三维动态模拟技术在汽车自动化冲压线中的新应用
2014-10-10 06:42:46徐建军高志纯蒋华伟车长勇刘爽一汽大众汽车有限公司
锻造与冲压 2014年16期
文/徐建军,高志纯,蒋华伟,车长勇,刘爽·一汽-大众汽车有限公司
三维动态模拟技术在汽车自动化冲压线中的新应用
文/徐建军,高志纯,蒋华伟,车长勇,刘爽·一汽-大众汽车有限公司
本文通过实例说明了Delmia三维动态模拟软件在自动化冲压线干涉检查和节拍优化上的应用,同时通过三维动态模拟和现场跟踪,总结了Crossbar自动化系统对冲压工艺设计和结构设计加工方面的要求。
冲压是汽车生产的重要工艺,“好的轿车从冲压开始”,由此可见冲压工艺在整个汽车生产工艺中的重要性。如何提高大型汽车冲压覆盖件的生产节拍,实现高质量、高效稳定的批量生产已成为汽车冲压行业的重要课题。
手工冲压线由于生产效率低、安全性差、操作工人劳动强度大、噪声大,早已不能满足日益扩大的市场需求。自动化冲压生产线具有生产效率高、安全性高、操作工人劳动强度小、噪声小、规模生产条件下更低的单件生产成本等优点。自从上世纪90年代以来,国内的各个汽车生产企业均已陆续实现冲压自动化生产代替手工生产。一汽-大众汽车有限公司先后投入使用了Feeder和Speederbar两种自动化冲压生产系统,如今在佛山新工厂完成了最新自动化生产系统Crossbar的安装调试。下面简单介绍一下这三种自动化系统的特点。
Feeder系统:冲压完成时,下料手从模具中取出工序件后将工序件放置在传送小车上,传送小车移动到上料位置,上料手从传送小车上拾取工序件放置到下一套模具中进行冲压。
Speederbar系统:快速横杆式自动化输送系统,中间无传送小车。
模具在Feeder系统和Speederbar系统上冲压生产时,机械手曲线调试可以直接在冲压线上完成。
Crossbar系统:单臂式自动化输送系统,压力机之间使用多轴伺服传送机构一次性在压力机之间传送零件,在压力机的纵轴线上安装多自由度搬运机械手,机械手可以沿着压力机轴线纵向移动,中间无传送小车。模具在Crossbar系统上冲压生产时,必须借助Delmia三维动态模拟软件,在计算机上进行三维动态模拟,将模拟结果输入到冲压生产线,指导现场端拾器制作和后期整线节拍优化。
本文研究三维动态模拟技术在Crossbar自动化系统上的应用,用以检查干涉和优化曲线,从而提升生产节拍。
冲压生产线三维动态模拟的意义
模具在自动化冲压生产线整线连续生产调试过程中,Crossbar机械手横杆与模具上模、端拾器吸盘、零件与模具下模存在干涉的风险;由于Crossbar这种先进的自动化方式更加灵活,没有固定的曲线,因而整线单次或者连续生产节拍在自动化冲压线上优化会占据冲压线很大一部分时间,有时甚至不能调试出合格的曲线。在模具和端拾器三维设计阶段检测并消除这些干涉风险,提升模具和端拾器在自动化冲压线整线单次或者连续生产的调试效率,是新车型项目能够顺利投产的基础。
采用三维动态模拟软件进行自动化冲压线的三维动态模拟仿真的主要内容包括:检查模具与Crossbar机械手、端拾器吸盘、冲压零件是否干涉,优化整线单次或者连续生产节拍;通过三维动态模拟仿真可以大大降低模具、端拾器自动化整线单次或者连续生产的调试时间;降低模具、端拾器自动化整线单次或者连续生产调试过程中的碰撞风险。
三维动态模拟软件环境
如图1所示,自动化冲压生产线三维动态模拟环境是在达索公司Delmia软件上进行二次开发的模拟系统V5PLS。
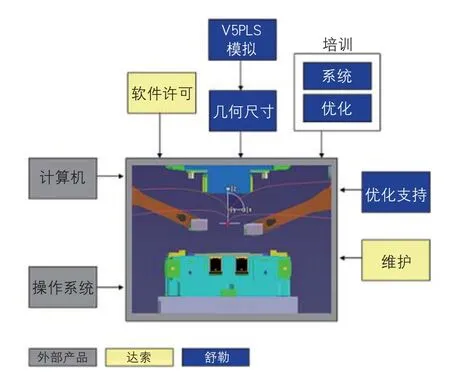
图1 三维动态模拟软件环境
本文介绍的Delmia三维动态模拟软件可以实现自动化冲压线生产过程的全方位仿真,在计算机屏幕虚拟三维环境里可以观察到压机滑块、模具、机械手、端拾器吸盘及冲压零件的实时位置;将各种在自动化冲压线上调试完成的运动轨迹从自动化冲压线设备中输出,输入到Delmia三维动态模拟软件中,在计算机上实现运动过程仿真,验证运动轨迹的正确性。
零件实际传输过程
Crossbar自动化冲压线上零件的传输是通过安 装在Crossbar机械手横杆上的端拾器吸盘来完成的,其传递过程如下:
⑴板料经过拆垛系统送进清洗机、涂油机后(清洗机和涂油机是否使用依据冲压工艺),被传输到对中台上,通过VMT光学对中对板料进行定位。
⑵通过CBF0机械手横杆上的端拾器吸盘将对中台上的板料传输到拉延压机上(此处CBF为Crossbar的简称,以下同)。
⑶在OP20拉延压机中成形的冲压工序件,通过安装在CBF1机械手横杆上的端拾器吸盘,传输到OP30。
⑷在OP30压机中成形的冲压工序件,通过安装在CBF2机械手横杆上的端拾器吸盘,传输到OP40。
⑸按照同样的方式,通过端拾器吸盘对后续的工序件进行传输,直至把最终零件放置到线尾皮带机上。
Crossbar自动化零件传输系统比较灵活,无固定的曲线轨迹,可以任意编程,零件的传输轨迹需要通过Delmia三维动态模拟软件模拟并输出,输出的曲线轨迹可以用来指导现场零件传输调试。
零件传输过程中干涉的检查方法
Crossbar自动化冲压线干涉的检查主要采用静态和动态两种检查方法。
静态检查方法
在没有三维动态模拟软件时,模具厂家在模具三维设计阶段采用静态检查方法借用安装空间来检查零件在传输过程中是否干涉,安装空间实例如图2所示,一个下模安装空间适用于多个上模安装空间。
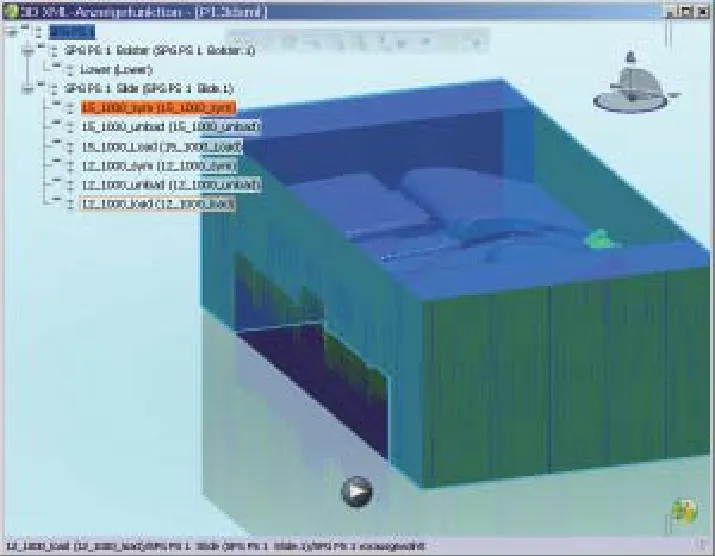
图2 安装空间
静态检查的主要操作步骤如下:
⑴检查模具处于闭合状态。
⑵将上模和上模安装空间隐藏。
⑶检测模具下模是否有露出下模空间的部分。如果有露出部分(图3),那么将安装空间整体(上模安装空间和下模安装空间)在同一高度移动,直到模具下模部分不可见;如果没有露出部分,那么安装空间整体(上模安装空间和下模安装空间)无需移动。

图3 下模凸出
⑷隐藏下模和下模安装空间,只显示上模和上模安装空间。
⑸检查上模是否从安装空间里凸出。如果凸出(图4),则表明有干涉发生,需要采用替代空间;如果没有凸出,则表明无干涉发生。
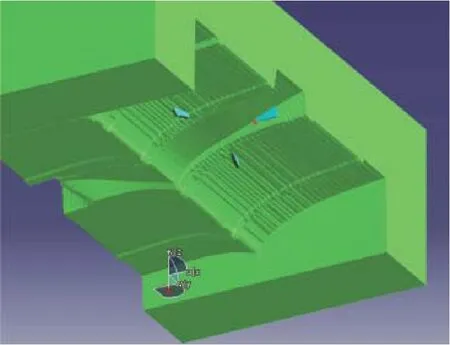
图4 上模凸出
⑹通过透明的安装空间,整个模具可见。
这种静态检查方法是用静止的三维图检查运动中的干涉情况,检测结果精度不高,会有部分干涉情况检测不出来。
动态检查方法
目前我公司采用Delmia三维动态模拟软件检测Crossbar自动化冲压线上零件传输过程中的干涉情况,不仅能够检测是否有干涉发生,而且能够优化整线连续生产节拍。如果发现干涉及时将干涉结论反馈给模具结构设计人员,消除后期的干涉风险。
⑴Delmia三维动态模拟所需硬件。
1)准备检查的模具;
2)端拾器吸盘;
3)板料及各序工序件;
4)Delmia三维动态模拟软件和性能较好的计算机。
⑵Delmia三维动态模拟主要步骤。
将准备好的数据(包括模具上模、模具下模、压边圈、压料板、端拾器吸盘、板料及工序件)导入到三维动态模拟软件中,根据生产实际调整模具上模、模具下模、压边圈、压料板、端拾器、板料及工序件的位置,按照冲压工艺设计数据输入拉延深度及压边圈顶起高度即CBF1取件位置(图5),调试机械手和下模的干涉情况(图6),并且将每一序的节拍尽可能优化到16次/min以上,在无干涉并且保证安全距离30mm的前提下尽可能保证曲线高度低,为后续提升整线节拍留有较大空间,通过调整零件间距离和预启动横杆机械手角度调试机械手和上模的协同性(图7),在无干涉并且保证安全距离100mm的情况下尽可能得到更高的整线节拍。
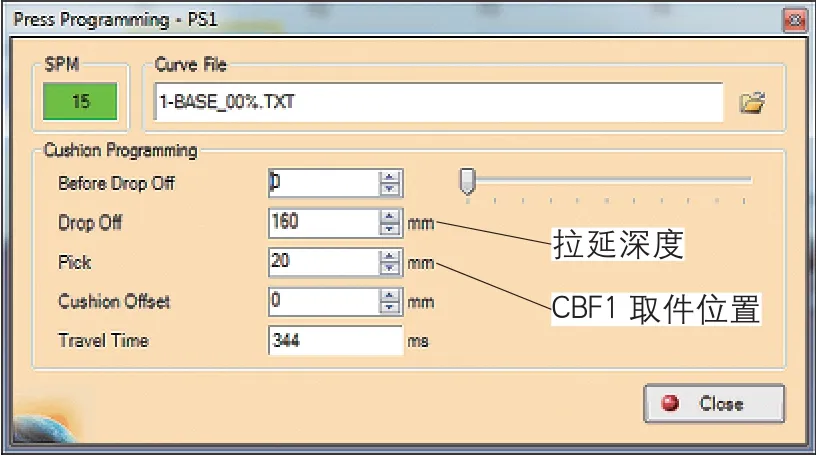
图5 输入工艺参数
三维动态模拟软件在汽车自动冲压线上的应用

图6 调试机械手和下模的干涉情况

图7 调试机械手和上模的干涉情况

图8 调整模具在移动工作台上的位置
本文以某车型翼子板模具和后地板模具在自动化冲压线通过性干涉检查及优化为例,说明三维动态模拟软件Delmia的应用情况。翼子板模具由6序(拉延、修边、翻边、翻边、翻边整形、翻边)组成,后地板模具由5序(拉延、修边冲孔、修边侧修边整形、上下翻边翻口整形、空工位、翻边冲孔侧冲孔)组成,这两套模具都安装在Crossbar高速自动化冲压生产线上。
翼子板模具
⑴数据准备:打开模具的三维设计数据,检查并确认各个活动部件处于释放状态,按照模具上模、模具下模、压边圈、端拾器吸盘、各序冲压工序件分别保存成CGR数据。
⑵三维动态模拟仿真模型的建立:将Crossbar自动化冲压生产线设备三维模型导入到Delimia三维动态模拟软件中,依次加载CBF0 ~CBF6等7个横杆机械手,并给三维生产线模型装载相应参数(比如端拾器吸盘、各冲压工序件、模具、装模高度)。将步骤1中准备好的CGR数据按照生产实际的先后顺序导入到Delmia三维动态模拟软件中,而且按照实际情况调整位置,比如CBF的取件位置,端拾器吸盘的位置,模具在自动化冲压生产线移动工作台上的位置等等(图8),调试优化各个CBF与模具下模的曲线,调试优化各个CBF与模具上模的曲线。
⑶在计算机虚拟三维模拟仿真环境中对零件传输过程进行检查,可以发现CBF4横杆与旋转斜楔距离比较近,为7.253mm,远低于安全距离30mm。
改进措施:降低旋转斜楔非工作部分高度,避免干涉,结构优化后如图9所示,CBF4横杆与旋转斜楔距离增大到41.744mm。
后地板模具
前两步与翼子板模具基本相同,唯一不同的是该套模具第6序为空工位,需要装载空工位支架的三维模型,此处重点谈下检查结果。对零件的传输过程进行检查不难发现:
⑴OP20模具物流方向后侧2个挡料销高度偏高(图10红圈处)。
改进措施:建议参考大众标准39D 807(图11)将高度降低,避免零件传送过程中与挡料销干涉,并有利于后续整线节拍的优化。
⑵OP70模具物流方向中间2个挡料销位置需要调整,目前的位置会影响CBF5的放件和CBF6的取件(图12红圈处)。
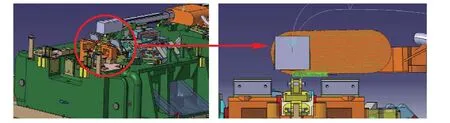
图9 优化后CBF4横杆与旋转斜楔达到安全距离
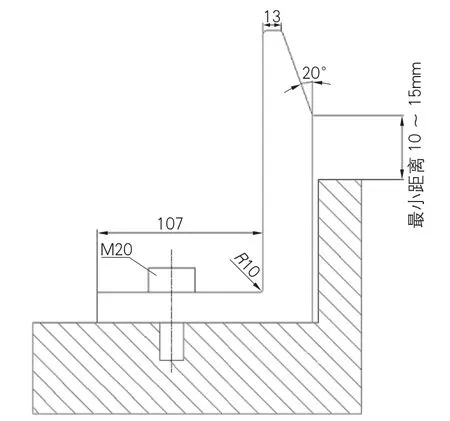
图11 大众39D 807标准图示
改进措施:建议红圈中2个挡料销分别往垂直物流方向外侧移动,避免与冲压零件干涉。
⑶通过动态模拟软件Delmia能够优化节拍。如图13所示,目前节拍为16.4次/min,通过曲线优化,将节拍提高到17.6次/min。
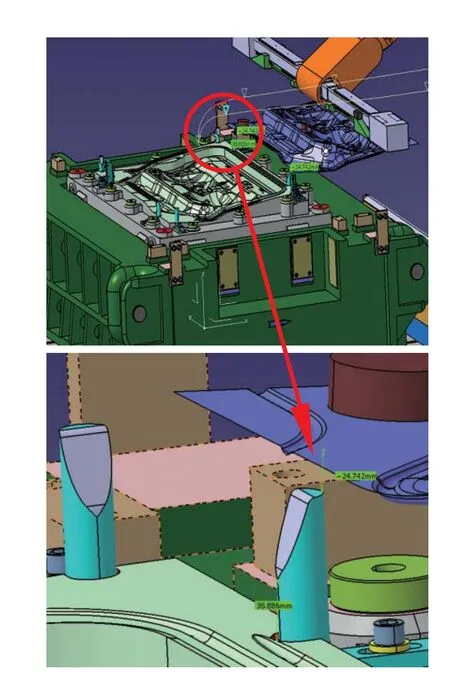
图10 挡料销高度偏高
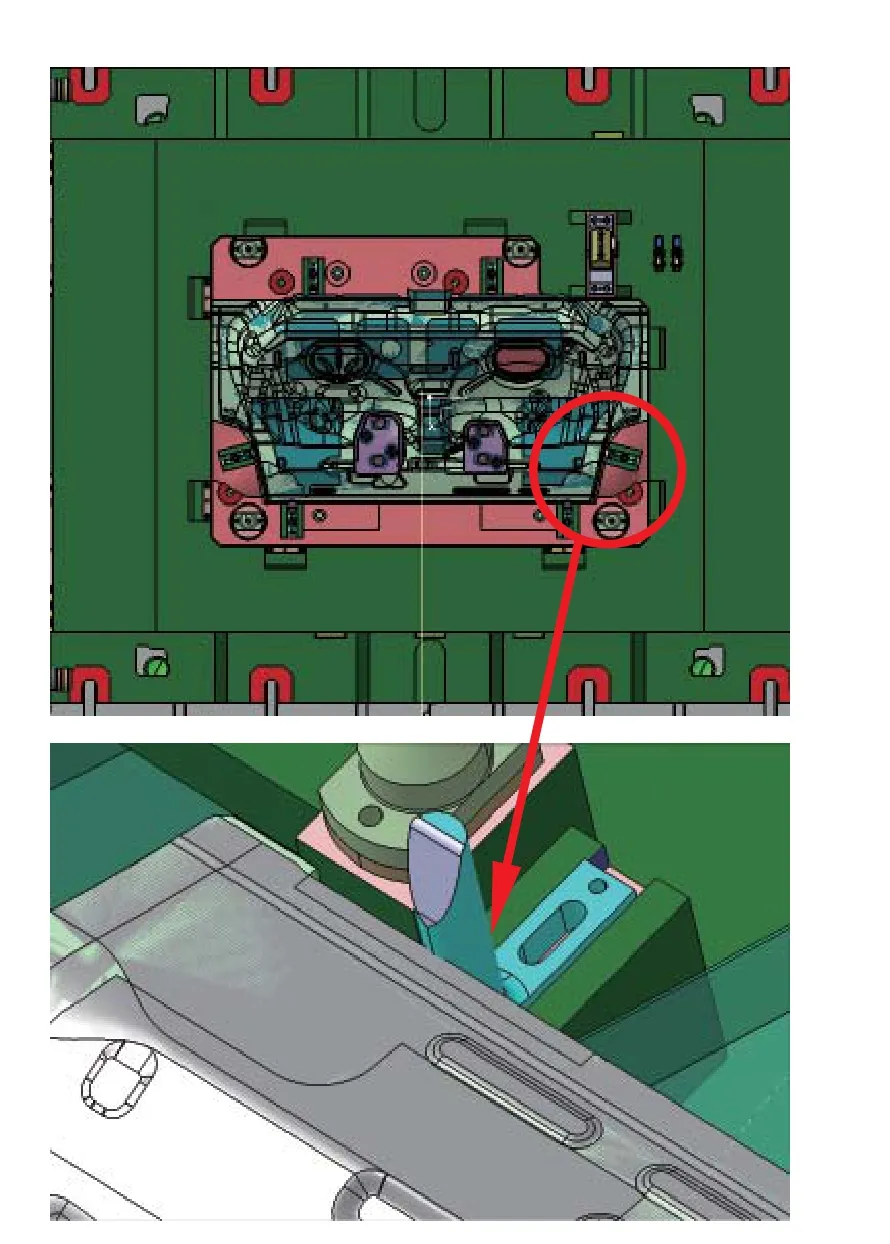
图12 挡料销位置需要调整

图13 节拍优化
三维动态模拟技术不仅能在模具设计阶段对模具结构的通过性提出合理化建议以规避后期干涉风险及巨大更改成本,还能导出曲线用以现场制作端拾器以及后期优化整线连续节拍,大大缩短现场调试的时间。
三维动态模拟技术对冲压工艺设计和模具设计、加工的建议总结
由于Crossbar自动化系统在我公司是首次使用,以前没有相应的经验,在冲压工艺设计和模具设计、加工环节没能全面考虑到Crossbar自动化系统的特殊性,在对整个项目冲压自制件的自动化模拟和现场调试跟踪过程中都发现了一些问题,在解决问题的过程中也对Crossbar自动化系统有了更全面的认识,积累了一些Crossbar自动化系统方面的经验。当然,很多问题都是在模具上线之前的冲压工艺设计、模具设计和加工阶段造成的,所以现将此阶段的建议总结如下:
对冲压工艺设计的建议
相邻两序的工作点坐标尽量一致,如果因工艺和结构布置需要进行调整,X,Y,Z参数调整量尽量取5的整数倍,转角取1。的整数倍。对于双件模具而言,CBF不能实现左右两件单独沿Y轴向旋转(图14),如需单独沿Y轴向旋转,则需要在端拾器上另设气缸。

图14 Crossbar示意图
为了避免由于定位不精准引起的压痕等缺陷,对于形状平缓并且本身没有孔的外板件,如发罩外板、翼子板等,建议在做工艺补充时,在补充区冲两个工艺定位孔(图15),可在第二序冲出,用于后序精定位。否则,调试时间长,并且制件易出现压痕,造成生产不稳定。

图15 添加工艺定位孔
对模具设计的建议

图16 避免中间位置出现大吊楔等结构

图17 优化模具(一模双件)沿X轴向的加工精度
针对Crossbar的高速自动化形式,模具结构对整线的节拍有决定性的影响。如果设计得当,可以有非常好的通过性,否则整线节拍将不能达到理想值,生产效率将受到影响。如图16所示,在上模和下模长度方向的中间位置尽量避免出现斜楔等凸起结构,否则影响CBF的通过性。
对模具加工的建议
对于一模两件的模具,建议严格控制相邻两序左右两件的模具工作区沿X轴向的加工精度(图17)。否则,过大的加工误差会引起顾此失彼的情况,因为CBF不能实现左右两件沿X轴向单独调整,故难以实现自动化。
结束语
自动化冲压线三维动态模拟技术对冲压行业的高速发展发挥了重要作用,在模具设计阶段通过模拟能避免后期模具上线自动化调试过程中的干涉风险及模具更改的巨额费用;通过计算机模拟能够导出曲线指导现场制作端拾器以及优化整线连续节拍;将各种在自动化生产线调试完成的运动轨迹输入到三维动态模拟软件中,验证运动轨迹的合理性。
徐建军,工程师,主要从事高速冲压线自动化动态模拟、节拍优化及冲压件工艺分析等工作。
猜你喜欢
青少年科技博览(中学版)(2023年5期)2023-06-26 09:39:12
中国钼业(2022年5期)2022-03-24 10:42:01
橡塑技术与装备(2021年15期)2021-08-12 03:28:22
作文周刊·小学五年级版(2021年28期)2021-03-16 09:39:15
橡塑技术与装备(2018年21期)2018-11-13 01:36:00
阅读与作文(小学高年级版)(2016年10期)2016-10-12 09:54:14
通信电源技术(2016年1期)2016-04-16 04:57:29
机电信息(2015年3期)2015-02-27 15:54:53
河南科技(2014年11期)2014-02-27 14:17:10
读者(2012年21期)2012-05-30 22:43:38