
立体车模的三轴数控加工
2014-07-18 12:09朱雪明
江汉大学学报(自然科学版) 2014年5期
朱雪明
(江汉大学工程训练中心,湖北武汉430056)
立体车模的三轴数控加工
朱雪明
(江汉大学工程训练中心,湖北武汉430056)
在实际加工中,三轴加工中心的使用范围多为单一坐标系内的零件加工,而对于连续复杂曲面的加工,多使用五轴加工中心来完成。在现有设备条件下,以某型轿车模型的加工为例,对三轴加工中心加工连续复杂曲面的加工工艺进行了探索。扩展了设备的使用范围,并对于加工中可能遇到的一些问题提出了解决思路。
三轴数控加工;六面体加工;数控加工工艺;定位基准
0 引言
随着装备制造业的发展,三维空间中的连续复杂曲面加工多用五轴或更高级的数控机床完成[1]。但结合我国制造业的实际装备情况,在三轴加工中心的保有量仍然很大的情况下[2],如何利用三轴数控机床来加工三维空间中的连续复杂曲面是值得探索的。
笔者通过对某一轿车模型的加工,对三轴加工中心加工连续复杂曲面工件的数控加工工艺进行了深入探讨,利用三维软件建模与CAM软件编程相结合的方法,编制出实用的加工程序。在保证加工精度与加工效率的前提下,充分利用了现有设备,降低了制造成本。
1 问题及解决思路
现阶段,利用三轴数控机床加工复杂曲面大致有以下几点问题:
1)三轴加工中心可加工简单的曲面,如模具型腔、竖直曲面等。但由于可控轴数少,一般只能完成一个坐标平面的加工[3]。
2)当使用三轴加工中心加工空间复杂曲面时,为保证基准统一,多使用额外的定位基准,导致材料尺寸较大,浪费材料,增加加工时间,且加工基准不易清除[4]。
3)复杂曲面的数控加工存在一定的加工误差。曲面间的圆滑过渡较难控制[5]。
针对以上问题,笔者提出了以下几点思路:
1)通过多次装夹来拓展三轴加工中心的加工范围,并通过选择合适的加工基准来保证加工零件的质量。
2)通过制定合理的工艺,直接在工件上设定定位基准,并在CAM软件中对相关基准进行转换以保证加工基准的统一。
3)制定合理的工艺路线,选择合理的加工参数,通过对加工过程的控制来提高加工零件的精度。
2 零件及工艺分析
车模成型尺寸为:217.67 mm×100 mm×77.57 mm,加工材料为铝块。由于在加工过程中毛坯需要经过多次翻转,为了保证加工位置的相对不变,每个加工面的加工基准选择就尤为重要。
零件的加工示意图如图1所示。

图1 加工面示意图Fig.1Processing surfaces of the car model
考虑到零件需要进行多次装夹,所以在编制加工工艺时需要考虑到以下几点问题,否则会出现加工无法进行的情况。
1)保证零件能够被装夹。如在加工车模底面前如果加工了车模顶面,就会导致装夹底面为弧面,无法保证工件装夹水平。
2)保证加工基准能被选中。如先加工车头和车尾,则会在加工车模底面时因为无法找到加工基准各轴坐标值而无法加工。
3)保证各曲面间的圆滑过渡。由于毛坯有一定的余量,则必须在制定加工工艺时考虑工序间的余量问题,否则就会导致工件成品各曲面间无法圆滑过渡。
综上所述,加工顺序如图2所示,加工夹具采用平口钳装夹。

图2 加工面顺序图Fig.2Sequence ofprocessingsurfaces
3 加工工艺及毛坯尺寸的确定
材料毛坯尺寸选择为:250 mm×105 mm×105 mm,粗加工尺寸230 mm×100 mm×100 mm。考虑到机械加工的经济性,零件的粗加工选择普通立式铣床完成。同时,作为后续加工的粗加工基准,必须对粗加工零件提出尺寸公差及形位公差要求。
加工过程中无论工件如何翻转,各工件坐标系的原点均定在工件上表面的几何中心。如:加工A面时,工件坐标系的X、Y向原点取A面长和宽的中值,Z向原点在A面上。
在加工中,各面装夹均采用当前加工面朝上,对立面为装夹基准面,相邻面为装夹面的方式。如:加工车模底面(F面)时,F面朝上,以A面为基准,装夹C、E面。需要注意的是,当加工车模顶面(A面)时,由于前工序已将C、E两侧面加工,故选用车模底座两侧面为装夹面。
考虑到加工材料为铝,虽然其材料有切削性能好、零件成型后表面光洁度好等特点,但由于其材料本身韧性及延展性能强,加工中也存在不容易断屑等问题。如处理不好则在加工中极易出现“缠刀”、“崩刀”等情况。为此在加工中使用的铣刀均为铝专用铣刀,并配以牌号为MCF9501的铝专用切削液不间断冲刷切削过程中产生的废屑。
为保证加工精度,各工序加工均分为粗加工、半精加工、精加工等几个工步。在加工过程中,根据不同的情况共选择不同加工刀具9只,其中有立铣刀4支,球头铣刀3支,钻头1支,雕刻刀1支。最大尺寸16 mm,最小尺寸0.1 mm。各工步加工刀具切削用量见表1。

表1 刀具切削用量表Tab.1Parameters of cutters
4 三维建模及加工轨迹的生成
零件的三维建模使用的是SolidWorks软件,生成加工轨迹使用的是Mastercam软件。由于不同CAD/CAM软件间的文件格式并不相同,为了保证数据转换的完整性,三维模型由SolidWorks软件编辑完成后可以保存为STEP格式以便Mastercam软件读取相关数据。
在刀路轨迹的生成过程中,对于简单的轮廓粗加工选择外形加工配合设定加工深度的方法,选择曲面粗加工挖槽或曲面粗加工等高外形的方式对曲面外形进行粗加工。选择曲面精加工等高外形或曲面精加工平行铣削的方式进行曲面的精加工。选择外形铣削的方式对车灯、引擎盖等部位进行加工[6]。
设计加工流程见图3,仿真加工效果见图4。
5 完成加工
加工过程见图5,车模成品见图6。
6 结语
由于设备的局限性,三轴加工中心多是加工单一坐标系内的平面或曲面零件。此次通过加工车模,尝试在三轴加工中心中通过多次装夹来完成空间立体零件的加工。实践证明,如果在加工过程中
控制好各加工基准的转换,各曲面间就不会出现错位的现象,零件也能够达到质量要求。由此说明,只要能够编制正确的工艺文件,传统设备的加工范围也能有新的突破。
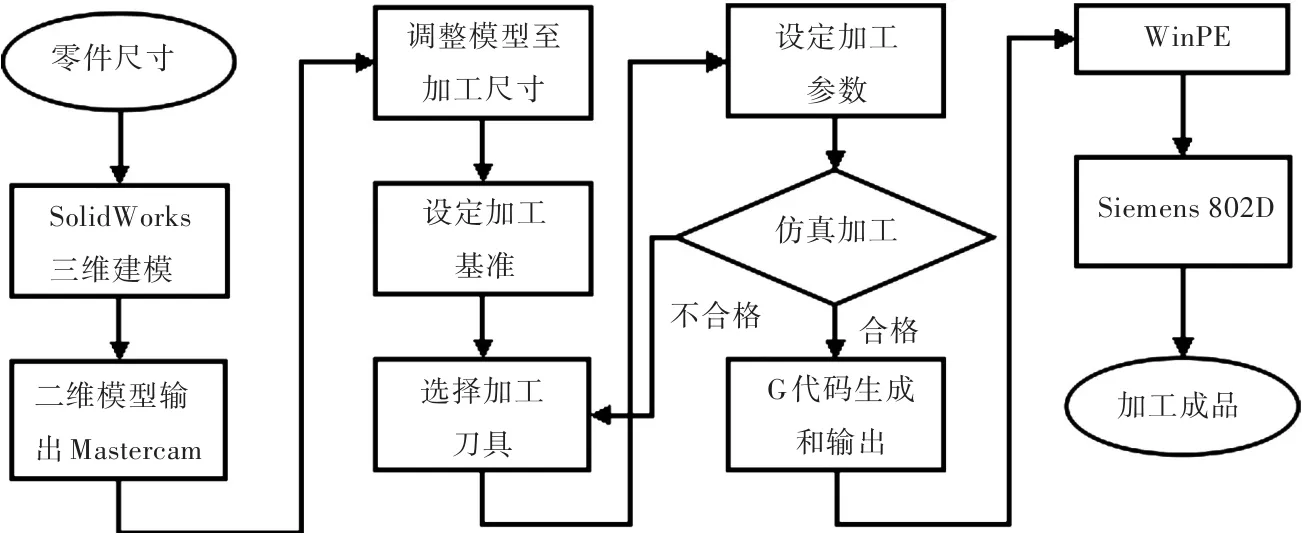
图3 设计加工流程图Fig.3Flowchart of design

图4 仿真加工效果图Fig.4Simulation of each machined surface

图5 车模加工过程Fig.5Processing course of the car model

图6 车模成品Fig.6Finished car model
(References)
[1]吴文英,钟建琳,杨庆东.高性能加工中心的发展研究[J].机械设计与制造,2010(11):251-253.
[2]卢耀晖,周继伟,肖令,等.三轴加工中心工作范围的拓展方案[J].机械设计与制造,2009(7):176-177.
[3]廖效果.数控技术[M].武汉:科学技术出版社,2000.
[4]温雪岩,王雨婷,吴晓峰,等.数控加工技术在难加工类零件上的应用[J].林业机械与木工设备,2014,42(2):4-8.
[5]兰松云.复杂曲面数控加工误差研究[J].中国高新技术企业,2013(13):27-28.
[6]刘铁涛,闫伍平.Mastercam X4数控加工基础与典型范例[M].北京:电子工业出版社,2011.
(责任编辑:陈旷)
Three Axis Numerical Control Processing for Solid Car Model
ZHU Xueming
(Engineer Training Center,Jianghan University,Wuhan 430056,Hubei,China)
In actual processing,three axis processing center are usually used to process spare parts which have surfaces within single coordinate,while five axis processing center are used to produce spare parts containing continuous complex curved surfaces.With the existing equipments,taking a certain car model as example,explores the processing technics of three axis processing center for continuous complex curved surfaces.The solution extends the working range of three axis equipment. Presents the resolving thoughts for problems in the processing.
three axis numerical control processing;hexahedral processing;numerical control pro⁃cessing technics;locating datum
TH164
A
1673-0143(2014)05-0031-05
2014-06-26
朱雪明(1984—),男,助理实验员,研究方向:先进制造。
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
玩具世界(2020年6期)2020-12-06
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年8期)2018-10-09
农机使用与维修(2018年2期)2018-02-26
经营者·汽车商业评论(2016年5期)2017-11-30
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
锻压装备与制造技术(2015年2期)2015-06-26
现代营销·经营版(2013年10期)2013-05-14
