
早期人工冲压线的自动化改造
2014-10-10 06:42李文杰上海汇众汽车制造有限公司
锻造与冲压 2014年16期
文/李文杰·上海汇众汽车制造有限公司
早期人工冲压线的自动化改造
文/李文杰·上海汇众汽车制造有限公司
多台压机串联的人工冲压线由于构成系统复杂、环节较多,在进行自动化改造时,须根据厂房、设备、产品等信息,综合考虑包括压机工作台形式、设备主要参数、废料收集与传输形式等各个方面因素,给出合理的整改措施。
多台压机串联的人工冲压线由于构成系统复杂、环节较多,在进行自动化改造时,须根据厂房、设备、产品等信息,综合考虑包括压机工作台形式、设备主要参数、废料收集与传输形式等各个方面因素,给出合理的整改措施。
随着国内汽车制造业的快速发展,行业内的竞争、企业降本的压力逐年加剧,在提高产品质量稳定性、生产效率方面,采用自动化生产方式的优势愈加明显。许多企业在投建新冲压线时会根据本企业的产品特性选用多台压机串(并)联自动线,或单台多工位压机冲压自动线、连续模开卷成形冲压自动线、开卷落料多工位压机冲压自动线,或对早期的人工冲压线进行自动化或半自动改造,以提高产品质量、生产效率,实现减员增效的目的。本文仅探讨早期多台压机串联人工冲压线的自动化改造方法。
早期多台压机串联的人工冲压线概述
串联冲压线(图1)一般是指由4~6台压机以工作台前后相邻的方式沿生产线物流方向排列,早期冲压线设备安装基础有独立式、带式(地沟式)两种,带式基础可以在地沟内安装废料传送链(图2)以实现废料的自动收集。压机种类有机械式、液压式两种,机械式压机前期所需投资多,但生产效率高、维护成本低;液压式压机前期所需投资少,但生产效率低、使用维护成本高、对模具保护性能差。

图1 串联式人工冲压线

图2 地沟式废料传送链
早期压机工作台安装形式有固定工作台、移动工作台两种形式。固定工作台换模不方便、停机时间长,设备利用率低。移动工作台从移动方向上可分为前后移动方式和侧向移动方式两种,从工作台数量上又分单移动工作台、双移动工作台两种形式。单移动工作台虽然换模方便,但由于不能提前做换模准备工作,缩短停机时间的效果不明显,设备利用率依然不高;采用双移动工作台形式时,可以提前做换模准备工作、生产线停机时间短、设备利用率高,20世纪90年代后制造的压机设备(包括人工线、自动线)的工作台安装多采用 “I” 形或“T”形双移动工作台形式(图3),这两种形式相比,“T”形占用场地面积相对少些。
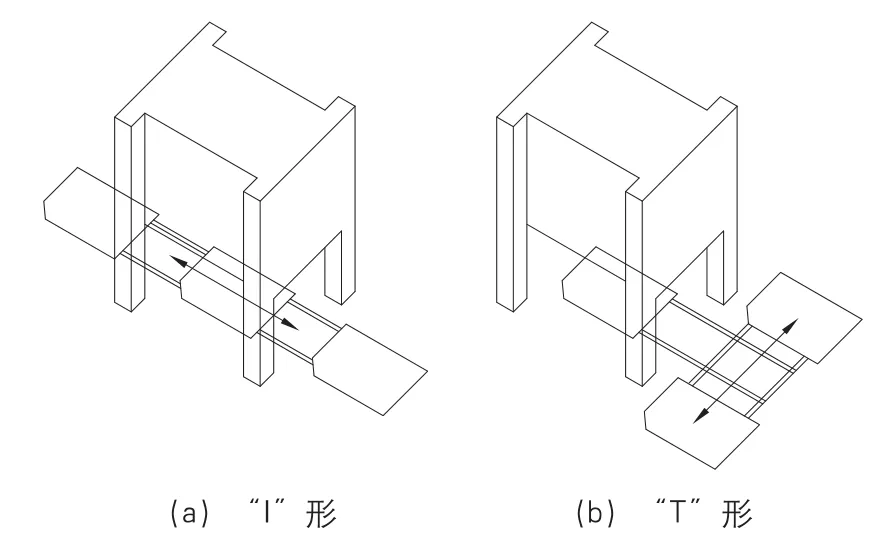
图3 双移动工作台形式
早期人工冲压线采用的压机在设备主要参数设计上表现为:⑴滑块每分钟行程次数SPM (次/min)偏低,630~800t双点压机SPM通常为10~12次/min;⑵滑块行程小,630~800t双点压机滑块行程仅为500mm。
多台压机串联自动冲压线构成
就生产线设备构成而言,自动冲压线可分为压机设备部分和自动化系统设施部分。自动化系统通常包括:线首拆垛系统、线中自动传输系统、线尾出件系统、安全控制系统。
线首拆垛系统
冲压自动化拆垛系统(图4)主要包括上料小车(为保证生产线连续运行通常采用2台轨道移动式小车,每个上料小车上配备4~8个活动可调的磁力分张器,用于板料的分离)、拆垛手(机械手或机器人)、传送装置(多为磁性皮带机)、板料清洗机(可选项)、板料涂油机(可选项)、板料对中台及控制系统等。

图4 自动化拆垛系统
上料小车(可包括托盘,托盘在小车上设置有定位)装载料垛由装垛位置运行到拆垛位置后,板料由拆垛手从料垛拾取,通过传送装置穿过清洗机、涂油机到达对中台;板料经过对中定位后,便可开始后序冲压生产。板料从拆垛手到对中台位置需经过两次双料检测,以保证压机与模具的安全性,自动化生产线的各个环节在规划阶段应尽可能做到绝对的安全可靠。清洗机、涂油机也可设置为可离线式,不使用时可沿轨道开出,空位由皮带机填补;通常,生产外覆盖件时使用清洗机,生产内覆盖件时使用涂油机。板料对中通常采用的方式有机械拍打式、光学视觉(图像扫描)对中式。机械拍打式结构简单、工作稳定、成本低,但对板料形状的适应性差、调整费时麻烦;视觉对中速度快精度高、对板料形状适应性好、对中范围宽、对料垛整齐性要求低,但对生产环境要求高、成本略高。两种对中方式各有一定的适用范围,企业应根据自动线搬运系统(机械手或机器人)形式、产品种类(覆盖件或结构件)的工艺规则(双料片排列形式)谨慎选定。
线中自动传输系统
自动传输系统是指从生产线第一台压机的上料手至最后一台压机的下料手之间的搬运传输机构,用于各压机(工序)间毛坯或工件的搬运传输,形式主要有机器人和机械手两种(图5)。

图5 自动传输系统的形式种类
随着冲压自动化技术的不断进步,传输机构的形式日新月异,但主要形式仍可划分为机器人、机械手或两者结合运用的生产线种类。专业生产冲压自动化机器人的国际品牌有ABB、库卡、发那科、安川等,单、双臂机械手的国际品牌有固德尔、施特曼、舒勒、小松等。单臂或双臂横杆式机械手传送机构速度高、稳定性好,可将多台高速压机集成为SPM达12~15次/min的高速自动冲压线,成为目前汽车行业新建冲压线的首选。另外,随着机器人传输技术的发展和行业竞争的促进,目前国外也出现了SPM达12~15次/min的双臂机器人高速自动冲压线。
机器人传输系统通常速度慢、臂长易抖动,稳定性差,但机器人系统柔性好、标准化程度高、投资与使用维护成本低。因此,在组建速度较低、投入较少的生产线及老线改造时通常采用这种方式。单臂机械手相对机器人形式来讲有着较高的稳定性、较高的生产速度,对模具结构的要求与机器人系统基本相同,但国产化、标准化程度低,目前被国外品牌所垄断,造价相对较高,可用于压机状况较好、滑块行程次数高的人工线的自动化改造,其相对双臂横杆式系统又有着较低的投入成本、生产批次柔性更好、模具结构要求低的特点,所以单臂机械手在目前国内冲压工厂新线的规划中亦被广泛采用。
线尾出件系统
线尾出件系统由出料输送带、照明、工件检验台、人工或自动装箱机构及控制系统等构成,其主要任务是将成品冲压件输送至合适的位置以便于人工检查、装箱(或自动装箱)。
安全防护系统
安全防护系统采用围栏和光栅配合,对于高速、高危险的区域一律要安装安全围栏;而低速运行的区域如板料小车退出的非工作区域需安装安全光栅,若光栅被遮挡则安全系统中会有报警提示。
在安装安全围栏的封闭区域内安装安全门,当生产或维修人员需要进入封闭单元时,首先需要向安全门控制盒发出进入的请求,此时单元内的设备将运行至安全位置并切断电源供应,安全指示灯指示安全后人员方可进入作业。在每个封闭区域内还设置有逃生门,主要是当区域内出现意外情况时供人员紧急撤出使用。逃生门只允许从单元内部打开,当逃生门在打开状态时整线设备都处于安全状态。为避免设备误动作并方便生产人员操作,整线集成所有端拾器的光电传感器和模具内安装的工件到位检测传感器,对生产全过程进行有效跟踪,当零件意外掉落或工件在模具内的位置不正确时,传感器检测出意外情况发生就会阻止系统继续运行以保护设备或模具。
多台压机串联自动冲压线形式及特性
多台压机串联布置的自动冲压线比较适合于车身内外覆盖件及大中型车身结构件的冲压生产,目前该类型的冲压自动线按搬运传输机构的不同分为三种形式,每种形式及其特性见表1。
早期人工冲压线自动化改造存在的问题与解决措施
对早期人工冲压线做自动化改造时,通常遇到的问题是压机工作台形式、设备主要参数(滑块行程、SPM)、废料收集与传输形式三方面存在的不足。

■ 表1 多台压机串联冲压自动线形式及特性

图6 机械手单元换模时可左右侧移动
压机工作台形式
早期压力机的工作台通常为固定式或前后移动的单工作台,这两种形式在更换模具时停机时间长,设备利用率偏低;在后期做自动化改造时,自动化系统的布置不能占据换模区域或在更换模具时能够移出换模区域。采用机器人传输系统时,机器人安装底座需避开工作台移动区域;采用单臂机械手搬运系统时,单臂机械手单元应能沿设备左右侧移动,移出换模区域(图6)。
设备主要参数
对人工线进行自动化改造时,需要重点关注的压机参数主要有两个:滑块行程、SPM。
⑴滑块行程。制定自动化改造方案时虽然要考虑的压机参数有很多,但其中压机滑块行程的大小直接影响自动化实现的可行性及难易程度而需重点关注。滑块行程的大小与所生产冲压件的拉深或成形高度,决定着传输机构手臂和端拾器的高度、压机间工件的运转形式(前后工序转180。或平移)的选择;确定手臂和端拾器高度及工件运转形式时,必须保证上、下料手抓取工件后在水平运动过程中手臂和端拾器与上模最低点及下模最高点保持足够的安全空间(图7)。压机间搬运系统采用六轴机器人时,手臂和端拾器高度为100~150mm、工件在前后工序传输中可水平旋转180。;采用七轴机器人时,手臂和端拾器高度在250mm左右、工件在前后工序传输中为平移;采用单、双臂机械手时,手臂和端拾器高度控制在250mm左右、工件在前后工序传输过程中均是平移形式。
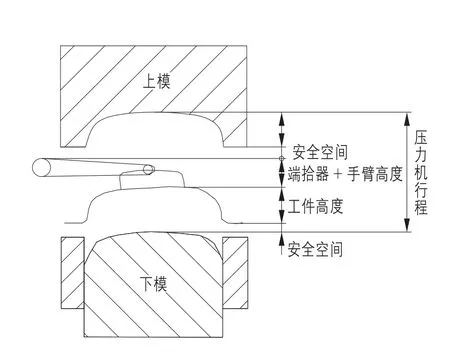
图7 压机行程与手臂和端拾器、工件高度关系示意图
目前自动冲压线工作模式分单次(也称断续)运行模式和连续运行模式。单次运行模式工作过程中,下料手(下料机械手/机器人)需等到压机完成整个冲压循环滑块回到上死点停止后才开始动作,上料手(上料机械手/机器人)需等下料手退出压机工作区域后才开始启动,而压机滑块又需等上料手完全退出压机工作区域后再开始下行,每个循环周期长、整线生产节拍低。连续运行模式工作过程中,上、下料手和压机滑块同步启动,下料手在滑块回程上行到一定角度(回到上死点前)后便开始取件,上料手在滑块下行到一定角度前完成送件,整个过程在保证不出现干涉的情况下完成取送件动作。早期人工冲压线压机滑块的行程小,630~800t双点压机滑块行程仅为500mm,工作循环给自动化传输系统的运行空间、过程循环时间不够,上、下料手运行很难实现与压机滑块同步、避免干涉,此时改造后自动线的工作模式只能选用单次运行模式。
⑵SPM。早期人工冲压线压力机滑块的SPM低,630~800t双点压机SPM通常为10~12次/min,此时自动化改造传输系统形式的选择应与压机的SPM相匹配。通常压机SPM小于10次/min时,自动传输系统选择机器人;SPM大于12次/min时,传输系统可选择单臂机械手,以充分发挥压机和自动化传输系统的潜力,避免不必要的投资。
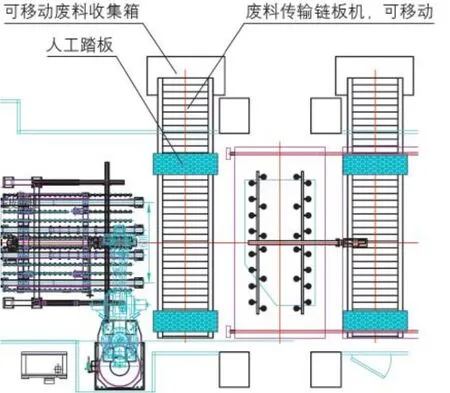
图8 地面废料收集传输装置
废料收集与传输形式
早期人工冲压线压机的安装基础若未采用带式基础,或未在带式基础的地沟内安装废料收集传送链,在后期做自动化改造时可以在地面设置废料收集传输装置(图8)。生产时模具中的废料可采用滑槽(坡度在20。~25。之间时,用网纹板;坡度小于20。时,用振动器式)使废料滑至压机工作台前、后侧设置的传送链上,再由金属传送链输送到安全护栏外的废料箱中(废料箱为可移动式,也可用液压小车或叉车更换)。
结束语
对早期人工冲压线做自动化改造方案时,若对上述三个方面的问题都相应做出了切实可行的解决措施,那么自动化改造的目标是完全可以实现的。随着国内汽车行业产能的快速提升、人工成本的增加,传统的人工冲压生产线效率低下、产品质量稳定性差、安全性低等缺点越来越明显,进而影响企业的发展。而自动化生产线恰好可以让这些问题得到解决,较好的安全性、较高的生产率、稳定的产品质量以及批量生产条件下更低的单件生产成本是自动化冲压生产线的亮点。目前我国汽车企业冲压车间正全面走向自动化生产,全新自动化高速冲压线的大量投入、对传统人工冲压线的自动化改造已成为行业趋势。
李文杰,高级工程师,主要从事汽车行业轿车底盘结构件大型连续模、多工位传递模的冲压工艺与模具设计、制造及冲压车间设备管理工作。
猜你喜欢
农业装备与车辆工程(2022年1期)2022-10-31
橡塑技术与装备(2022年10期)2022-10-03
农机使用与维修(2022年7期)2022-07-14
林业机械与木工设备(2022年4期)2022-05-08
机电工程技术(2021年3期)2021-09-10
金刚石与磨料磨具工程(2021年2期)2021-05-25
学苑创造·B版(2020年5期)2020-07-06
环球时报(2019-07-18)2019-07-18
汽车实用技术(2019年10期)2019-06-05
现代职业教育·中职中专(2018年7期)2018-05-14
