图1 电气接线图
B线自动化设备与压力机间的信号传递通过DP/DP进行数据交互,考虑到A线自动化原有的接线方式,将以上信号在S7程序中重新做输出,通过Siemens I/O模块输出后接入继电器模块用以实现信号输出的功能,其接线图如图2所示。

图2 A线自动化模块中压力机输出给自动化设备的信号接线图

图3 S7中压力机滑块上死点信号

图4 S7中对上死点信号的输出
下面以压力机滑块上死点信号为例,介绍在压力机程序S7中增加的相关输出信号的程序段,将压力机上死点信号传出给自动化设备,如图3、图4所示。
⑵添加自动化设备信号。
首先,添加与安全PLC相关联的信号:自动化双回路急停信号和自动化双回路安全围栏信号。增加这两个通讯功能需要增加一个PSSu EF 4DI及4个带有两个常开两个常闭的继电器模块,将自动化的急停信号及安全围栏信号采集到安全PLC模块中,并在程序中增加相关的点及程序段对信号进行处理后,与压力机自身的安全程序进行连锁处理,实现安全功能。
然后,添加自动化设备自身状态信号。根据A线自动化原有接线方式,将自动化释放压力信号及启动压力信号通过继电器输入到Siemens I/O模块中,并通过添加程序实现。其中自动化双路启动压力信号(一路NO,一路NC)接入压力机PLC系统,作为自动化联机方式下启动压力机行程的信号。依据压力机行程控制要求,此信号保持到滑块行程运行的180。以后断开。图5所示为A线自动化模块中自动化设备输出给压力机的信号接线图。

图5 A线自动化模块中自动化设备输出给压力机的信号接线图
硬件的添加
综上,实现上述功能需要增加一个PSSu EF 4DO和一个PSSu EF 4DI及20个带两个常开两个常闭的继电器模块(产品型号:施耐德 RXM 4AB1BD 2开2闭)及Siemens的I/O模块。
改造后效果
A线改造后,实现了首台压力机的更换,将原有的双动压力机替换成单动压力机,并实现了与自动化设备的整线联动,提升设备稳定性和精度,大大提高了生产效率,达到预期的改造目的和要求。
改造过程中积累了很多宝贵的经验,为以后的旧线改造奠定了基础。
结束语
本文结合实际案例,分析了冲压生产线改造过程中压力机与自动化设备间的交互信号,详细地介绍了信号的添加及程序的应用,希望能为同行业及其他整车厂的旧冲压生产线改造提供参考。
陈艳,助理工程师,主要负责冲压车间设备规划及项目管理工作。
猜你喜欢
锻压装备与制造技术(2022年4期)2022-09-14
汽车实用技术(2022年11期)2022-06-20
机电信息(2022年9期)2022-05-07
锻压装备与制造技术(2021年1期)2021-03-24
求学·理科版(2017年10期)2017-12-19
婚姻与家庭·性情读本(2017年1期)2017-02-16
中国科技纵横(2015年4期)2015-04-14
中学生数理化·高一版(2008年4期)2008-11-15
