
成品周转箱结构设计及注塑成形工艺研究
2014-09-26 12:33:58刘海艳刘淑艳张雷刘有江张丽娜王秋雨王锐李志国
精密成形工程 2014年3期
刘海艳,刘淑艳,张雷,刘有江,张丽娜,王秋雨,王锐,李志国
(北方华安集团有限公司,黑龙江 齐齐哈尔 161046)
外购的普通周转箱由于不是针对各种实际产品进行结构设计,箱内尺寸不能满足各种产品需求。在成品周转过程中,由于箱体尺寸与各产品零部件不匹配,导致零部件在周转过程中出现磕碰现象,造成返修、返检,甚至直接报废,给产品的生产和交验带来了困扰,也给工厂造成了不必要的损失。为此,结合塑料制品价格低廉、强度高、可回收利用的特点,展开了成品周转箱通用化研究,实现一箱多用,从根本上有效地解决了周转过程产品磕碰的问题[1—3]。
1 结构设计
1.1 箱体结构设计
对工厂现行生产各产品零部件装箱尺寸进行了统计和分类,选取了具有代表性的弹体作为设计基础,结合工厂现行生产各产品零部件结构特点,设计了一个母箱及配套卡板,采用更换卡板的方法,结合塑料制品成形特点、装箱重量、塑料周转箱强度、工人劳动强度,进行了优化设计。箱体技术参数见表1,箱内配备4块卡板,通过卡板插入位置的变化,实现一箱多用[4—5]。箱体结构见图 1。
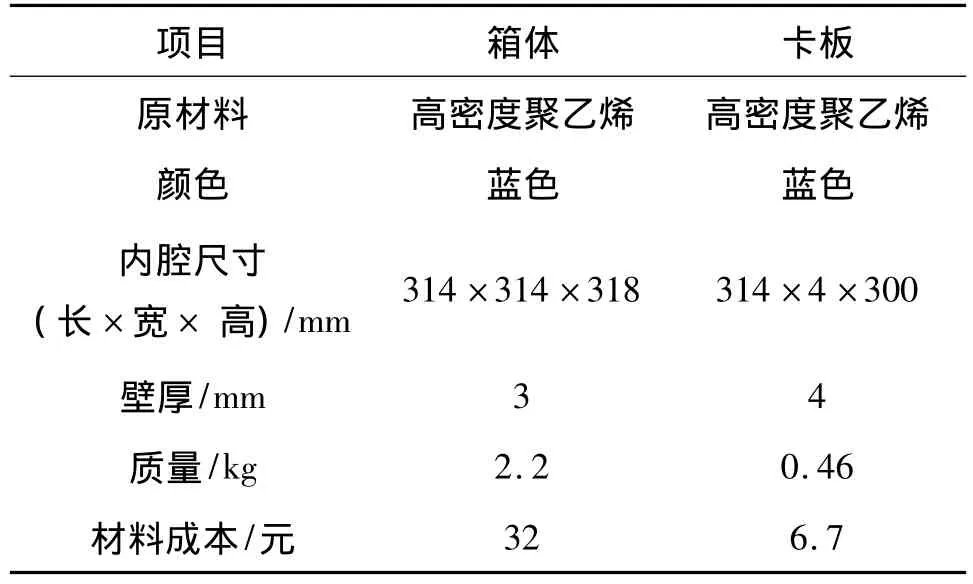
表1 箱体技术参数Tab.1 Technical parameters

图1 箱体结构Fig.1 Box structure
1.2 箱体外壁及加强筋设计
为减少原材料使用,箱体外壁初始设计采用网格+加强筋的结构形式,但该结构形式需要复合开模,增加了注塑模具复杂程度,需增加模具成本约5万元[6]。经过优化设计,确定为外壁封闭+加强筋的结构形式,注塑模具设计为一个方向开模,简化了模具,降低了制造成本。
1.3 箱体提手设计
成品周转箱搬运主要以单人操作为主,考虑装入零部件后的重量,箱体提手成为了搬运便利性和使用寿命的关键。若提手强度不足,就易发生断裂、弯曲现象,直接影响到周转箱的使用效果[7—9]。初始设计为在箱体外壁的中上部挖出一个长方形的提手,缺点在于在装入不同产品的情况下,操作者手指插入时,手指被零部件挡住,无法用力[10]。经过优化设计,改为利用箱体口平面处的翻转结构,增加加强筋形成提手,解决了操作不便问题,箱体外壁及提手结构见图2。

图2 箱体外壁及提手结构Fig.2 The outer wall of the box body and a handle structure
2 箱体注塑加工
2.1 原材料选择
结合工厂塑料制品加工现状,综合考虑各种塑料价格与性能差异[11—12],反复论证后确定周转箱原材料为高密度聚乙烯(1.45万元/吨),同时添加质量分数为20%~30%的碳酸钙,既降低生产成本,又解决了试制过程中出现的箱体、卡板强度不足等问题[13—14]。
2.2 注塑加工
选用1600M3型注塑机,将注塑模具安装在设备上,先对模厚、顶针等工装进行调试,调试完毕,再打开料筒加热按钮,加热0.5 h,直至料筒温度达到设置温度后,启动液压泵。将烘干好的高密度聚乙烯原材料经自动上料装置运送到料斗中。在工艺允许范围内进行调试,并摸索出最佳的工艺参数,其中,温度参数见表2,注塑参数见表3。

表2 温度参数Table2 Temperature parameters ℃

表3 注塑参数Table3 Injection molding parameters
2.3 加工成品及试验结果
对加工出的100套成品周转箱箱体、卡板尺寸、外观质量进行了检验,均满足设计要求。进行了产品装箱及堆垛试验,根据不同产品,通过插入不同位置卡板满足相应的装箱要求,最大装箱质量可达54 kg。在堆垛试验中,将装有54 kg产品的周转箱4个堆垛在一起,静止放置48 h,观察箱体有无变形现象,具体产品装箱示意图见图3,堆垛试验示意图见图4。经一系列试验验证,均满足产品使用要求。将周转箱应用于相关产品生产过程的周转,经一段时间的生产证验,所有周转产品无磕碰现象[15]。

图3 产品装箱示意Fig.3 Product packing diagram

图4 堆垛试验Fig.4 Stacking test
3 结论
生产实践证明,该周转箱设计合理,实现了一箱多用,箱体强度满足使用要求。采用的高密度聚乙烯塑料价格低廉,可回收利用,制造成本较低,箱体制造工艺性良好,适合大批量生产,采用该周转箱可有效解决产品磕碰问题。
[1]奚东.注塑成型中制品的缺陷原因及其对策[J].塑料科技,2000(3):34.XI Dong.Reasons for the Defect of Plastics in Injection Molding and Countermeasure for Them[J].Plastics Science and Technology,2000(3):34.
[2]王利霞,王蓓,申长雨.工艺参数对注塑制品质量的影响研究[J].郑州大学学报(工学版),2003,24(3):62—66.WANG Li- xia,WANG Bei,SHEN Chang - yu.Influence of Processing Parameter on Quality of Plastic Injection Molded Parts[J].Journal of Zhengzhou University(Engineering Science),2003,24(3):62—66.
[3]HUANG M -C,TAI C -C.The Effective Factors in the Warpage Problem of an Injection-molded Part with a Thin Shell Feature[J].Journal of Materials Processing Technology,2001(1):1—9.
[4]夏源,李聪.某汽车零件注塑模设计及成形过程CAE分析[J].精密成形工程,2012,4(4):64—65.XIA Yuan,LI Cong.Design of Injection Mould and Forming CAE Analysis for Automobile Part[J].Journal of Netshape Forming Engineering,2012,4(4):64—65.
[5]伍世棋.电饭煲盖板的注塑模设计[J].精密成形工程,2010,2(4):86 -87.WU Shi- qi.Design of the Injection Mould for Electric Cooker Shell[J].Journal of Netshape Forming Engineering,2010,2(4):86—87.
[6]WYNNE H,IRENE M.Current Research in the Conceptual Design of Mechanical Products[J].Computer - Aided Design,1998,3(7):377—389.
[7]吴梦陵,伍太宾.成形工艺参数对塑件翘曲影响研究[J].精密成形工程,2010,2(6):23—24.WU Meng- ling,WU Tai- bin.Molding Process Parameters on the Plastic Warpage's Influence[J].Journal of Netshape Forming Engineering,2010,2(6):23—24.
[8]屈华昌.塑料成型工艺与设计2版[M].北京:高等教育出版社,2006.QU Hua- chang.Process and Design of Plastic Molding 2nd Edition[M].Beijing:Higher Education Press,2006.
[9]张铭君,李琛,张帅帅.拼装式食品周转箱结构设计[J].包装工程,2012,33(15):58—60.ZHANG Ming - jun,LI Chen,ZHANG Shuai - shuai.Structural Design of Assembled Food Turnover Box[J].Packaging Engineering,2012,33(15):58—60.
[10]CHIN K S,WONG T N.Knowledge- based Evaluation for the Conceptual[J].Computer- Aided Design,2003,6(7):12—22.
[11]MOK C K,K S CHIN,JOHN K L HO.An Interactive Knowledge-based CAD System for Mould Design in Injection Molding Processes[J].The International Journal of Advanced Manufacturing Technology,2001,8(1):27—38.
[12]文劲松,麻向军,刘斌.塑料成型加工模拟技术及软件应用[J].计算机辅助工程,2003(4):56—62.WEN Jin - song,MA Xiang - jun,LIU Bin.Numerical Simulation and Software Application for Plastic Molding Processing[J].Computer Aided Engineering,2003(4):56—62.
[14]汤彦近,刘会霞,王宵.避免滞流效应的浇注系统设计原则[J].模具工业,2005(2):46—49.TANG Yan - jin,LIU Hui- xia,WANG Xiao.The Design Principles for the Runner System to Avoid Hesitation Effects[J].Die & Mould Industry,2005(2):46—49.
[15]杜新胜,薛海妮.改性塑料在汽车中的应用[J].杭州化工,2009(1):24—28.DU Xin - sheng,XUE Hai- ni.Applications of Modified Plastics to Automobiles[J].Hangzhou Chemical Industry,2009(1):24—28.
猜你喜欢
四川水泥(2023年8期)2023-08-18 01:21:00
科技创新与生产力(2021年12期)2021-02-16 13:14:36
现代机械(2018年1期)2018-04-17 07:29:44
上海大中型电机(2017年3期)2017-11-13 03:39:06
铝加工(2017年6期)2017-03-06 13:07:32
铁道科学与工程学报(2015年5期)2015-12-24 12:12:14
汽车维护与修理(2015年6期)2015-02-28 12:17:31
河南科技(2015年2期)2015-02-27 14:20:23
电测与仪表(2014年16期)2014-04-22 05:20:22
河南科技(2014年4期)2014-02-27 14:06:58
