
Sb,Bi元素对Sn-22Sb高温钎料合金组织的影响
2014-09-26 12:33:54甘树德甘贵生王涛杜长华李宏博
精密成形工程 2014年3期
甘树德,甘贵生,王涛,杜长华,李宏博
(1.重庆理工大学材料科学与工程学院,重庆 400054;2.长江师范学院机械与电器工程学院,重庆 408100;3.攀枝花材料工程学院,四川 攀枝花 617000)
传统的高铅钎料如95Pb-5Sn,90Pb-10Sn等,常被作为高温钎料。随着无铅钎料体系逐渐成熟,人们开始把注意力投入到高温无铅钎料的研发中,但至今尚未找到一种与Sn-Pb合金媲美的高铅替代钎料[1—2]。目前国内外对高温无铅钎料的研究主要集中在Bi基合金、Au基合金、Zn基合金和Sn-Sb基合金等几类钎料。Au基合金强度高、导电和导热性优良,耐蚀性强,焊接时可以不需要助焊剂,保证了芯片的清洁;但Au基合金较硬、抗拉强度高、伸长率较低、可加工性差,最为重要的是Au基合金成本太高,因此适用场合极为有限[3—4]。Bi-Ag钎料价格比Au-20Sn钎料便宜,但是该合金脆性大,加工性差,与基体结合强度弱,性能较差,故实际应用仍然存在问题[5—10]。Zn -Al和 Zn - Al-Cu系二元及多元合金,成本较低,具有价格优势,但工艺性能和加工性能均有待提高,尤其是要改善与基板的润湿性、降低熔化温度和提高焊点可靠性等[11—14]。Sn-Sb钎料作为最具有前途的高温钎料之一,Sn-5Sb合金熔点偏低,Sn-10Sb合金的熔点则有所提高,但开始熔化温度变化不大,为230℃左右,熔化温度太低而无法很好地应用在二次回流焊,国内外学者对 Sn-Sb钎料合金进行了一些研究[15—17]。文中选择Sn-Sb合金为研究对象,添加Bi,Sb后,研究其对钎料组织的影响。
1 实验方法
将称量好的原材料(分析纯 Sn,Sb,Bi,其纯度均为99.99%),放入多功率熔炼炉中熔炼。为保证合金的均匀性,将合金保温(炉面温度400℃)并反复熔炼3次,约30 min后,用小号不锈钢钥匙清除表面的氧化渣,随即迅速浇铸在不锈钢平盘中冷却成片状合金。采用10℃/min的升温速率进行DSC测试,采用DX2500型X射线衍射仪进行物相分析。
2 结果与讨论
2.1 Sn-xSb(x≤22)合金的显微组织
图1为Sn-Sb合金相图[18],在共析点(Sn-6.2 Sb)发生L+Sb2Sn3→β-Sn反应,其组织为含锑的固溶体β-Sn相。图2分别为Sn-5Sb和Sn-10Sb,Sn-22Sb及其放大的显微组织,可以看出合金基体中灰色的为β-Sn,白色点状和块状为Sb2Sn3金属间化合物。随着Sb含量的增加,Sb2Sn3金属间化合物数量明显增加,尺寸变大但形状没有规律。
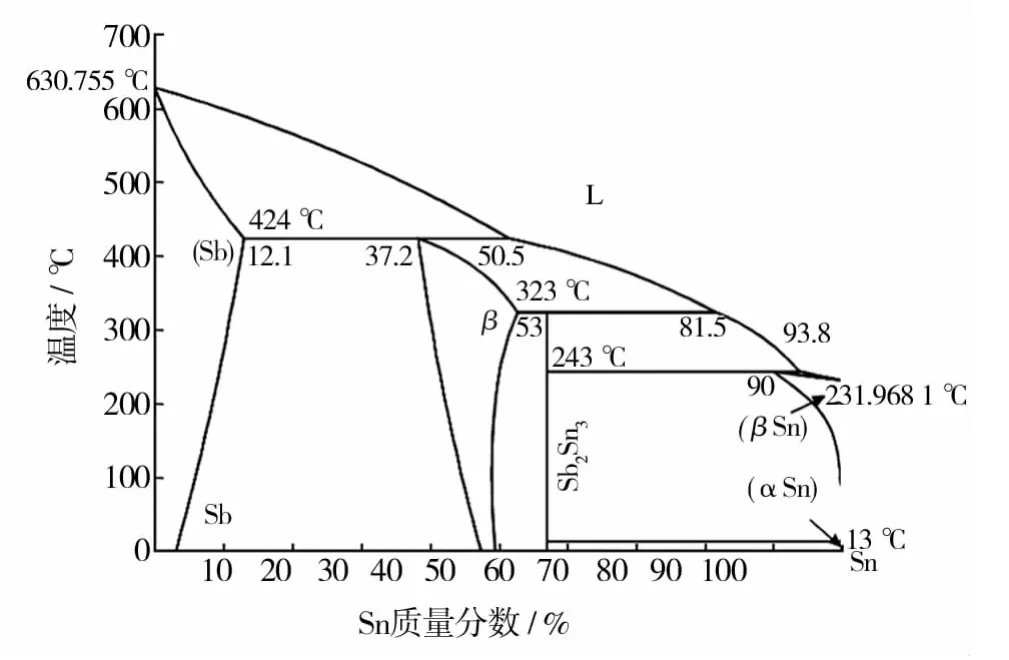
图1 Sn-Sb合金相图[18]Fig.1 Sb - Sn phase diagram[18]
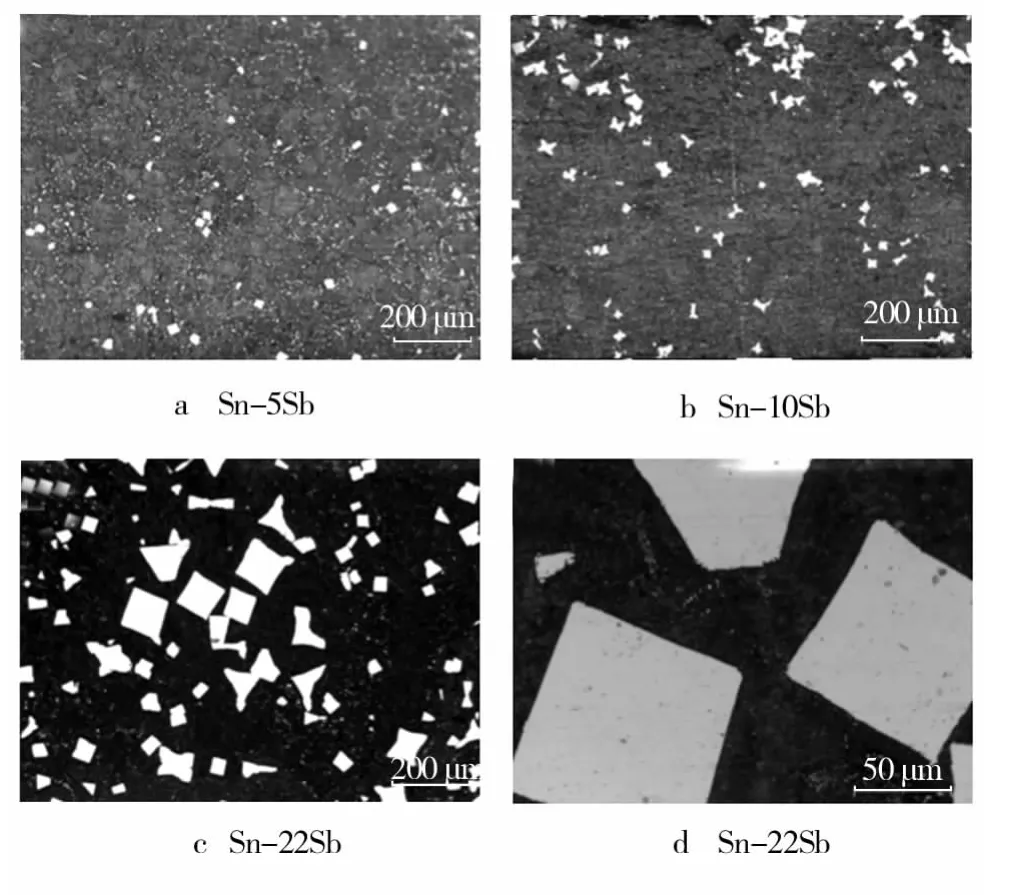
图2 Sn-5Sb,Sn-10Sb和Sn-22Sb钎料的显微组织Fig.2 Microstructure of Sn-5Sb,Sn-10Sb,and Sn-22Sb alloy
2.2 Bi对Sn-22Sb钎料合金组织的影响
图3为Sn-Sb-Bi三元系的液相面投影图(α为BiSb匀晶相,γ为富Sn相)[19],可以发现,(Sn-22Sb)-xBi(x≤6)合金中除Sb2Sn3和β-Sn外,不存在其他相。图3为Sn-22Sb钎料添加Bi的组织,对比Sn-22Sb发现,(Sn-22Sb)-xBi合金中没有其他新相的生成,但随着Bi的添加,大块Sb2Sn3金属间化合物等组织逐渐细化和均匀化,而且数量急剧增加,这说明Bi元素的添加不仅有利于细化组织,而且有利于Sb2Sn3金属间化合物的形成。
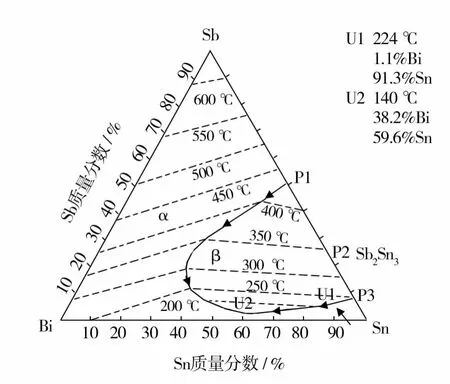
图3 Sn- Sb-Bi三元系的液相面投影图[19]Fig.3 Liquidus surface in the Bi- Sn - Sb system[19]
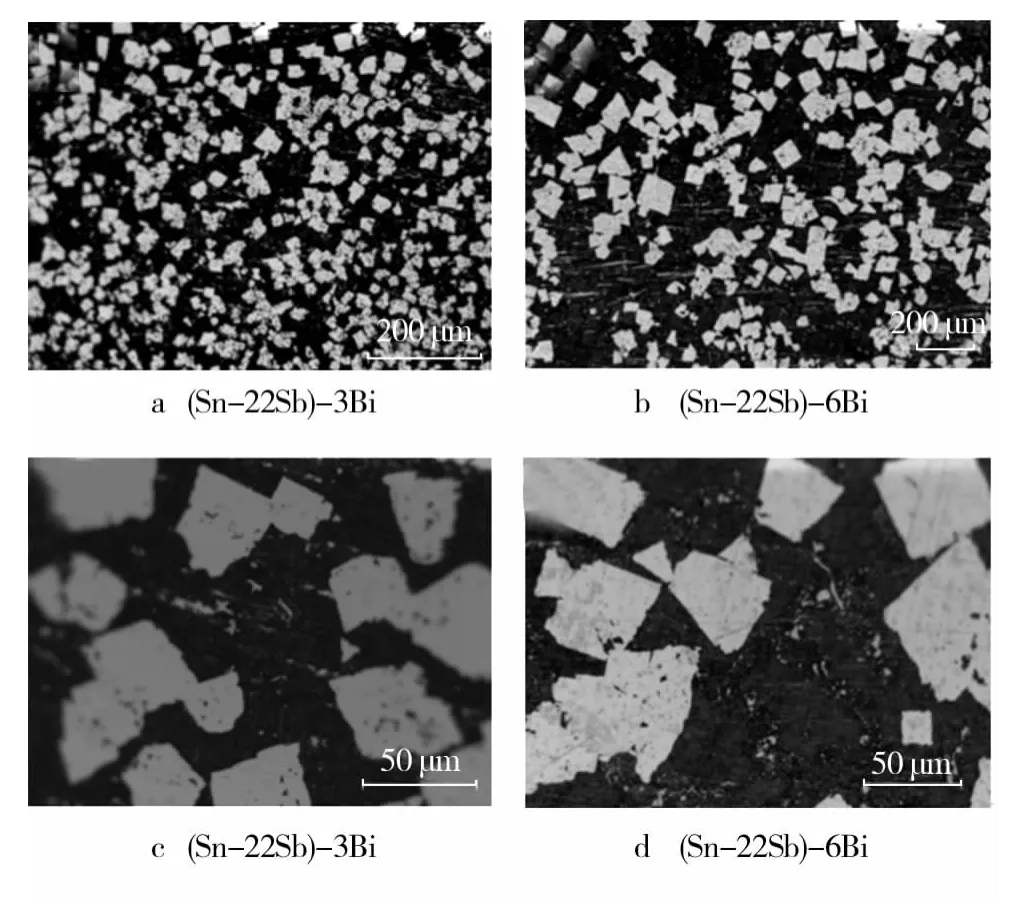
图4 (Sn-22Sb)-3Bi,(Sn-22Sb)-6Bi钎料的显微组织Fig.4 Microstructure of(Sn-22Sb)-3Bi and(Sn-22Sb)-6Bi alloy
2.3 Sb对Sn-22Sb钎料合金组织的影响
图5为Sn-44和Sn-50Sb合金的显微组织,可以看到Sn-50Sb合金中几乎全部为表面粗糙的化合物和少量的固溶体β(Sn)。结合Sn-22Sb和Sn-50Sb钎料的XRD(见图6)发现,这些表面粗糙的化合物为β-SnSb。当Sb的质量分数增加到50%时,β-SnSb逐渐变为粗大的块状。
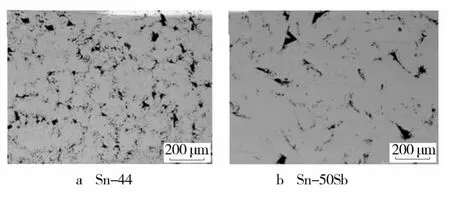
图5 Sn-44和Sn-50Sb合金的显微组织Fig.5 Microstructure of Sn-44 and Sn-50Sb alloy
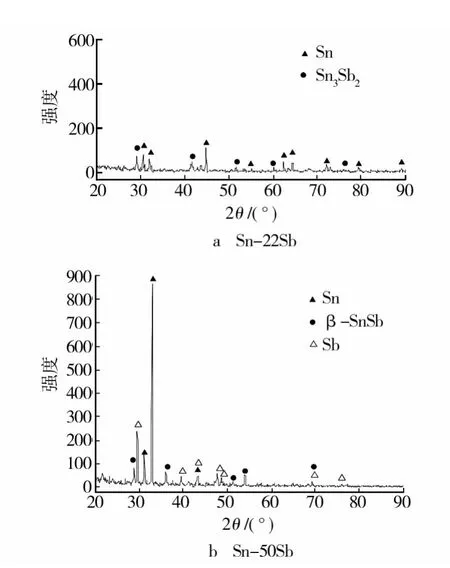
图6 Sn-22Sb和Sn-50Sb合金的XRDFig.6 XRD of Sn-22 and Sn-50Sb alloy
图7为Sn-22Sb和Sn-50Sb钎料合金的DSC曲线,可以发现Sn-22Sb在248.1℃和309.6℃只有2个拐点,分别对应着β-Sn→L+Sb2Sn3共析反应温度和Sb2Sn3金属间化合物熔化温度。由于金属间化合物量小,共析反应量不明显,所以第2个吸热峰很弱;Sn-50Sb合金在343.6℃和421.6℃也只有2个拐点,结合相图可以发现,其对应着Sb2Sn3金属间化合物熔化温度和L+β-SnSb→Sb2Sn3的反应温度。同样由于Sb2Sn3金属间化合物很少,共析反应的量非常大,前2个峰几乎重叠在一起,且第2个吸热峰无限接近相图的理论值(424℃)。
Sn-50Sb钎料合金的DSC曲线表明,Sn-50Sb钎料合金的开始熔化温度较Sn-22Sb合金有所提高,在300℃以上(超过250℃),有望应用在二次回流焊。然而,其液相线温度峰值达到421.6℃,略微偏高,因此有必要通过添加其他合金元素,降低其液相线温度。
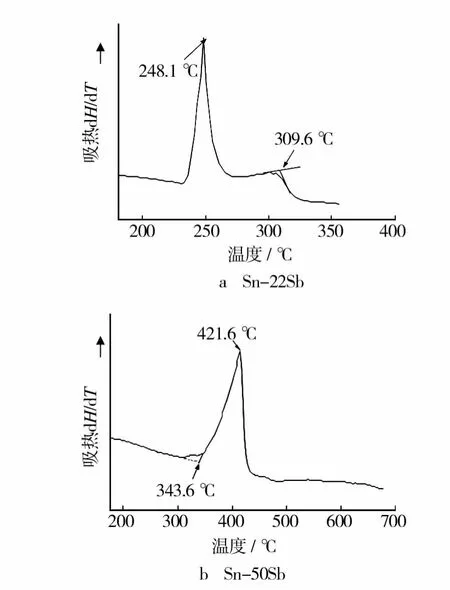
图7 Sn-22Sb和Sn-50Sb钎料的DSC曲线Fig.7 DSC of Sn-22 and Sn-50Sb alloy
3 结论
1)Sn-22Sb钎料合金主要由灰色的β-Sn和白色块状的 Sb2Sn3构成。添加少量的 Bi,大块Sb2Sn3金属间化合物逐渐细化,数量却急剧增加。
2)添加大量的Sb后,Sb2Sn3组织消失,合金几乎全部为粗大的块状β-SnSb组织。Sn-50Sb钎料合金的开始熔化温度较Sn-22Sb合金有所提高,有望应用于二次回流焊。
[1]杜长华,陈方.电子微连接技术与材料[M].北京:机械工业出版社,2008.DU Chang-hua,CHEN Fang.Electronic Micro- connection Technology and Materials[M].Beijing:Mechanical Industry Press,2008.
[2]甘贵生,杜长华,甘树德.电子微连接高温无铅钎料的研究进展[J].功能材料,2013,44(B06):28—35.GAN Gui-sheng,DU Chang - hua,GAN Shu - de.Development of High-temperature Lead-free Solder in E-lectronic Micro - connection[J].Journal of Functional Materials,2013,44(B06):28—35.
[3]CHIDAMBARAM V,HATTEL J,HALD J.High - temperature Lead - free Solder Alternatives[J].Microelectron Eng,2011,88:981—989.
[4]ZENG G,McDONALD S,NOGITA K.Development of High- temperature Solders:Review[J].Microelectronics Reliability,2012,52:1306—1322.
[5]SHI Y W,FANG W P,XIA Z D,et a1.Investigation of Rare Earth-doped BiAg High-temperature Solders[J].Journal of Materials Science:Materials in Electronics,2010,21(9):875—881.
[6]LALENA L N,DEAN N F,WEISER M W.Experimenta1 Investigation of Ge-doped Bi-11Ag as a New Pb-free Solder Alloy for Power Die Attachment[J].J Electron Mater,2002,3l(11):1244—1249.
[7]FIMA P,GASIOR W,SYPIEN A,et a1.Wetting of Cu by Bi- Ag Based Alloys With Sn and Zn Additions[J].J Mater Sci,2010,45:4339—4344.
[8]SONG J M,CHUANG H Y,WU Z M.Interfacial Reactions between Bi-Ag High-Temperature Solders and Metallic Substrates[J].Journal of Electronic Materials,2006,35(5):1041—1049.
[9]SHI Y W,FANG W P,XIA Z D,et a1.Investigation of Rare Earth-doped BiAg High-temperature Solders[J].Journal of Materials Science:Materials in Electronics,2010,21(9):875—881.
[10]FIMA P,GASIOR W,SYPIEN A,et a1.Wetting of Cu by Bi- Ag Based Alloys with Sn and Zn Additions[J].J Mater Sci,2010,45:4339—4344.
[11]LI Li,LIU Yong -chang,GAO Hui-xia,et a1.Phase Formation Sequence of High-temperature Zn-4Al-3Mg Solder[J].J Mater Sci:Mater Electron,2013,24:336—344.
[12]MAHMUDI R,ALIBABAIE S.Elevated - temperature Shear Strength and Hardness of Zn-3Cu-xAl Ultrahigh -temperature Lead -free Solders[J].Materials Science & Engineering A,2013,559:421—426.
[13]MAHMUDI R,ALIBABAIE S.Microstructure and Creep Characteristics of Zn-3Cu-xAl Ultra High-temperature Lead - free Solders[J].Materials and Design,2012,39:397—403.
[14]CHENG Fang - jie,GAO Feng,WANG Yan,et a1.Sn Addition on the Tensile Properties of High Temperature Zn-4Al- 3Mg Solder Alloys[J].Microelectronics Reliability,2012,52:579—584.
[15]EL-DALYA A A,FAWZYB A,MOHAMADA A Z,et a1.Microstructural Evolution and Tensile Properties of Sn-5Sb Solder Alloy Containing Small Amount of Ag and Cu[J].Journal of Alloys and Compounds,2011,509:4574—4582.
[16]PLEVACHUK Y,SKLYARCHUK V,YAKYMOVYCH A,et a1.Electrical Conductivity and Viscosity of Liquid Sn -Sb - Cu alloys[J].J Mater Sci:Mater Electron,2011,22:631—638.
[17]ZENG Q L,GUO J J,GU X L,et a1.Wetting Behaviors and Interfacial Reaction between Sn-10Sb-5Cu High Temperature Lead-free Solder and Cu Substrate the Sn-10Sb - 5Cu Solder were 230.6 and 242.0C,Respec-tively[J].J Mater Sci Technol,2010,26(2):156—162.
[18]OKAMOTO H.Sb-Sn(Antimony-Tin)[J].Jpedav,2012,33:347.
[19]VASSILIEV V,LELAURAIN M,HERTZ J.A New Proposal for the Binary(Sn,Sb)Phase Diagram and Its Thermodynamic Properties Based on a New Emf Study[J].Journal of Alloys and Compounds,1997,247(1):223—233.
猜你喜欢
昆明理工大学学报(自然科学版)(2023年2期)2023-05-08 05:32:30
陶瓷学报(2021年3期)2021-07-22 01:05:00
沈阳大学学报(自然科学版)(2017年4期)2017-09-22 09:47:00
电子制作(2017年20期)2017-04-26 06:57:40
中国设备工程(2017年22期)2017-01-20 15:04:33
上海金属(2016年3期)2016-11-23 05:19:43
焊接(2016年2期)2016-02-27 13:01:16
物理化学学报(2015年7期)2015-12-30 12:12:56
焊接(2015年9期)2015-07-18 11:03:53
河南科技(2014年3期)2014-02-27 14:05:50
