可视化面板在冲压模具冲孔切换中的运用
2014-10-10 06:42:54袁克勇江铃汽车股份有限公司
锻造与冲压 2014年16期
文/袁克勇·江铃汽车股份有限公司
可视化面板在冲压模具冲孔切换中的运用
文/袁克勇·江铃汽车股份有限公司
随着汽车行业竞争日趋激烈,汽车厂商在开发新车型时,会同时开发多种款型,以满足不同层次客户的需求,占领更多细分市场,所以在车身冲压件上也就存在一个零件有多种款型的情况,在冲压工艺设计和模具设计中则必须考虑多种款型的切换。为提高冲孔切换效率,款型切换方式由原来的物理切换方式已经发展成气动快速切换方式。冲孔气动式切换装置如图1所示,气动切换式固定座通过滑动调节杆来改变凸模处于下死点时的高度,对板料进行切换冲孔加工。冲裁时,按下调节杆,将凸模降至可进行冲裁加工的位置;然后,拉出调节杆,凸模上升,此时便不能进行冲裁。
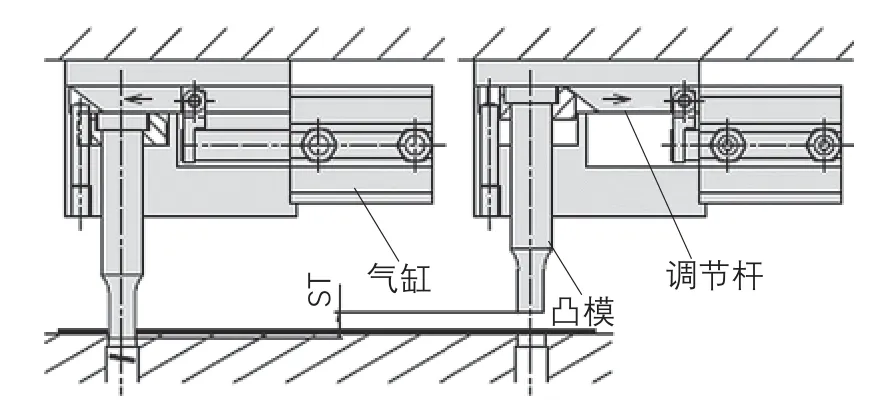
图1 冲孔气动式切换装置
随着气动冲孔切换装置的大量使用,在实际生产中时常会发生气动切换失效的现象,由于切换装置调节杆磨损或者气压不足等原因,导致漏冲孔使零件报废或返工。为解决该问题,特设计一种气缸切换感应器与可视化面板连接来显示切换冲孔的到位状态。
下面以某车型前侧围冲压件为例,分NA017、NA017A、NA017B、NA017C、NA017D共5个款型,各型细节区别见表1。
图2所示为控制器面板示意图,通过4组切换开关控制示宽灯、轮眉、天线孔、前下视镜的冲孔切换状态。

图2 控制器面板示意图

■ 表1 某车型前侧围冲压件细节区别
传感器内部电路如图3所示,使用24V直流电源将感应开关和LED指示灯并联连接,电源控制器与机床控制器并用。针对冲孔切换不到位问题,可以在切换气缸尾部加装切换传感器,使用感应线与显示面板的LED指示灯相连,从而显示冲孔的切换状态,以确定气动装置是否切换到位(图4)。在气动装置切换过程中,气缸中的滑块往复切换,感应到气缸行程到位时,通过感应线将信号传输到LED指示灯,指示灯亮表示冲头为工作状态,指示灯不亮表示冲头为非工作状态。

图3 传感器内部电路

图4 气动切换装置与可视化面板的连线

图5 可视化感应显示面板中LED灯的状态
通过图5所示可视化感应显示面板中的LED灯的状态 、可以直观地显示零件的冲孔切换状态,使操作人员观察到快速冲孔切换是否切换到位。
结束语
经过对气动快速切换冲孔气缸加装感应器,使之与可视化感应显示面板相连接,实现了冲孔切换状态的直观显示,使生产线员工能够随时了解零件款型是否切换到位,避免了切换错误导致的零件报废或返工,提高了款型切换的生产效率。
袁克勇,工程师,主要从事汽车冲压模具设计、冲压工艺优化等工作,在模具表面处理技术、模具结构设计方面有深入研究。
猜你喜欢
建材发展导向(2022年18期)2022-09-22 07:13:10
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:06
电脑报(2019年37期)2019-09-10 07:22:44
小资CHIC!ELEGANCE(2019年16期)2019-06-15 08:43:22
山东工业技术(2016年15期)2016-12-01 05:30:44
女友·家园(2013年4期)2015-03-11 04:04:02
汽车维护与修理(2015年3期)2015-02-28 12:16:00
流行色(2014年8期)2015-02-27 07:22:12
汽车维修与保养(2014年12期)2014-04-18 14:14:15
汽车维护与修理(2014年10期)2014-02-28 12:15:00