
UCMW轧机的结构分析
2014-08-11 14:47:56康阳
冶金设备 2014年6期
康 阳
(首钢股份公司迁安钢铁公司硅钢事业部 河北迁安064400)
UCMW轧机的结构分析
康 阳①
(首钢股份公司迁安钢铁公司硅钢事业部 河北迁安064400)
以首钢1450酸轧机组中的UCMW轧机为研究对象,介绍了UCMW轧机的工作原理,详细的分析了其设备结构,对轧机的设计和维护具有一定的参考价值。
UCMW轧机 结构分析 轧制线调整装置 窜辊 弯辊
1 前言
首钢1450酸轧机组是由日本三菱—日立公司提供,主要生产中低牌号无取向电工钢,产品主要厚度为0.35mm~0.65mm。电工钢产品作为钢铁生产的精品,主要用于制造电机、变压器铁芯,出于叠片加工的需要,对分条带钢两边部的厚度差要求严格,因此轧机应具有补偿带钢边部减薄的功能,轧制电工钢的连轧机应选用UCMW机型[1]。UCMW轧机配备了多种能力强大的板形控制机构,本文将对其设备结构进行详细分析。
2 主要技术参数(见表1)3 工作原理
UCMW轧机是在HC轧机基础上发展起来的具有更强板形控制能力的新型六辊轧机,其在HC轧机的基础上增加了中间辊弯辊和工作辊窜辊功能, 进一步加强了对边部厚度的控制能力。UCMW轧机具有中间辊窜辊、中间辊正弯辊、工作辊窜辊和工作辊正负弯辊等板形控制机构,这正是UCMW轧机具有稳定良好的板型和高效控制板型的独特性能。

表1 主要技术参数
UCMW轧机通过上下中间辊沿相反方向的相对横移,改变工作辊与中间辊的接触长度,使工作辊和支撑辊在板宽范围之外脱离接触,从而可有效地消除有害接触弯矩,由此工作辊弯辊的控制效果得到了大幅增强。通过轧机中间辊的横移,可以适应轧制板宽的变化,实现轧机的较大横向刚度[2~3]。UCMW轧机工作原理如图1所示。

图1 UCMW轧机工作原理图
4 设备结构
UCMW轧机主要由机架装配、轧线调整装置、辊系、窜辊装置、弯辊平衡装置、液压压上装置、主传动装置及导板装置等组成,其结构如图2所示。
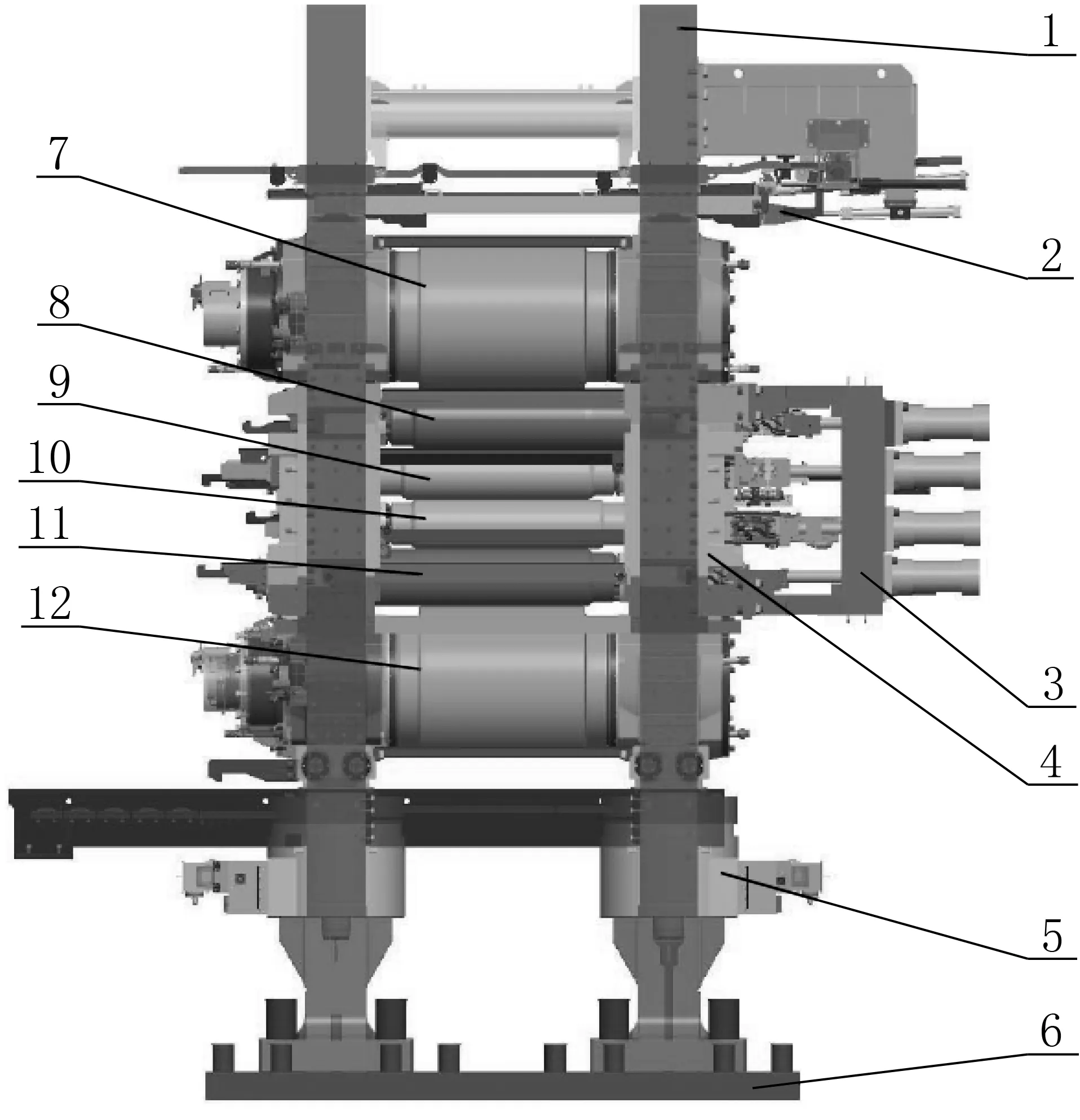
图2 UCMW轧机结构图
1-机架; 2-轧线调整装置; 3-窜辊装置; 4-弯辊平衡装置; 5-压上缸; 6-底板; 7-上支承辊; 8-上中间辊; 9-上工作辊; 10-下工作辊; 11-下中间辊; 12-下支承辊
4.1 机架装配
机架装配由机架、底板、上横梁、耐磨衬板、支承辊锁紧挡板等组成。机架为整体铸造形式。在每个机架的窗口两侧(对应工作辊、中间辊、支承辊轴承座的位置),设置经过热处理的耐磨衬板。机架下部固定在底板上,底板用螺栓固定在地基上。上横梁通过螺栓将操作侧和传动侧机架连接起来。支承辊锁紧挡板固定在操作侧机架的外侧,分别由4个液压缸驱动,其作用是防止支承辊轴向窜动,使支承辊只能沿锁紧挡板上下移动。
4.2 轧制线调整装置
为了保持轧制线基准恒定不变,UCMW轧机选用了斜楔与阶梯垫复合式轧制线调整装置进行轧制线调整补偿。 该轧制线调整装置安装在上支承辊和牌坊窗口的轭之间,主要由阶梯垫、上下斜楔、斜楔和阶梯垫调整液压缸、液压缸支座、测压元件(或测压元件代换垫)及框架、编码器、导槽、橡胶刮板、喷淋集管等组成,如图3所示。
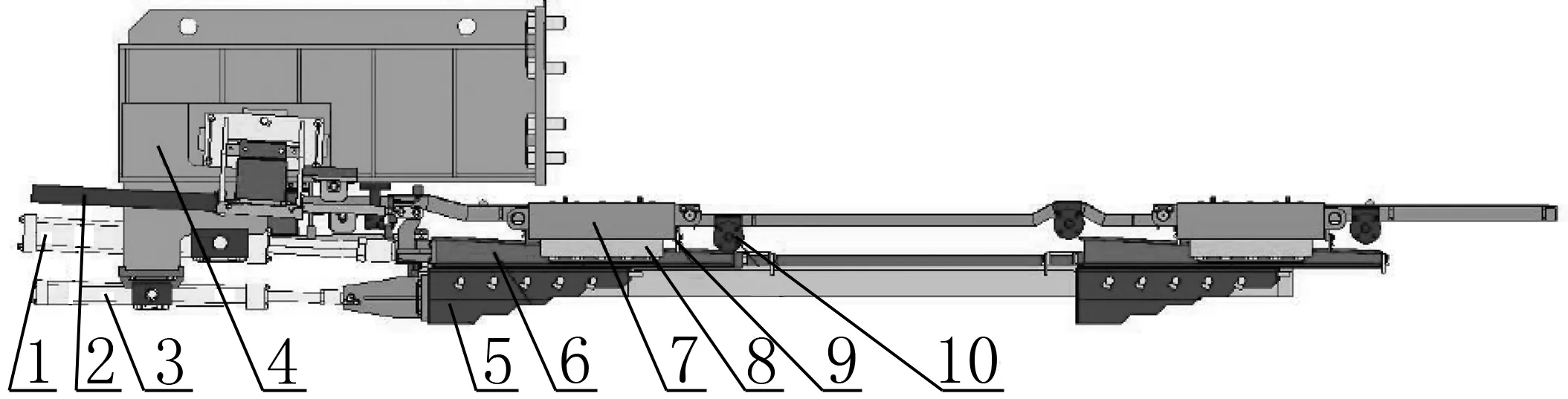
图3 轧线调整装置
1-斜楔调整液压缸; 2-编码器; 3-阶梯垫调整液压缸; 4-液压缸支座; 5-阶梯垫; 6-斜楔; 7-测压元件(或测压元件代换垫)及框架; 8-导槽; 9-橡胶刮板; 10-喷淋集管
轧制线调整装置总调整量为200mm,其中斜楔的调整量0~40mm,阶梯垫的调整量4级(每级40mm)。斜楔的斜率为1/20。斜楔在整个行程上的调整量为阶梯板的一个阶跃,两种调整方式组合使用,即构成了一个大调节量的无级调整机构,可实现所有辊子直径变化的连续调节(无级调整)[4]。
4.3 辊系
辊系由工作辊辊系、中间辊辊系和支承辊辊系组成。各辊系均由轧辊、轴承座、轴承、耐磨衬板等组成。工作辊、中间辊和支承辊的辊子均采用平辊,材质为合金锻钢。轴承座均采用铸钢件,轴承座导向面上带有耐磨衬板。工作辊和中间辊的操作侧和传动侧都只装有一个四列圆锥滚子轴承。支承辊传动侧只装有一个四列圆柱滚子轴承,而操作侧装一个四列圆柱滚子轴承加一个双列圆锥滚子止推轴承,分别承受径向力和轴向力。工作辊和中间辊的轴承采用干油脂润滑,支承辊轴承通过一个油雾润滑系统进行润滑。为了保持辊系的稳定性,中间辊的中心线相对于工作辊(支承辊)的中心线向轧机出口侧偏移一个距离(5mm)。
4.4 窜辊装置
窜辊装置的主要功能是控制上、下中间辊和上、下工作辊在辊系内的轴向位置,并在轧制过程中保持轴向固定。窜辊装置位于轧机的传动侧,分上、下中间辊窜辊装置和上、下工作辊窜辊装置,每组由2个窜辊缸和2个锁紧缸组成,窜辊缸活塞杆通过销轴与传动侧弯辊块连接为一体,锁紧缸装在传动侧弯辊块内。工作辊(或中间辊)装入轧机后,锁紧缸伸出,插入工作辊(或中间辊)轴承座的插槽内,这样,当窜辊缸动作时,就会带动弯辊块(包括弯辊缸)、工作辊(或中间辊)及轴承座一起作轴向移动。在窜辊过程中弯辊缸的活塞始终紧贴工作辊(或中间辊)轴承座,且没有相对滑动。 上、下中间辊和上、下工作辊均可单独进行控制。窜辊缸移动距离可通过安装在传动侧入口的位移传感器来进行控制。
4.5 弯辊平衡装置
弯辊平衡装置主要由E形凸块(4个)、支承辊平衡缸(8个)、中间辊弯辊块(8个)、中间辊弯辊缸(16个)、工作辊弯辊块(8个)、工作辊弯辊缸(24个)及轨道等组成,其设备结构如图4所示。

图4 弯辊平衡装置结构图
1-支承辊平衡缸; 2-上中间辊弯辊块; 3-轨道; 4-E形凸块; 5-下工作辊弯辊块; 6-上中间辊弯辊缸; 7-上中间辊锁紧缸; 8-上工作辊正弯辊缸; 9-上工作辊锁紧缸; 10-上工作辊负弯辊缸
E形凸块通过螺栓固定在机架上。弯辊块装配在E形凸块上,并且可在E形凸块内做轴向移动,滑动副处装有耐磨衬板。弯辊缸装配在弯辊块上。每个中间辊弯辊块上装有2个弯辊缸,每个工作辊弯辊块上装有3个弯辊缸(2个正弯辊缸,1个负弯辊缸,分别设置在弯辊块的上端和下端),正弯辊缸也作平衡液压缸。传动侧和操作侧的弯辊块通过轨道连接,这样工作辊(或中间辊)窜辊时,工作辊(或中间辊)、轴承座、弯辊块(包括弯辊缸)能构成一个整体同步移动[5~7]。
4.6 液压压上装置
UCMW轧机采用了液压压上装置,即将压上缸布置在下支承辊轴承座下方的机架窗口底部。每个机架配有2个压上缸,缸内径900mm,活塞杆直径750mm,行程250mm。压上缸采用双作用液压缸,即柱塞侧压力较大而杆侧压力较小作为反压力,高压将作用于活塞侧起到推上的作用,低压将作用于活塞杆侧来防止污物进入,并实现缸快速动作。每个压上缸的中心安装一个SONY磁尺,用于检测压上缸活塞的位移。
液压压上系统采用了三菱日立公司专利技术(HYROP-F系统),使用了力马达阀( Force Motor Valve,简称FMV)。 为了提高系统的响应速度,缩短响应时间,FMV阀直接装在压上缸的缸体上。FMV阀是一种大电流控制的动圈式一级伺服阀,具有控制精度高、抗污染能力强、频率响应高、流量大、维护周期长、使用寿命长、工作可靠等特点。
4.7 主传动装置
UCMW轧机采用工作辊传动,其主传动装置由主电机、鼓形齿联轴器、主减速机、十字万向接轴等组成。主减速机的齿轮与轴承的润滑均为稀油循环润滑。为了适应工作辊窜辊的需要,与轧辊相联的十字万向接轴必须可伸缩,十字万向接轴伸缩采用花键套筒,两端带法兰。
4.8 导板装置
1)导板装置布置在轧机的入口侧和出口侧,主要包括入口导板、出口下导板、防溅导板和防缠导板,其功能是将带钢顺利地从轧机的入口导入以及从轧机的出口导出。导板装置结构图如图5所示。入口导板和出口下导板是固定的。
2)防溅导板安装在轧机出口侧下部,由丝杠、导块以及一端固定在导块、另一端固定在机架上的门帘组成。其中门帘由若干块门板通过铰链连接,导块沿带材宽向移动时,门帘可以随导块伸缩,导块位置由带材宽度确定。其主要功能是将溅出带材宽度以外的轧制油封在机架内,从而减少带材表面残油。
3)防缠导板安装在轧机出口侧上部,主要由导板、尼龙铲头、铜滑轨、滑道、驱动气缸、螺旋千斤顶及液压马达等组成,其主要功能是:
(1)保护工作辊在工作过程中不受事故的伤害;
(2)将工作辊出口和轧机牌坊之间的带钢段整体遮住,对轧制线上方下落的乳液起到拦截和引流到带钢两侧的功效。
4)由于工作辊经常需要换辊,这就要求防缠导板在换辊时能够退出轧机内部,让出空间,而在轧制时,防缠导板又需要伸进轧机,尽量靠近工作辊,使它与工作辊的之间的间隙足够小。在防缠导板上装有铜滑轨,沿着机架上固定的滑道移动。图5中的驱动气缸(6)与防缠导板上的耳环连接,靠气缸的伸缩来使防缠导板进入或退出轧机内部。
5)防缠导板与工作辊外圆的间隙越小越好,即在不影响工作辊轧制的情况下,防缠导板要离工作辊尽量近。而随着轧辊的修磨,工作辊的直径是变化的,要保持导板与工作辊足够近,这种情况靠人工调节很难满足要求。于是,在防缠导板上增加一套螺旋千斤顶(液压马达驱动)进行防缠导板位置的精调,气缸只进行粗调。螺旋千斤顶上装有位移编码器。通过输入不用的辊径,计算机自动算出螺旋千斤顶需要移动的距离,通过位移编码器控制螺旋千斤顶的行程来达到控制防缠导板与工作辊间隙的目的[8]。
5 结论
通过对UCMW轧机的结构进行分析,得出了其具有板型控制能力强、大压下率,轧制板带材优质、高效率、高成材率和操作简化、维护保养方便、节能等特点,对国内钢铁设计院的设计研究和钢厂用户的设备选型都具有一定的实际意义。
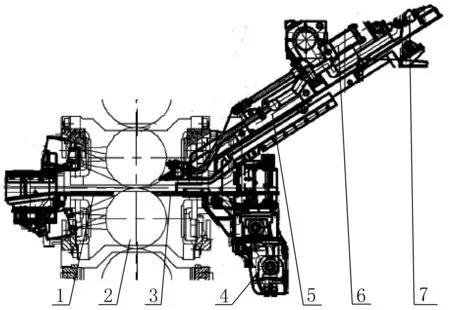
图5 轧机出入口导板装置图
1-入口导板; 2-工作辊; 3-出口下导板; 4-防溅导板; 5-防缠导板; 6-驱动气缸; 7-螺旋千斤顶
[1]许健勇.关于带钢冷轧机选型的探讨[J].钢铁,2008(5):1-6.
[2]徐乐江.板带冷轧机板形控制与机型选择[M].北京:冶金工业出版社,2007.
[3]何云飞,何磊,侯俊达,等.UCM系列和CVC系列六辊冷轧机特点的初步分析[C].工程与技术,2008(1):37-41.
[4]计江,苏明,尤磊,等.斜楔与阶梯复合轧制线调格装置的设计及应用[J],重型机械,2011(4):92-96.
[5]王晓东.弯辊装置的故障分析与结构改造[J].冶金设备,2012(2):61-63.
[6]李耀强,李连胜,刘振杰.2080冷轧机弯辊系统分析及故障处理[J].重型机械,2014(3):79-82.
[7]王怀玉.UCM轧机的设计原理及其弯辊横移装置的设计[J].有色金属加工,2009(4):32-34.
[8]刘鹏,韩志勇.八辊轧机乳化液吹扫的改造[J].冶金设备,2012(4):60-62.
Structure Analysis of UCMW Mill
Kang Yang
(Silicon Steel Department, Shougang Qian’an Iron and Steel Co., Qian’an 064400)
This paper studies the UCMW mill in 1450 PL-TCM of Shougang ,the operating principle of the UCMW mill is introduced, and the structural of the UCMW mill is analyzed in detail. Aims to provide reference for the design and maintenance of the UCMW mill.
UCMW mill Structure analysis Pass line adjusting device Roll shifting Roll bending
康阳,男,1981年出生,2004年毕业于武汉科技大学,学士,工程师,从事冷轧设备管理与维护工作
TG335.5
A
10.3969/j.issn.1001-1269.2014.06.008
2014-07-12)
猜你喜欢
大电机技术(2022年2期)2022-06-05 07:28:48
防爆电机(2022年1期)2022-02-16 01:14:00
汽车工艺师(2021年7期)2021-07-30 08:03:34
冶金设备(2021年1期)2021-06-09 09:35:36
机械设计与制造(2021年2期)2021-03-05 10:00:00
经济技术协作信息(2018年18期)2019-01-23 07:17:20
中国铸造装备与技术(2017年3期)2017-06-21 11:33:34
湖北工业职业技术学院学报(2015年2期)2015-12-25 07:09:56
现代冶金(2015年4期)2015-02-06 01:55:58
机电产品开发与创新(2014年6期)2014-03-11 16:42:45
