
连接块温挤压模具强度校核及结构优化
2014-09-26 12:33:52马俊林宋健李萍
精密成形工程 2014年3期
马俊林,宋健,李萍
(合肥工业大学材料科学与工程学院,合肥 230009)
铝合金具有比强度高、热稳定性好、耐腐蚀、机械加工性能优良以及可再生性好、资源丰富等一系列优点,近年来在航空航天、大型电子器械、船舶等领域得到了广泛应用,成为理想的轻量化材料。
铝合金连接块在大量应用于大型电子器械中,实际生产多采用温挤压成形。温挤压成形具有生产效率高、节省原材料、产品性能优等优点,而且金属被加热,毛坯的变形抗力也会减小。由于连接块零件精度要求较高,两端面在成形后需开设螺纹孔,其在成形过程中金属充满上模膛较为困难,因此,生产制造难度较大,上模载荷大,特别是凹模模芯的寿命低、易开裂,严重制约着企业的批量生产。文中采用刚粘塑性有限元软件Defrom-3D对组合模温挤压铝合金连接块的成形过程进行热力耦合数值模拟,将有限元模拟与实际生产结合起来,研究连接块温挤压成形过程、模具的受力状态与产品质量的关系,从而为模具设计提供理论依据,进而提出优化模具结构的措施。
1 温挤压成形有限元模型的建立
对某厂连接块组合模进行模拟和优化,利用三维绘图软件进行零件几何造型与装配。图1为连接块,图2为连接块组合模的三维模具图,原设计方案采用的是2层组合式凹模。

图1 连接块Fig.1 The actual product of connection block

图2 三维模具Fig.2 Three dimensional model of porthole die
结合实际试验操作的数据,在不影响计算精度的条件下,适当简化模型。采用模型的1/2进行模拟,忽略加热后取料过程中的热量损失,仅模拟温挤压成形过程及成形过程中的热传导过程。
坯料为铝合金5A06,尺寸为50 mm×50 mm×20 mm,初始温度为400℃。试验中,模芯材料为7CrSiMnMoV,预应力圈材料为40CrMo4,模具初始温度为200℃。试验采用的润滑材料为水基石墨乳,根据实际试验的成形过程分析,设置摩擦因数为0.2,坯料与模芯间的导热系数为2 N/(m·s·℃)。
2 模拟结果及分析
2.1 模拟结果
模芯在连接块成形中易开裂失效,因此对模芯的应力分布进行分析。采用 Deform-3D中 Die Stress Analysis模块,将模芯设为弹性体,把连接块模拟结果中的热力耦合数据和预应力圈对模芯的收缩力数据加载到模芯上,分析在温挤压成形各阶段的上模载荷变化和模芯应力分布,如图3所示。
如图3a所示,在坯料圆弧成形阶段,载荷增长缓慢,模芯内腔应力较小;随着上模继续下行,如图3b所示,在金属充填下模膛阶段,载荷增大但幅度较小,模芯内腔应力也增大,且出现应力集中现象;在连接块最终成形阶段,载荷急剧增大,模芯内腔应力明显集中且大幅增大,如图3c所示。在连接块温挤压成形过程中,金属充填情况良好,没有出现金属回流、裂纹等锻造缺陷,零件尺寸等均符合图纸要求。

图3 上模载荷及各阶段模芯应力分布Fig.3 Load on the top die and stress distribution of the core in each stage
2.2 模拟结果分析
可以发现,连接块温挤压成形最后阶段,上模所受载荷大。随着连接块充填饱满,金属可流动空间减少,逐渐冷却,流动性变差,上模表面和模芯内壁对坯料的摩擦作用增强,阻碍金属流动,这些因素导致最后阶段载荷急剧增大。
同时,在成形最后阶段,模芯内腔的各个边角处逐渐产生极大的集中应力,并且模芯各边角也会受到瞬间增大的冲击载荷。在实际生产过程中,随着冷热循环次数的增加和持续的交变载荷,因而模芯很容易产生开裂而失效,如图4所示。根据强度理论,当模芯所承受的应力超过模芯材料的许用强度,模芯内腔应力集中处就可能会产生微裂纹,随着连接块变形的继续,微裂纹扩大至宏观裂纹,导致模芯开裂。

图4 模芯裂纹Fig.4 Cracks on the core
3 模具结构优化及模拟分析
3.1 上模结构优化及载荷
通过温挤压成形过程分析可以看出,上模最大载荷是在连接块成形最后充满阶段。基于金属流动理论和物理试验,可以针对性地优化上模结构。将上模台阶处内侧增设溢流槽,外侧开设分流圆角,并且分流圆角到溢流槽的端面上倾1°~2°。这样,在连接块温挤压最后阶段,金属的流动面积增大,上模最大载荷显著减小。分流圆角和上倾斜度有助于金属向上模腔内侧流动,多余的金属可以充填至溢流槽,连接块两上端面易端平,连接块成形质量好。
参数设置不变,基于优化结构后的上模再次进行模拟分析,将2种方案的时间-载荷曲线统一分析,如图5所示。连接块在温挤压成形前期阶段,与图3的趋势基本一致,2种方案的载荷基本相同,但在温挤压成形最后阶段,优化上模后,上模最大载荷与原方案相比显著降低,并且载荷增长缓慢。当连接块成形至基本符合零件质量要求时,上模膛由于设置了溢流槽和分流圆角,上端面内倾,有利于金属流动,金属可流动面积增大,模芯不易形成冲击载荷。
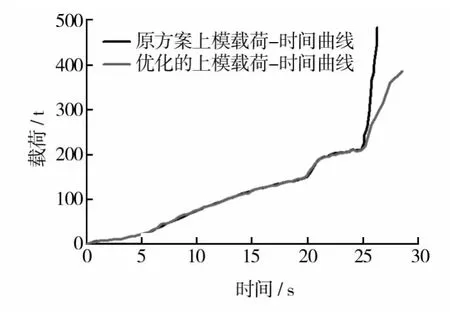
图5 2种方案的上模载荷-时间曲线Fig.5 Load - time curves of the upper die in two schemes
3.2 模芯应力分析及理论强度验算
通过有限元软件模拟对模芯的应力进行分析,可以发现,当采用结构优化的上模后,模芯各边角处的最大集中应力也显著降低,如图6所示。模拟结果表明,模芯最大集中应力为1140 MPa。本试验方案采用2层组合式凹模,根据理论计算,证明模芯的许用强度大于此时模芯的最大集中应力。

图6 新方案的最大模芯应力分布Fig.6 Maximum stress distribution of the core in the new scheme
本试验采用的是2层组合式凹模,如图7所示。凹模压合角γ=1.5°。根据弹性力学解答,当只受内压力作用时,2层组合凹模所受应力为:

图7 2层组合式凹模Fig.7 The two- layer assembled cavity die
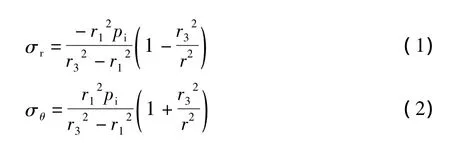
式中:r1为模芯内半径;r2为模芯与预应力圈的分界面半径;r3为预应力圈外半径;pi为模芯所受内压力。

式中:σs1为模芯材料的屈服极限;σs2为预应力圈材料的屈服极限。
在试验中,模芯材料的屈服强度为2800 MPa,预应力圈材料的屈服强度为1000 MPa,弹性模量E=2.1 ×105MPa。其中,模芯内半径 r1=35.5 mm,预应力圈外半径r3=125 mm,分界面半径为r2=56.3 mm,根据式(3)计算得出,模芯所能承受的最大内压=1540 MPa。
在原方案中,模芯各边角受到的最大集中应力超过2500 MPa,大于其所能承受的最大内压。上模结构经过优化后,模芯各边角处的集中应力显著降低,最大集中应力下降至1140 MPa,低于模芯可承受最大内压。通过物理试验,验证了优化后模具结构的安全性。
4 结论
1)连接块温挤压成形过程中,采用2层组合式凹模,凹模模芯型腔边角集中应力过高且增大过快,超过其所能承受的最大强度,这是导致模芯早期开裂失效的主要原因。
2)提出的连接块模具结构优化措施,不仅有效降低了上模载荷和模芯内腔边角的集中应力,而且使模芯型腔边角集中应力增长缓慢,提高了凹模模芯的使用寿命。
3)采用理论计算得到,原方案2层组合式凹模所能承受的最大内压与有限元模拟结果一致,通过有限元模拟分析可以为模具设计提供参考依据。
[1]邸利青,张士宏.分流组合模挤压过程数值分析及模具优化设计[J].塑性工程学报,2009,16(2):123—127.DI Li- qing,ZHANG Shi- hong.Porthole Die Extrusion Process Numerical Simulation and Optimal Die Design[J].Journal of Plasticity Engineering,2009,16(2):123—127.
[2]孙雪梅,赵国群.悬臂铝合金型材伪分流挤压模具结构设计及其强度分析[J].机械工程学报,2013,49(24):39—44.SUN Xue - mei,ZHAO Guo - que.Fake Porthole Extrusion Die Structure Design and Strength Analysis for Cantilever Aluminum Alloy Profiles[J].Journal of Mechanical Engineering,2013,49(24):39—44.
[3]王宇鑫,张瑜,杨颖,等.铝合金挤压成形模具技术及研究进展[J].金属功能材料,2011,18(4):77—80.WANG Yu - xin,ZHANG Yu,YANG Ying,et al.Extrusion Die Technology and Research Evolution for Aluminum Alloy[J].Metallic Functional Materials,2011,18(4):77—80.
[4]侯文荣,张志豪,谢建新,等.铝合金空心型材分流模挤压成形全过程温度场的数值模拟[J].中国有色金属学报,2013,23(10):2769—2778.HOU Wen - rong,ZHANG Zhi- hao,XIE Jian - xin,et al.Numerical Simulation of Temperature Field during Whole Extrusion Process of Aluminum Hollow Profile with Porthole Die Extrusion Forming[J].The Chinese Journal of Nonferrous Metals,2013,23(10):2769—2778.
[5]LI Guo - bin,LI Xiang - zhi,WU Jian - jun.Study of the Thermal Fatigue Crack Initial Life of H13 and H21 Steels[J].Journal of Materials Processing Technology,1998,74(1-3):23—26.
[6]ZHANG Qing,ZHANG Li- ling,QIU Ping.Coupled Thermal-Me-hanical Analysis of Warm Extrusion for Outer- Race(YL.)of Constant Velocity Universal Joint[C].The Seventh Asia Symposium on Precision Forging,2000.
[7]倪正顺,刘石柏,何畅,等.多边形铝型材挤压数值模拟与模具优化设计[J].热加工工艺,2012,41(11):221—224.NI Zheng - shun,LIU Shi- bai,HE Chang,et al.Numerical Simulation Analysis and Optimization Design on Extrusion Die of Polygon Aluminum Profile[J].Hot Working Technology,2012,41(11):221—224.
[8]唐小玲,尚淑珍,路贵民,等.6061铝合金触变压缩数值模拟[J].塑性工程学报,2012,18(6):26—30.TANG Xiao-ling,SHANG Shu - zhen,LU Gui- min,et al.Finite Element Simulation for Thixo - Compression of Al 6061[J].Journal of Plasticity Engineering,2012,18(6):26—30.
[9]FLEMING M C.Behavior of Metal in the Semi- Solid State[J].Metall Trans,1991,22A:957—981.
[10]LI Yong - yi,ZHAO Sheng - dun,FAN Shu - qin,et al.Study on the Material Characteristic and Process Parameters of the Open-die Warm Extrusion Process of Spline Shaft with 42CrMo Steel[J].Journal of Alloys and Compounds,2013,571:12—20.
[11]倪正顺,帅词俊,钟掘.基于热力耦合的热挤压模具结构参数优化设计[J].中国机械工程,2004,15(9):5—8.NI Zheng - shun,SHUAI Ci- jun,ZHONG Jue.Optimal Design of Structural Parameters of Hot Extrusion Dies Based on the Thermal- mechanical Coupling[J].China Mechanical Engineering,2004,15(9):5—8.
[12]WU X H,ZHAO G Q,LUAN Y G,et al.Numerical Simulation and Die Structure Optimization of An Aluminum Rectangular Hollow Pipe Extrusion Process[J].Materials Science and Engineering A,2006,435/436:266—274.
[13]王赫男,王孟君,刘超,等.基于Hyper Xtrude铝型材挤压模具优化设计[J].铝加工,2013(6):11—15.WANG He -nan,WANAG Meng - jun,LIU Chao,et al.Optimized Design of Aluminum Extrusion Die Based on Hyper Xtrude[J].Aluminum Fabrication,2013(6):11—15.
[14]BASTANI A F,AUKRUST T,SKAUVIK I.Study of Flow Balance and Temperature Evolution over Multiple Aluminum Extrusion Press Cycles with Hyper- Xtrude9.0[J].Key Engineering Materials,2010,424:257—264.
[15]钱进浩.70型汽车空调AL6061铝合金高压汽缸温挤压成形工艺[J].精密成形工程,2012,4(4):57—58.QIAN Jin - hao.Warm Extrusion Process of AL6061 Aluminum Alloy High Pressure Cylinder for 70 Type Automotive Air Conditioning[J].Journal of Netshape Forming Engineering,2012,4(4):57—58.
[16]肖良红,易沛林,龙涛,等.基于DEFORM的钎头温挤压成形有限元模拟[J].热加工工艺,2013,42(21):88-91.XIAO Liang - hong,YI Pei- lin,LONG Tao,et al.Finite Element Simulation of Warm Extrusion for Rock Drill Head Based on DEFORM[J].Hot Working Technology,2013,42(21):88—91.
猜你喜欢
橡塑技术与装备(2022年7期)2022-07-06 07:24:14
初中生学习指导·提升版(2022年4期)2022-05-11 09:40:46
中学生数理化(高中版.高考数学)(2022年1期)2022-04-26 14:09:30
模具制造(2022年2期)2022-03-25 11:41:26
模具制造(2022年2期)2022-03-25 11:41:22
机械工程师(2022年3期)2022-03-24 10:04:44
阅读(科学探秘)(2021年10期)2021-03-08 10:16:50
中国设备工程(2021年1期)2021-02-01 04:41:18
制造技术与机床(2018年11期)2018-11-23 01:07:36
中学生数理化·七年级数学人教版(2017年9期)2017-12-20 08:12:25
