
自动定心辊及辊组的纠偏控制原理及应用
2014-08-11 14:47:57曹宪勇
冶金设备 2014年6期
曹宪勇 吴 强
(中冶京诚工程技术有限公司 北京100176)
·技术分析·
自动定心辊及辊组的纠偏控制原理及应用
曹宪勇①吴 强
(中冶京诚工程技术有限公司 北京100176)
介绍了4种基本形式的劳林(Lorig)自动定心辊及由其组成的定心辊组,能起到带材自动调心作用,这种定心辊组特别适用于宽而薄的带材,是一种非常经济、有效的定心方法。
圆柱形辊 鼓形辊 凹形辊 纠偏辊 自动调心辊 定心辊组
带钢连续生产线上,带钢跑偏的原因多种多样,如:①带钢板形不平直;②旋转辊子的制造精度低;③辊子安装偏差较大等原因均会使带钢出现跑偏现象。下面介绍4种辊型调心辊和由其组成的调心辊组,能够起到自动调心的作用,可以解决带钢跑偏问题,这种辊型特别适用于宽而薄的带钢(也适用于其他金属带材、塑料、纺织品等),是一种很经济有效的定心方法(本文中出现的“纠偏”和“定心”意思相同)。
1 带钢跑偏原因
1.1 几种常见板形对定心的影响
以下是生产中遇到的多种板形如图1所示,并且多种板形存在同一卷钢卷中的情况也是常有的事。从表1可以看出,镰刀弯带钢(图1中图a、d、f)和瓢形带钢(图1中图g),对定心影响较大。一般来说,冷轧带钢板形好于热轧带钢板形,对跑偏影响会小些。
1.2 旋转辊表面对定心的影响
除了辊子轴线不平行度对跑偏有很大影响外,辊子表面形状对定心也有一定影响。如辊面凹度会使带钢出现跑偏。尤其是在高速机组中,凹面辊常常会使带钢出现左右交替的跑偏现象,这是无法控制的。
1.3 设备安装偏差对定心的影响
设备安装精度低,会使各辊轴线产生不平行及不垂直,这样就使带钢出现跑偏。辊子轴承座的刚度太小也是带钢跑偏的原因。
此外,带钢横向刚性小(t(辊距)/b(带宽)值小)、机组速度高、机组长度长、张力小等都是影响带钢跑偏的因素。带钢连续生产线上,带钢跑偏是客观存在的,是不可避免的,往往由于跑偏问题没有得到解决,影响到正常生产,给企业造成损失,如何采取有效措施减少带材跑偏,使跑偏量控制在允许范围内,满足生产要求,多年来,许多科技工作人员一直在为之努力。
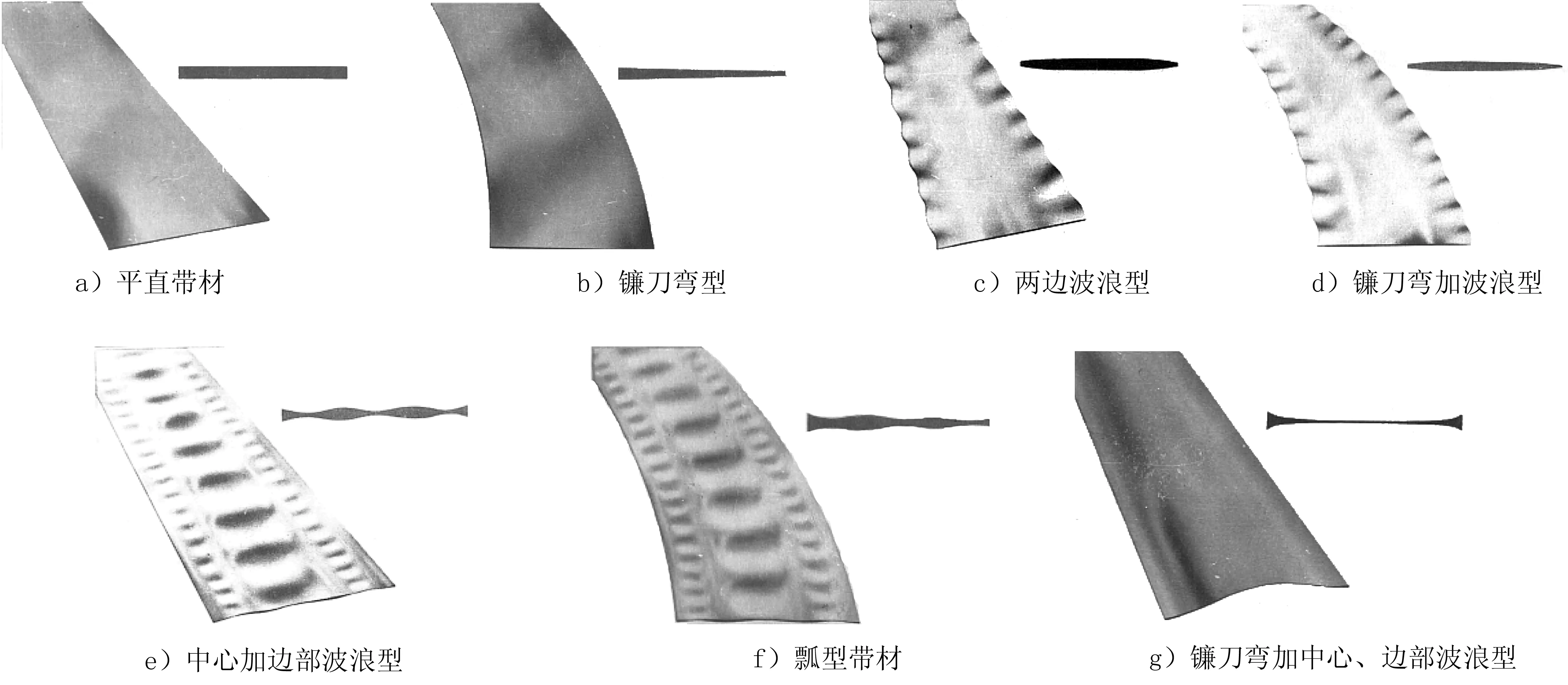
图1 生产中几种常见板形
序号图形带材板形带材运行状况运行特点大张力对运行情况的影响备注1a平直带材好跑偏依然存在跑偏减少,但仍不能完全消除理想状态,几乎没有2b镰刀弯型差单侧跑偏跑偏减少,但不能消除,且形成波浪3c直的两边波浪型最好交错倾斜、比平直带钢还好几乎没有影响4d镰刀弯加波浪型差易跑偏有可能破坏带材5e中心加边部波浪型较差不能稳定运行可改善运行状况6f镰刀弯加中心、边部波浪型最差易跑偏,运行困难有可能破坏带材7g瓢性带材最差运行困难作用不大
尽管加大张力可以减少带材跑偏,张力增大,设备重量及能耗也要增加,投资相应增加,过大的张力还会使带钢产生永久变形,拉伤带钢,靠加大张力减少带材跑偏不是好的方法。
2 带材在圆柱形辊子上运行的基本原理
在定义“平面作用原理”和“螺旋作用原理”之前,先解释几个名词。
1)圆平面:与圆柱体辊子轴线相垂直所截的平面,称为圆平面。
2)辊子线:圆平面的外轮廓线称为辊子线,如图2所示。
3)辊身长度元素:两个相邻无穷相近的圆平面之间的距离,称为辊身长度元素,用ΔL表示,如图2所示。
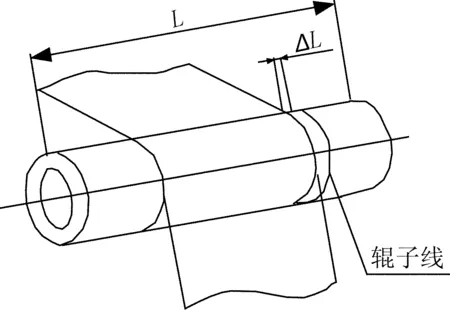
图2 带钢在圆柱辊子上运行
4)带材素线:平直的带材上,平行于带材中心线的线条,称为带材素线,见图3。
5)窄条元素:两个相邻无穷相近的带材素线之间的距离,称为窄条元素,用Δb表示,见图3。
平面作用原理:假设带材在圆柱形辊子表面上运行,不出现跑偏时,带材素线与辊子线完全吻合,就是所谓的“平面作用原理”。
螺旋作用原理:假设带材上任何素线相对于辊子线有任何偏移时,带材在辊子上就按螺旋线路运行,带材素线与辊子线之间夹角“θ”称为螺旋角,就是所谓的“螺旋作用原理”,见图4。
用“平面作用原理”和“螺旋作用原理”可以解释:①凹形辊不具有定心作用。②被动状态下的理想普通圆柱形辊子具有定心作用,但是理想普通圆柱形辊子是不存在的,因为辊子使用一段时间后,辊面会成为凹形,所以普通圆柱形辊子是不能起到定心作用的。③鼓形辊具有定心作用。这里略掉论证过程。
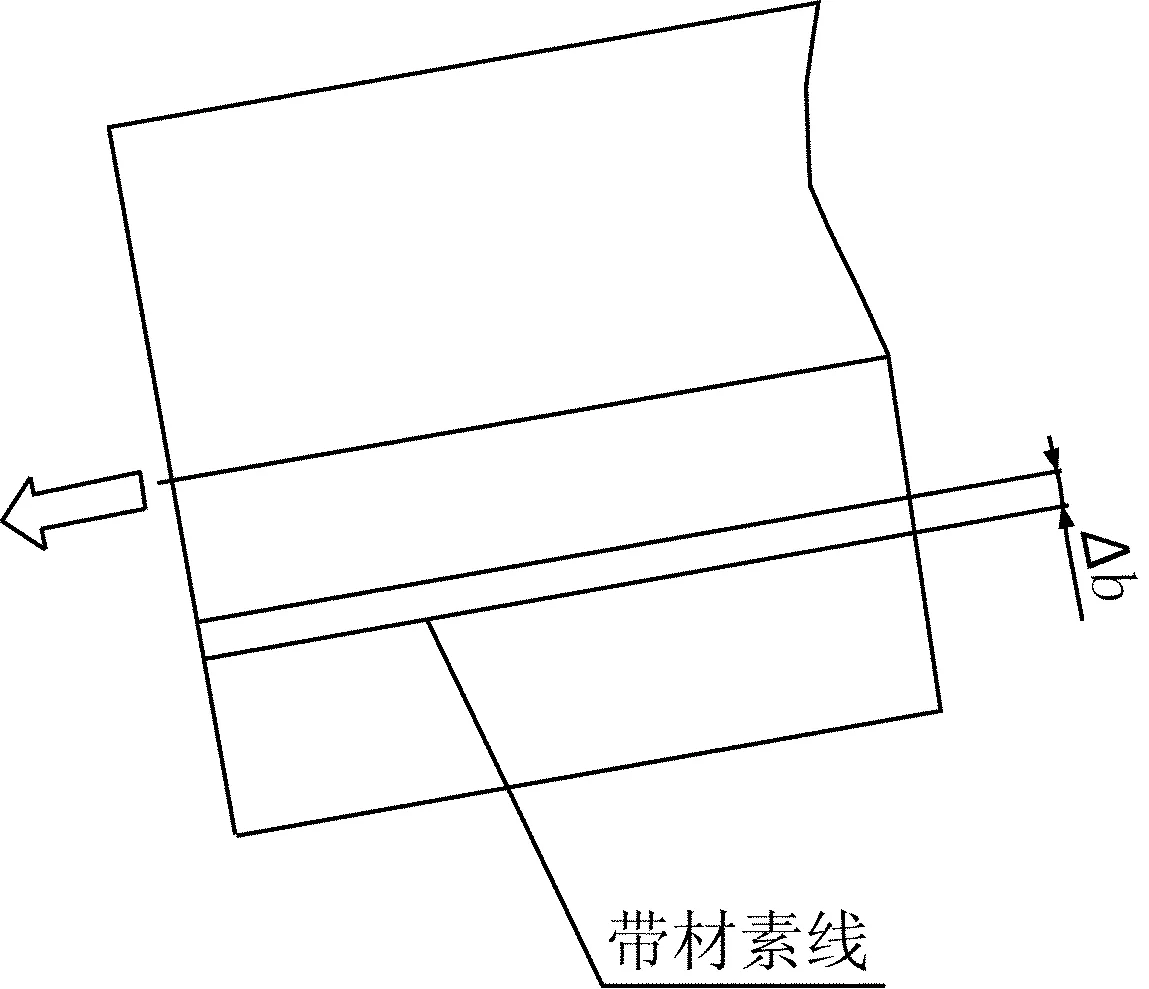
图3 带钢宽度方向示意图
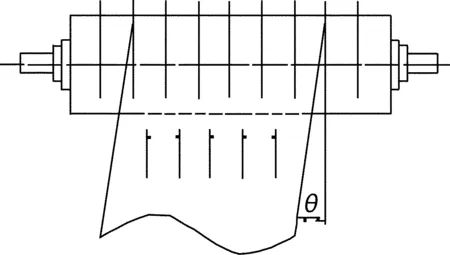
图4 带钢按螺旋运行
3 自动调心辊的基本形式及定心原理
下面介绍的4种辊型是劳林定心辊的基本辊型,分别称之为,Ⅰ型自动定心辊、Ⅱ型自动定心辊、Ⅲ型自动定心辊和Ⅳ型自动定心辊,其定心原理皆可以用“螺旋作用原理”解释。
3.1 Ⅰ型自动定心辊
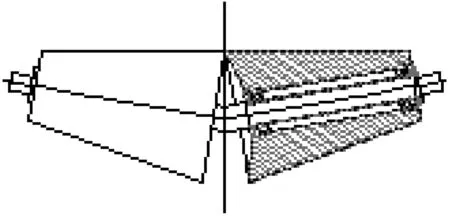
图5 Ⅰ型自动定心辊
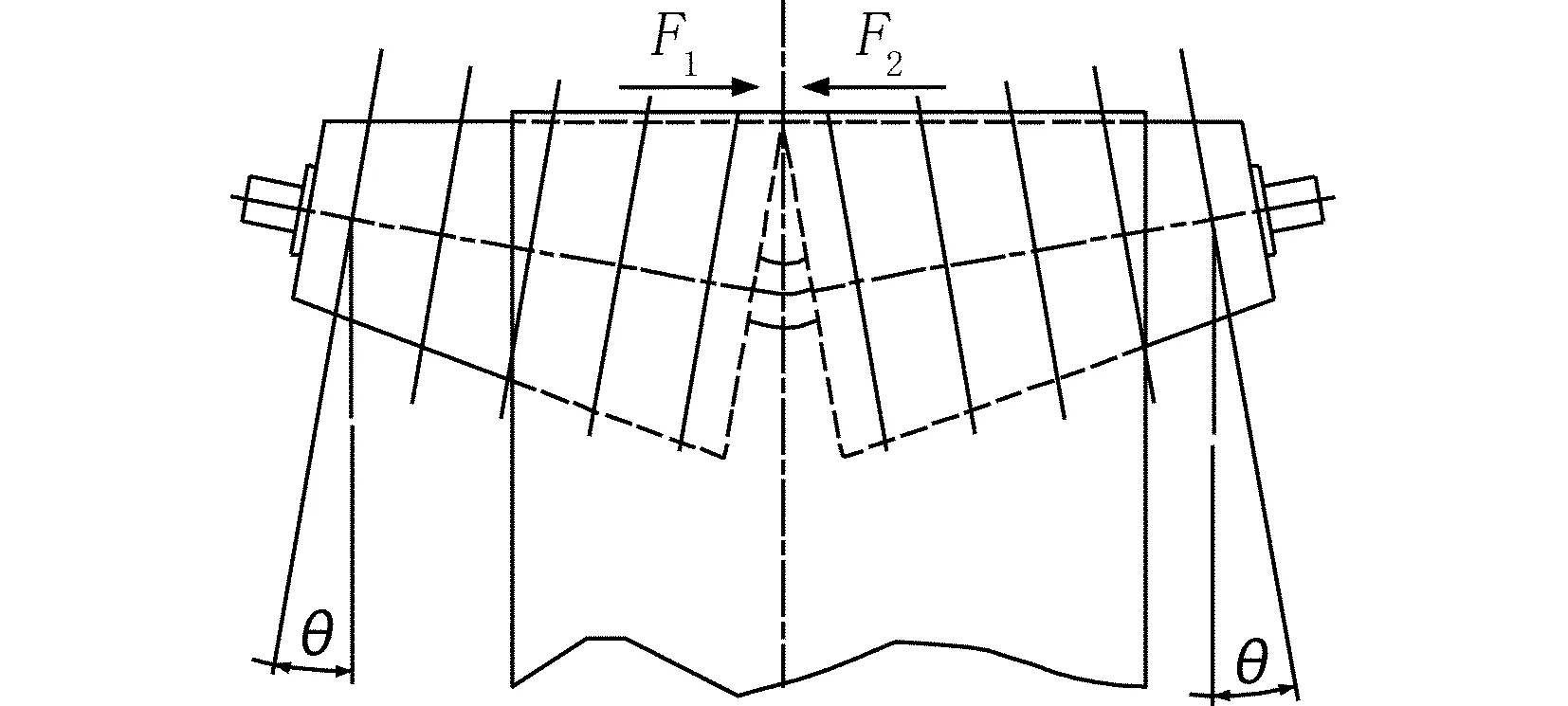
图6 带材在Ⅰ型自动定心辊上定心作用
Ⅰ型自动定心辊通常设计成自由辊,见图5,其肘弯轴是固定不动的,该轴上装有两段锥形辊筒(或圆筒形辊筒),锥形辊筒的锥度很小,通常不大于2°。当带材与辊子接触时,带材线与辊子线形成夹角“θ”,根据螺旋作用原理,形成两个指向中心的轴向力F1和F2,见图6,力的大小与接触面积成正比,使带钢移动,直至F1等于F2,从而起到定心的作用。这种辊子的定心作用取决于带材与辊子接触时的摩擦力,加大张力对Ⅰ型自动定心辊的影响不大,这种定心辊子在高速下运行,有良好的定心作用。他的结构特点使其也能够承受大的张力。它的纠偏能力取决于肘弯轴的夹角,夹角越小纠偏能力越强,通常肘弯轴的夹角设计成160°~170°,其特定的结构使制造成本较高。
3.2 Ⅱ型自动定心辊
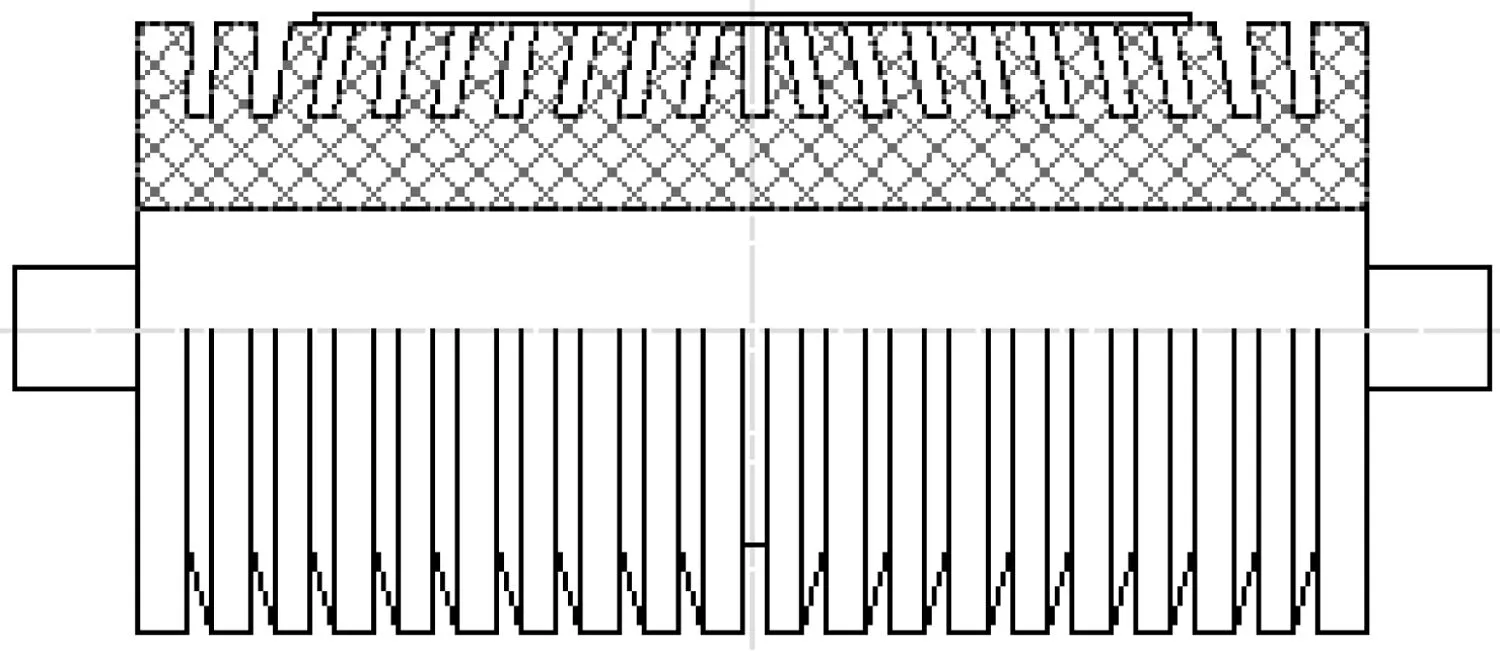
图7 Ⅱ型自动定心辊
Ⅱ型自动定心辊是在包胶的辊子上刻槽,也称为刻槽辊,见图7。带钢与胶辊接触时,由于张力的作用,对胶辊产生压力,由于槽是对称开的,对带钢产生的摩擦力是指向中心的。所以,刻槽辊是可以自动定心的。特别注意,辊子中心线上的槽是直的,两侧是对称的,并且倾角向内。刻槽辊具有散热效果好,在一定张力下,带钢与辊子的接触良好,故定心效果也良好。这类辊子无论用于主动辊还是被动辊,均能起到定心作用,经常用做张力辊和沉没辊。Ⅱ型自动定心辊具有诸多优点,得到广泛的应用,尤其用于沉没辊效果极佳。
3.3 Ⅲ型自动定心辊
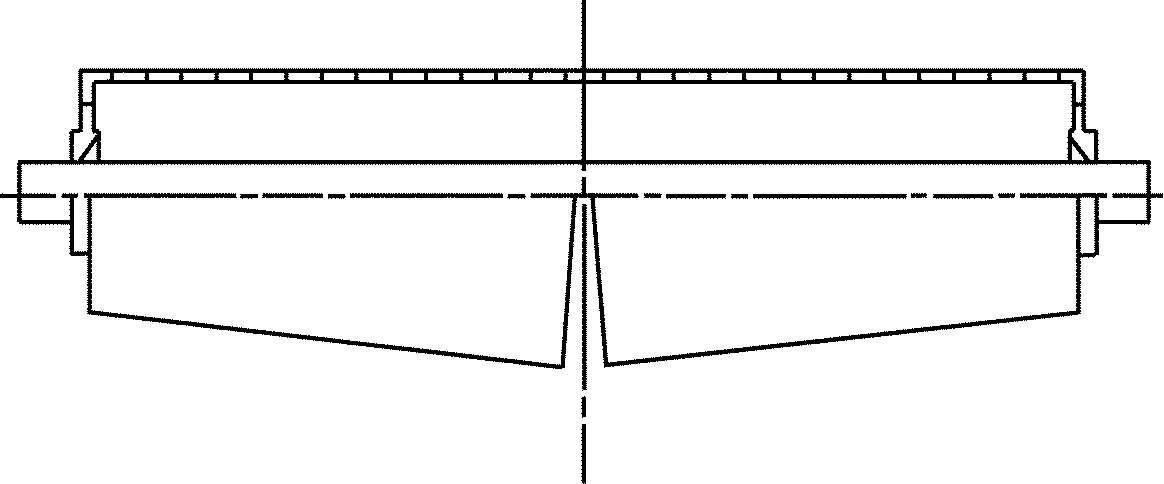
图8 Ⅲ型自动定心辊
Ⅲ型自动定心辊是由两段圆锥形辊筒(或圆筒形辊筒)组成,见图8,也可以称为双段辊,通常设计成自由辊。其定心原理,可根据螺旋作用原理解释。这类定心辊结构简单,适用于小张力薄带材。特点是结构简单、定心效果好。
3.4 Ⅳ型自动定心辊
Ⅳ型自动定心辊由三段辊组成,结构如图9。
通常设计成自由辊。其定心原理,可根据螺旋作用原理解释。这类定心辊适用于小张力宽带材,且无论高速和低速定心效果均良好。该辊允许两端辊制成包胶辊,中间段制成光亮钢辊。这种辊型允许两端辊子的倾角不一样,更有利于快速定心。
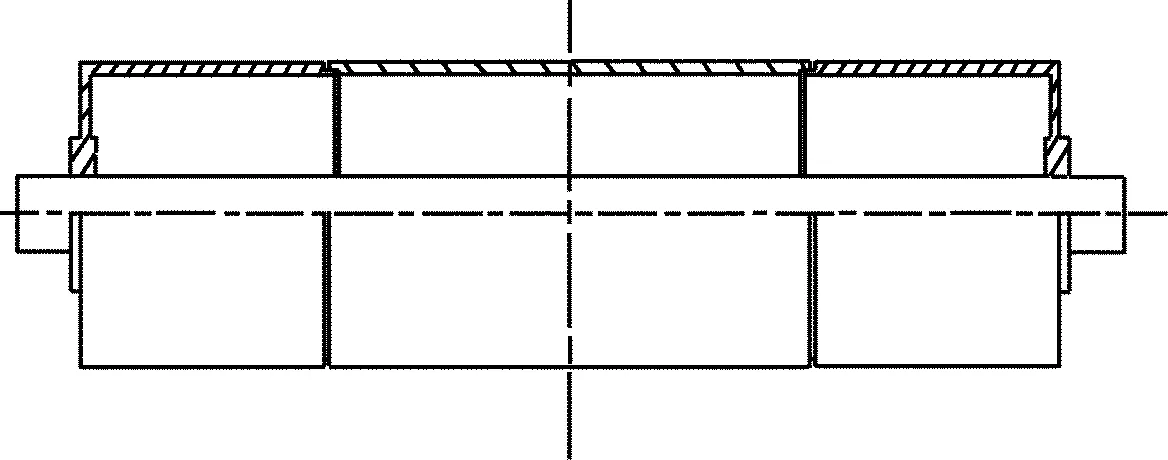
图9 Ⅳ型自动定心辊
3.5 窄身辊
图10形状的辊子称为窄身辊,通常设计成自由辊,中间段辊身长度要小于带钢宽度,这类辊子也称为短体辊。各段尺寸可用下列关系确定:
A=(0.6-0.8)b(b:带钢宽度)
B=0.05b
C=(L-A-2B)/2
D-d=0.5~0.6
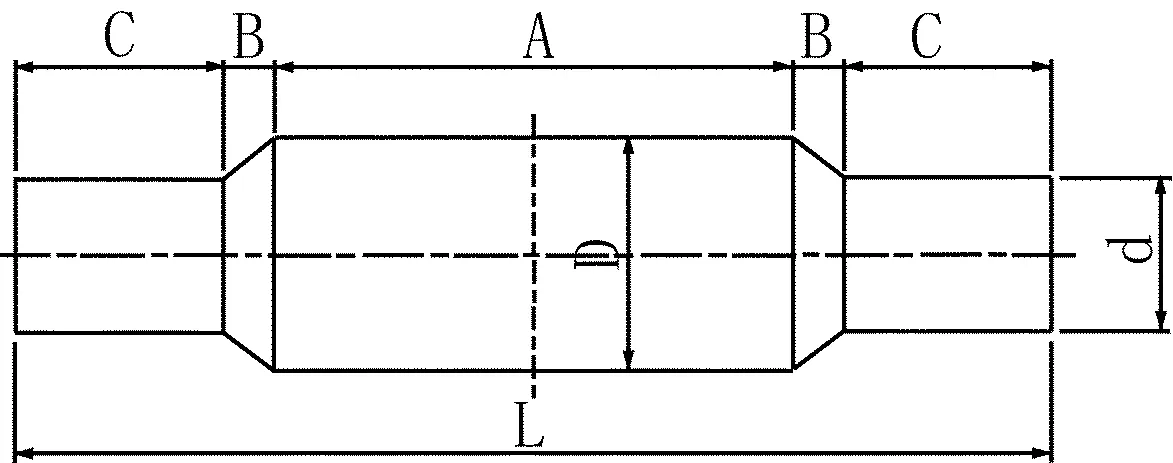
图10 窄身辊
窄身辊不属于自动定心辊,定心作用介于普通圆柱辊和自动定心辊之间,它对于被纠偏的带材能起到稳定的作用,经常被设置在纠偏装置之后。这类辊子适用于立式活套内或连退炉内的转向辊。窄身辊成本低廉,价格便宜;窄身辊有一个小的阻尼作用,可引起带钢在辊子上有向前或向后的趋势。
3.6 定心辊组
在连续生产线上,采用自动定心辊与窄身辊的组合结构形式,称之为定心辊组,见图11。这一组合通常是由两个窄身辊和一个自动定心辊配置而成,也称为“标准定心辊组”。“标准定心辊组”必须满足:①自动定心辊与入口窄身辊的距离必须大于自动定心辊与出口窄身辊的距离,即L1>L2。②带材在各辊子上的包角必须大于90°。“标准定心辊组”经常会配置在立式活套或连退炉的入口处和出口处,是即经济又有效的纠偏装置,且无论机组的速度高低,张力大小,均能获得理想的纠偏效果。

图11 标准定心辊组
3.7 鼓形辊和鼓形弹性辊
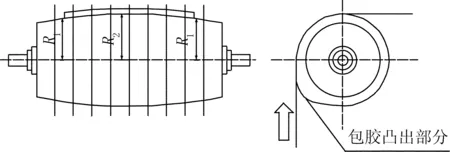
图12 鼓形弹性辊
前面提到鼓形辊具有定心作用。要使带钢与鼓形辊有较大的接触面积,必须要有足够大的张力,由于带钢弹性非常有限,包在辊子上的带钢的横断面上的各点应力不一样,也就是带钢纵向变形不一样,即带钢中心变形大于两边边部变形,在包角90°时,中心变形增量为π(R2-R1)/2,假如金属带钢采用大的张力,并用金属鼓形辊调心,带钢中心部位将有可能产生永久变形。
那么,带钢在包胶的鼓形弹性辊上会如何?带钢在鼓形辊上,中心部位带钢的拉力会大于边部拉力,如果鼓形辊包有弹性较大的橡胶时,在鼓形辊中部会产生包胶凸出部分,见图12,辊子凸出部分与带钢产生相对滑动,至使鼓形弹性辊中部磨损较快,同时凸出部分与钢辊本体产生蠕动、揉搓现象,这也是鼓形弹性辊中部易产生裂纹损坏较快的原因。所以,鼓形橡胶辊具有调心作用,但损坏较快。鼓形辊适用于具有弹性的挠形带传动,有良好的调心作用,不适用于不包胶的鼓形辊传动。
4 纠偏辊装置定心及控制系统
纠偏辊装置特指摆动辊装置,通常情况下,摆动辊处于被动状态下工作,即进口张力T2小于出口张力T1,见图13。带钢与摆动辊面的总摩擦力ΔF,总是与辊子线相重合,并指向进口端,见图15。当带钢产生偏移时,见图14,摆动辊向右摆动一定角度,见图15,此时,在带钢与摆动辊辊面所产生的摩擦力ΔF的分力ΔF1使带钢向上移动,达到带钢定心的效果。

图13 带钢绕过摆动滚T1>T2
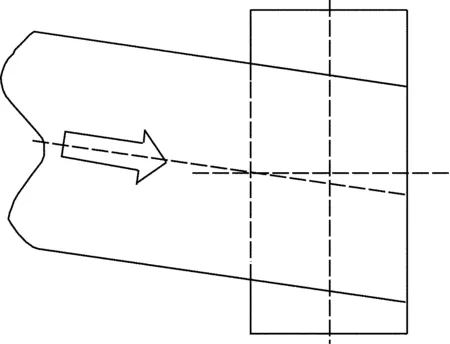
图14 带钢出现跑偏
摆动辊定心作用是依靠带钢与辊面摩擦力来纠偏的,摩擦力越大,纠偏效果越好,而摩擦力的大小与接触面积有关,即包角和辊型有关,所以,建议摆动辊用于包角大于90°场合,同时,摆动辊辊型采用圆柱形辊型会好于鼓型辊和窄身辊。为了增大摩擦系数,摆动辊通常会选用包胶辊。纠偏辊装置配有专用的自动控制系统,定心精度极高,可控制在±2mm内。单辊摆动辊纠偏装置见图16、17。
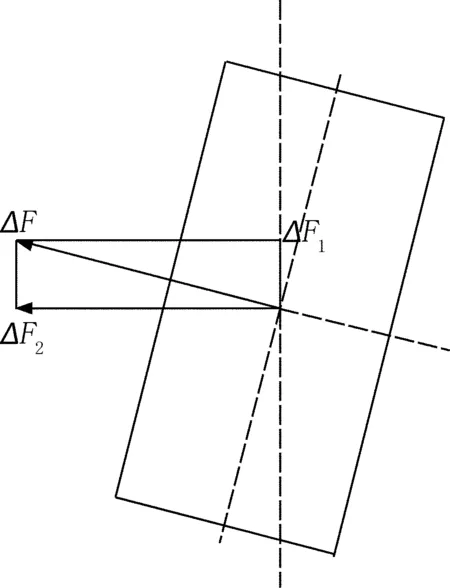
图15 进行带钢纠偏时受力
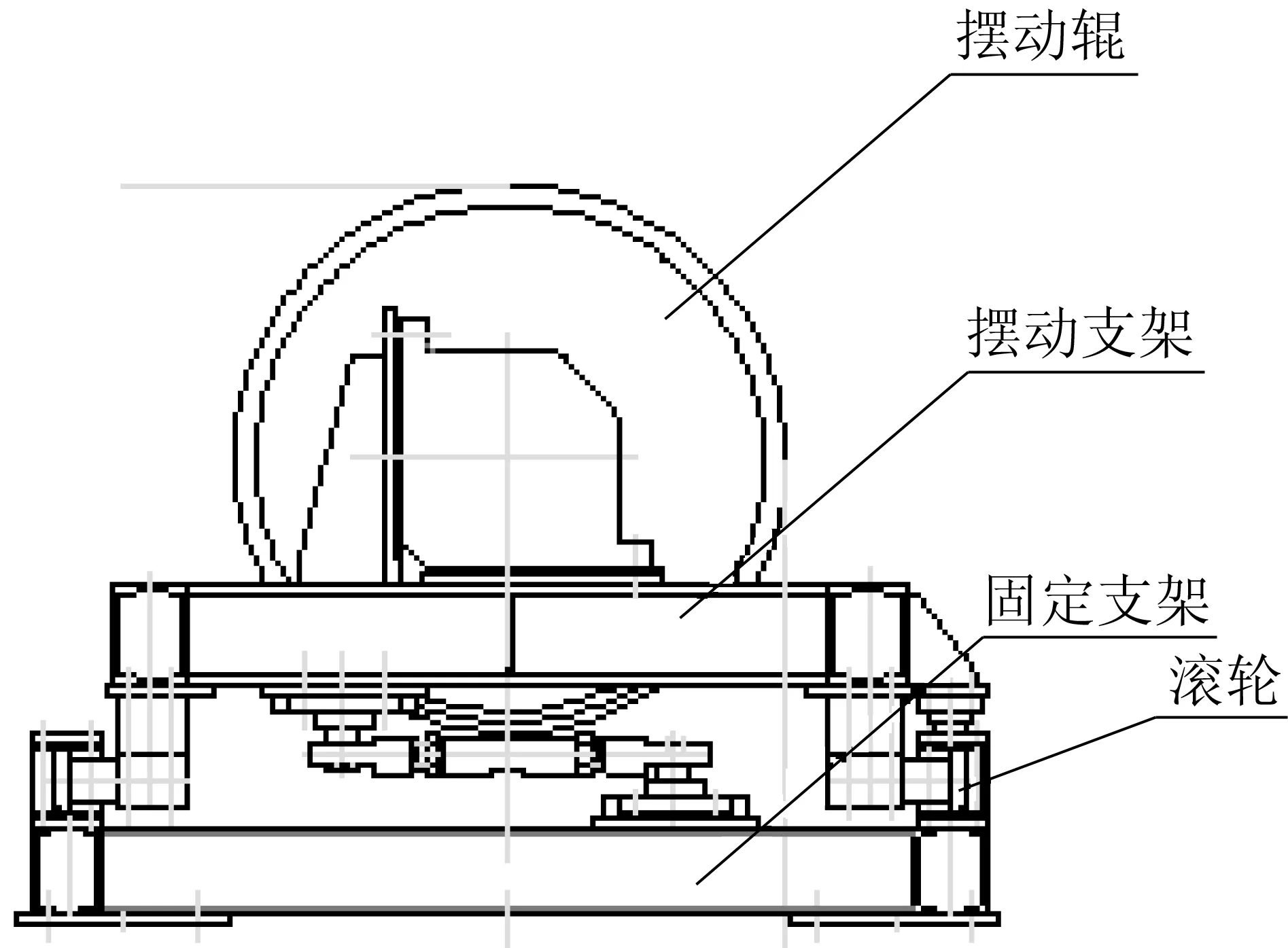
图16 摆动辊纠偏装置

图17 摆动辊纠偏装置的俯视图
该自动控制系统为一闭环电液伺服控制系统,采用一个对中纠偏探测器。该探测器布置于纠偏辊架的带钢出口侧,并且应紧靠纠偏辊布置,以使系统获得最优的控制性能,见图18。机组运行时,光感(或电感)探测器连续监测带材两边的位置变化,并将带材位置转化为与之成比例的模拟电信号(或数字信号)输出到控制放大器。控制器将此信号和预先设定的带材纠偏基准点信号相比较,两者之间若有任何偏差都将使控制器输出一偏差纠正信号至液压伺服阀系统,驱使液压系统推动摆动辊支架作相应的移动,直至带材重新对中于探测器探测范围的中心线。如此往复动作,从而确保在整个机组运行过程中,带材都能持续地运行在机组中心线上,不致出现跑偏现象。摆动辊装置定心精度高,结构复杂,成本高。

图18 纠偏装置控制系统
5 结语
1)目前,连续带钢生产线上纠偏的主要方法:
(1)采用带自动控制系统的纠偏辊装置
(2)采用带自动控制系统的浮动开卷机
(3)采用带自动控制系统的浮动卷取机
(4)采用定心辊和定心辊组等
2)自动控制系统的纠偏辊装置虽然有定心精度高,使用效果好,但其毕竟价格昂贵,该装置适用于要求纠偏精度较高的位置,如切边圆盘剪前定心。 实际上,在生产中,使用价格低廉,并且能够满足工艺要求,不失为一种好的方法。在连续带钢生产线上,立式活套的进出口均配备纠偏辊装置,该纠偏装置只要保证带钢不跑出辊身长度之外就可以,采用定心辊和定心辊组完全可以满足这样的定心要求,它具有:①定心效果好,结构简单,成本低,免维护。②即可用于低速也可用于高速生产线。③较小的张力也能定心良好。定心辊组也可以装在连续退火炉的进出口位置用于带钢定心。生产线上,在需要纠偏的位置,依据纠偏精度的要求,选用合适的纠偏装置。
[1]周国盈.带钢精整设备[M].北京:机械工业出版社,1979.
[2]傅作宝.冷轧薄板生产[M].北京:冶金工业出版社,2005.
[3]刘畅等.酸洗生产线带材跑偏现象的研究[J].冶金设备,2009(2).
Principium and Application of Deviation Control for Automatic Centering Roll and Roll Set
Cao Xianyong Wu Qiang
(MCC Capital Engineering & Research Incorporation Limited, Beijing 100176)
The four sorts of Lorig automatically aligne roll that compose aligner roll group were discussed, it perform a automatically aligner function for steel strip. Such as aligner roll group apply to wide and thin steel strip, it is a very economical and effective sort of method for aligner.
Cylindrical roll Crowned roll Concave roll Correct roll Lorig aligner Aligner group
曹宪勇,男,1962年出生,毕业于北京科技大学冶金机械专业,学士,高级工程师,现从事轧钢设备设计工作
TG333.17
A
10.3969/j.issn.1001-1269.2014.06.007
2014-09-16)
猜你喜欢
中国钢铁业(2022年8期)2022-12-21 06:44:10
中国钢铁业(2022年7期)2022-12-21 06:09:58
中国钢铁业(2022年6期)2022-09-03 00:50:58
中国钢铁业(2022年4期)2022-07-06 08:54:34
橡塑技术与装备(2021年16期)2021-08-27 11:49:12
中学语文(2019年33期)2019-12-03 05:43:42
制造技术与机床(2018年12期)2018-12-23 02:41:06
机械设计与制造(2018年11期)2018-11-12 08:05:26
内蒙古教育·综合版(2017年5期)2017-05-17 19:46:49
建筑工程技术与设计(2015年22期)2015-10-21 18:37:26
