
渣池助熔技术制备阳极钢爪材料的性能研究
2014-09-08 03:28陆德平漆艳军付青峰王日昕饶云福
江西科学 2014年6期
陆 磊,陆德平,邹 晋,漆艳军,付青峰,周 喆,王日昕,饶云福
(1.江西省科学院应用物理研究所,330029,南昌;2.南昌大学,330031,南昌;2.江西世星新材料科技有限公司,330100,南昌)
渣池助熔技术制备阳极钢爪材料的性能研究
陆 磊1,陆德平1,邹 晋1,漆艳军2,付青峰1,周 喆1,王日昕1,饶云福3
(1.江西省科学院应用物理研究所,330029,南昌;2.南昌大学,330031,南昌;2.江西世星新材料科技有限公司,330100,南昌)
引入电渣冶金技术,利用助熔剂渣池保护技术制造方法,制备阳极再生材料。利用金相、SEM、热膨胀仪等手段对再生阳极的性能进行测试。结果表明,得到再生材料的抗拉强度和导电性优于现有的焊接技术修复的阳极钢爪材料,所制备的钢爪实现了再生材料与导电杆的全截面连接,大大降低电解铝生产的电能和阳极钢爪消耗。
阳极再制造;阳极钢爪;电阻率;抗拉强度
0 引言
现代电解铝工业生产采用冰晶石-氧化铝电解熔盐的霍尔-埃鲁特法生产金属铝,它的电路特点是低电压、强直流,回路当中任何一个导电的部件都会影响电解效率。电路采用低电阻值设计,以降低电解槽外部电压降,减少能耗。电解用阳极钢爪是电解槽关键导电部件,设计的阳极爪头有4、6、8头以适应不同的功率的电解槽。当电解开始时,钢爪通过强大直流电流,同时受到高温熔融电解液侵蚀,长期的腐蚀,钢爪腿部位逐步侵蚀变细,接触面变小,电阻值变大,强电流通过产生热量增加,从而加剧阳极电能消耗,钢爪支撑碳块强度下降。因此,阳极钢爪失效后,需要及时更换,以保证电解的电路特性。阳极钢爪既是电解槽重要的导电部件,又是电解铝生产的关键易耗件,因此它的强度与导电性能直接影响到电解铝企业的材料消耗、能耗和生产效率[1-2]。
多年来围绕钢爪导电性能影响因素展开研究与实践,提出了多种设计、成形工艺等方法。企业为降低材料消耗,采用电焊的方式修复电解铝阳极钢爪,即先从阳极钢爪上将钢爪腿腐蚀变细的部位去除,然后用一段材质和直径均与钢爪腿相同的新钢棒通过电焊的方法焊接到钢爪腿上,修复之后的钢爪腿长度恢复到新钢爪的钢爪腿的长度,使之可以再度用于电解铝的生产[3-4]。
本文引入电渣冶金技术[5-8],利用助熔剂渣池保护技术实现再生材料与阳极钢爪母材全接截面冶金结合,在最大程度上保证阳极钢爪截面与导杆最大的结合。再生阳极材料与阳极钢爪结合截面积越大,电阻值越小,电流密度越小,能耗就越低;同时,结合面强度与结合面成正比关系,当结合面越大,结合强度也就越高,阳极的支撑强度更高。
1 再生阳极制备实验方法
本文利用助熔焊接全截面再生阳极技术,对所制备的再生阳极与残余阳极母材结合组织结构、强度特性与导电性能进行测试分析。实验材料制备方法如下,将阳极钢棒与导杆分别作为导电熔池的2个电极,在助熔渣的保护下自耗电极与残余阳钢爪产生高温电弧,通过控制供电参数,将助熔渣池温度保持在1 700~1 860 ℃,自耗电极采用与残余阳极成分相同材料,再生阳极以消耗自耗电极的方式经过助熔池以熔滴态与残余阳极面结合,并在两者结合面形成再生阳极材料,由于自耗电极不断消耗以补充熔池形成全面接触以达到全截面结合,从而制得再生阳极[5-8](如图1)。图1下方为残余阳极,上端为再生材料阳极。图中实验材料从再生材料(含结合面)与阳极母材结合部分选取,材料牌号Q235A,利用带锯切取试样,进行化学成分、金相组织、材料膨胀系数、电阻率及拉伸强度测试。
材料组织观察使用4%硝酸酒精溶液腐蚀试样,侵蚀时间约为45-60 s,分别采用Leica DMI3000M万能材料显微镜、FEI quanta 200型扫描电镜观察组织;力学性能测定是在SANS万能电子材料试验机上采用φ10标样,跨距为115 mm进行多样拉伸试验;通过扫描电镜观察拉伸试样的断口形貌,分析材料的断裂机理;材料物理性能测试:采用的20 mm×3 mm×3 mm试样,在PCY型高温卧式膨胀仪上进行材料热膨胀系数测定;以LX-9853通用导体电阻夹具夹持,在QJ57直流双臂电桥进行电阻率测试。
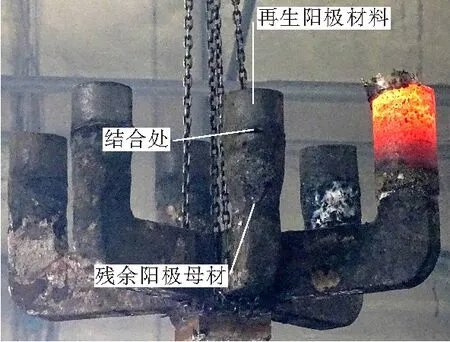
图1 再生阳极钢爪
2 测试结果与分析
2.1化学成分分析
化学成分分析取自结合面的两边再生长区和残余阳极,对取样区域进行碳、硅、锰、磷、硫元素分析,其主要的化学元素成分碳、硅、锰含量非常接近。材料中的磷、硫测试结果如表1。
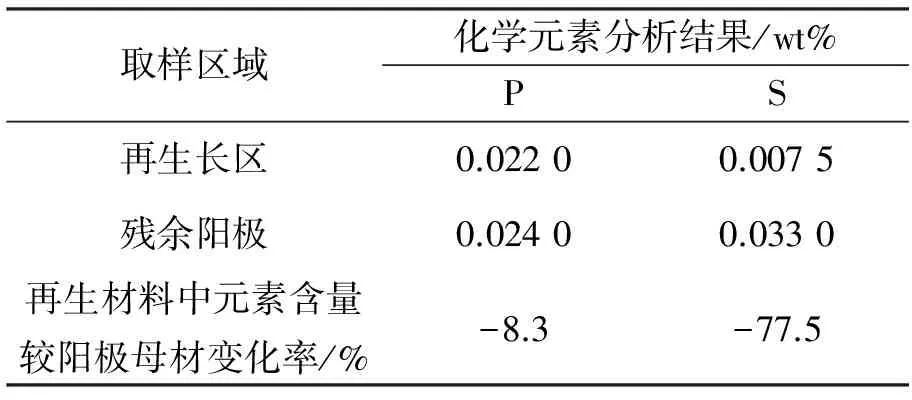
表1 化学元素磷、硫测试结果
采用渣池保护熔融再生方法实现阳极钢爪制造,由于再生材料组熔渣池的作用,材料中的碳、硅、锰元素仍保持,而材料中其硫元素的含量经化学分析测试,远远低于残阳极材料中的硫元素含量;材料在再生过程中经过渣洗过程,并且进行快速冷却,材料的致密度高于铸造成型的残余阳极[5]。
2.2材料组织形貌
实验材料成份为Q235取自包括再生材料(含结合面)与残余阳极,试样中间为二者的结合面。图2为再生材料与残余阳极结合SEM照片。图2、图3中B区均为再生材料,A为阳极母材,A与B交界处为接合处。A区与B区组织形貌差异较大,A区形貌多为针状结构,A区多为针状渗碳体;B区显示组织有明显的晶界,其显微组织为魏氏体组织。由于A区为阳极母材是经浇铸加工成形,组织保持原有组织特征;B区是通过二次冶金获得,主要是二次熔融生长热量大,形成粗晶,而在成形生长时冷却快,铁素体主要沿晶界析出而成,还有少部分从晶界按切变机制向晶内析出,如图3SEM中C区。A、B区组织明显差异主要原因是两者的成形工艺不同,A区组织继承残余阳极材料的浇铸态组织,而B区经过渣洗再生熔铸。

图2 试样结合区金相显微组织

图3 试样结合区域SEM组织
2.3材料拉伸强度
材料拉伸强度实验结果,其中阳极母材和再生材料(含结合面)拉伸强度均值为417 MPa。带有结合区的再生材料试样拉伸断口位置均处于阳极母材部分,结合处完好。国家标准中母材(Q235A)型材的拉伸强度下限为375 MPa,制备的材料试样的拉伸强度符合国家标准。
图4为拉伸断口完整形貌照片,图5为断口放大形貌扫描照片,放大区域倍数为1 000倍。从形貌照片看,断面颜色灰暗,金属光泽弱。照片中基本没有纤维区。图5所示断口表面的晶界有大小不一的数量较多的圆形或椭圆形韧窝。断口分析机理说明是显微空洞生核、长大、连接的结果,进一步提示材质疏松或有第二相杂质。

图4 拉伸试样断口完整形貌
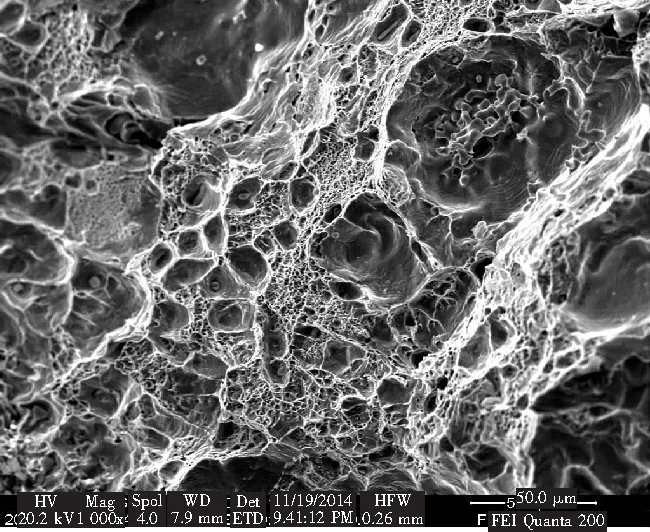
图5 断口区放大形貌
试样的断口位置均处于母材中,这充分说明,由于再生阳极结合面强度高于阳极母材。金相组织证明,再生长区材质纯净、非金属夹杂、偏析等缺陷少。化学成份分析结果也表明材料中不利材料拉伸强度的元素P、S元素在再生材料部分远低于阳极母材。
2.4材料热膨胀性能
为比较再生材料(含结合面)与阳极材料结合,实验采用结合材料与阳极母材进行热膨胀系数测定,测试环境温度从100~500 ℃。图6为平均线膨胀系数-温度曲线关系曲线。
从图6可见,随温度的升高,焊接试样及母材的平均热膨胀系数逐渐增大。100~200 ℃时,焊接试样热膨胀系数随温度增大速度较快,曲线斜率大于母材,温度大于200 ℃,母材与焊接试样曲线斜率相近。图5结果可见,再生材料与母材在各个温度区间平均线膨胀系数非常接近,随着温度的升高,阳极母材与再生试样材料热膨胀系数较接近,接近材料工作温度区间400~500 ℃位移量相近,内应力变化非常小。说明含结合面的材料与母材热形变相近。从而保证了工作时的结合强度。
2.5导电性能
试验方法采用四接点接线方式和双电桥结构的凯尔文电桥,排除接触电阻和导线附加的电阻影响,对再生试样(含结合面)与母材的电阻率进行测定,将待测低电阻和已知的标准电阻相比较,从而精确测出低电阻,得出阳极母材和再生材料(含结合面)的电阻率分别为0.168 22和0.167 22 Ω·mm2/m。实验结果表明,再生材料(含结合面)比阳极母材的电阻率要小,说明再生材料区的P、S元素含量,尤其是S含量远低于钢爪铸钢母材,不仅提高了材料的强度和韧性,同时改善了材料的导电性能。
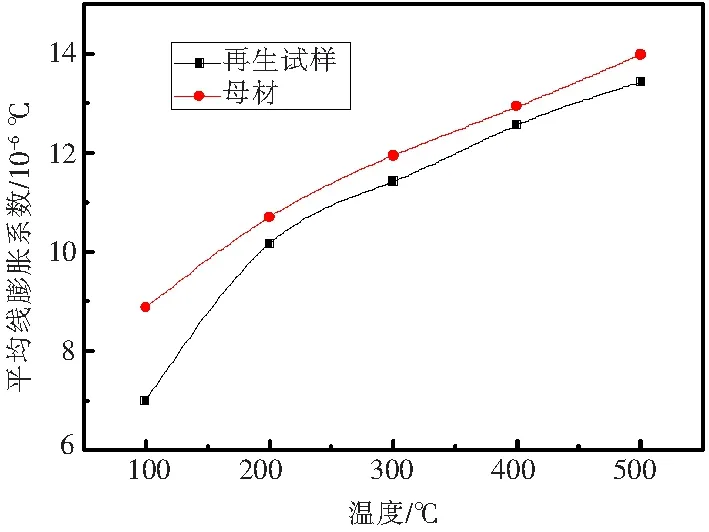
图6 平均线膨胀系数-温度曲线
利用本文方法制备了一批再生阳极钢爪,经铝厂电解槽现场实验,阳极钢爪再制造技术修复的钢爪压降值平均降下2.47 mV,小于全新钢爪阳极电压压降值。
3 结论
阳极钢爪渣池保护全截面熔焊再制造技术,实现了再生阳极材料与残余阳极全截面结合。再生阳极区组织P、S含量低于阳极母材,组织均匀,再生结合阳极钢爪的拉伸强度及导电性均优于母材。再生结合区阳极材料的热膨胀系数与阳极材料在400~500 ℃工作温度区间非常接近,减少因热胀产生的材料结合内应力。本文研发的电解铝阳极钢爪再制造技术,经现场实验,可以大大降低电解铝生产的电能和阳极钢爪消耗,可获得显著的节能降耗效果。
[1] 王从曾,赵天德,贾柏林,等.提高阳极钢爪导电性能的途径[J].轻金属,2002(10):37-39.
[2]王宁,傅骏,刘江.阳极钢爪常见缺陷及质量控制[J].设备维修,2009(3):52-54.
[3]邱竹贤.预焙槽炼铝[M].北京:冶金工业出版社,2005.
[4]王平甫.铝电解炭阳极生产与应用[M].北京:冶金工业出版社,2005.
[5]李正邦.电渣熔铸理论与实践[M].北京:高新技术应用出版社,1996:255.
[6]李正邦.电渣炉原理与工艺[M].北京:高新技术应用出版社,1996:214.
[7]李正邦.特种冶金技术[J].特殊钢,2002,23(6):1.
[8]李正邦.电渣冶金原理及应用[M].北京:冶金工业出版社,1996.
StudyontheRemanufacturingMaterialPropertiesofAnodeSteelClawMadebytheSlagProtectionTechnology
LU Lei1,LU Deping1,ZOU Jin1,QI Yanjun2,FU Qingfeng1,ZHOU Zhe1,WANG Rixin1,RAO Yunfu3
(1.Institute of Applied Physics,Jiangxi Academy of Sciences,330029,Nanchang,PRC;2.Nanchang University,330031,Nanchang,PRC;2.Jiangxi Shi Star New Material Technology Co.Ltd,330100,Nanchang,PRC)
The method of special slag protection metallurgy technology is applied in remanufacture that it is make the renewable material anode steel claw in Electrolytic aluminum industry.The mechanism of material properties are also investigated by metallography,SEM,and thermal expansion instrument testing etc.The results show that the tensile strength of recycled materials and electrical conductivity is superior to the existing anode claw materials.It will greatly reduce the consumption of electricity and material of the anode steel claw in electrolytic aluminum production by this remanufacturing technology.
remanufacturing technology;anode steel claw;electrical conductivity;tensile strength
2014-10-20;
2014-11-28
陆 磊(1967-),男,研究员,从事金属材料方面的研究工作。
江西省科技支撑计划项目(2012BBE50032)。
10.13990/j.issn1001-3679.2014.06.002
TF141
A
1001-3679(2014)06-0756-04
猜你喜欢
化工管理(2022年14期)2022-12-02
理化检验(物理分册)(2022年11期)2022-11-22
宁夏电力(2022年1期)2022-04-29
贵金属(2021年1期)2021-07-26
陶瓷学报(2021年1期)2021-04-13
材料科学与工程学报(2016年1期)2017-01-15
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
山东冶金(2015年5期)2015-12-10
船舶标准化工程师(2015年5期)2015-12-03
