一类非线性系统控制方法在硅钢生产上的应用
2014-07-18 12:09:36戴鸣力
江汉大学学报(自然科学版) 2014年5期
戴鸣力
(武钢工程技术集团计控公司,湖北武汉430081)
一类非线性系统控制方法在硅钢生产上的应用
戴鸣力
(武钢工程技术集团计控公司,湖北武汉430081)
硅钢工业退火炉温度控制具有强耦合、纯滞后、多扰动等特点,它的控制方法代表着一类非线性系统控制的解决方法。以硅钢工业退火炉温度为控制对象,在双交叉限幅控制的基础上引入了智能学习系统,形成了基于智能学习系统的双交叉限幅控制方法来解决此类非线性系统的控制问题,并通过模块化的编程来实现其功能。结果表明:与传统的PID控制相比,该控制方法的控制精度、抗扰性等控制指标有明显提高,是解决此类非线性控制的一种有效方法。
智能学习系统;双交叉限幅控制;空煤比系数
0 引言
众所周知,非线性系统的控制方法一直是控制学上的难点,不易建模、控制对象强耦合、多扰动等特点造成了其没有有效的控制方法和控制策略[1]。在硅钢生产工艺中,硅钢工业退火炉就是一个具有以上特点的控制对象,硅钢工业退火炉中介质燃烧的控制状态与硅钢产品质量息息相关,一般硅钢片在工业退火炉中有加热过程和冷却过程,与此对应,退火炉也有升温、保温、降温的阶段,其中升温阶段是将一定速度的钢带加热至工艺要求的温度,炉内温度的升高是通过调节进入炉内煤气和预热空气的流量进行混合燃烧实现的,温度控制策略是根据热电偶测量的实际炉温,与设定温度比较后产生一个输出信号,该输出信号作为煤气流量和空气流量控制器的设定值,按照一定空煤配比比例去调节煤气阀和空气阀的开度,以此控制燃烧的煤气和空气的流量,最后使炉内温度达到设定值[2]。传统的温度控制策略是由PID控制来实现的(见图1),其控制有许多缺点,具体体现在:
1)控制精度不够。传统PID控制精度只能达到±20℃,极大地影响了产品质量。
2)控制速度跟不上控制对象变化的速度,在生产节奏加快的情况下,系统调节响应速度慢、升温时间长。
3)在保证完全燃烧的前提下,炉内氛围的控制十分重要。传统的PID控制不能很好地控制适当的空气消耗系数,致使炉气中有大量的过剩空气,造成钢带表面氧化层增加,加热时间延长,浪费大量能源。
4)炉内工艺复杂,扰动因素较多,造成控制不稳定。

图1 传统硅钢工业退火炉炉温控制框图Fig.1Diagram of traditional industrial annealing furnace temperature control of silicon steel industry
解决以上问题必须通过煤气量、空气量分开调节来实现,而煤气量、空气量是互相影响的,且温度又具有时滞性。为此,笔者将介绍一种基于智能学习系统的双交叉控制来改进传统的强度控制。
1 基于智能学习系统的双交叉限幅控制的基本原理
双交叉限幅控制是工业炉温度控制较为成熟的控制方式,在燃烧控制系统中采用交叉限幅控制方式,使炉内介质的燃烧更加安全充分、控制更加稳定可靠,对保证产品质量作用明显[3]。同时在节能环保、低碳燃烧、燃烧场温度气氛的均匀性等方面较传统的PID控制也具有很大优势。硅钢工业炉控制是具有强耦合、纯滞后、大惯性及慢时变等特点的非线性系统,达到理想的控制效果是非常难的[4],而利用智能学习、知识库的表示来认知被控对象模型,并给出解释策略来解决非线性控制问题是当今控制学研究的一大方向。
1.1 双交叉限幅控制基本原理
在硅钢工业退火炉燃烧系统中,双交叉限幅炉温控制器的输出信号决定煤气流量给定值,而空气流量给定值是由双交叉限幅炉温控制器的输出信号乘以空燃比α得出,然后空气回路和煤气回路各成闭环调节,而在两个闭环调节过程中煤气流量与空气流量相互制约,从而维持空燃比稳定,改善燃烧状况。具体来说,在煤气控制回路和空气控制回路中均设置低选和高选的比较选择器。比较的参考信号是根据实际空气流量计算无欠氧燃烧时煤气流量上限和无过氧燃烧时煤气流量下限;根据煤气实际流量计算无过氧燃烧时空气流量上限和无欠氧燃烧时空气流量下限,再与温度控制器输出的要求流量进行比较后组成双交叉限幅选择控制,控制工艺框图如图2所示。
优化燃烧状况必须保持适当的空煤比,不仅在炉温恒定时,而且在炉温变化时依然如此。以下分别对炉温恒定、需要升高、需要降低这三种情形作具体分析。
1)炉温恒定时。
假设炉温恒定且在均衡状态,此时
式(1)中,Af为实际空气量,Gf为实际煤气量。此种状态下,根据图2,以下不等式成立:
式(2)、(3)中,A0、G0为煤气控制器与空气控制器设定值,α为空煤比,Li(i=1,2,3,4)为限幅值设置系数。
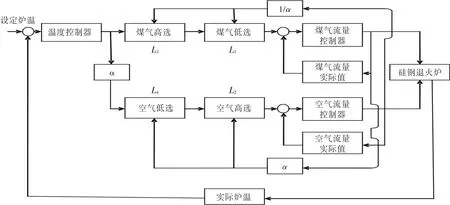
图2 双交叉限幅控制在硅钢工业退火炉炉温控制的原理框图Fig.2Principle diagram of double across limit control in industrial annealing furnace temperature control of silicon steel industry
2)炉温需要升高时。
如果炉温需要升高时,炉温控制器输出会加大,系统平衡状态改变。空气控制器与煤气控制器设定值A0和G0将增加,因而Af和Gf也将随之增大,因调节阀具有滞后性,且空气与煤气流量的调节速度是不同步的,在一般情形下,煤气调节阀速度较快,相对应的煤气流量增加的速度比空气的要快,因此会造成当时的空煤比下降。此时控制将会对煤气的流量进行限幅,在煤气调节环节中,,通过了煤气高选器,在煤气低选器下进行限幅,煤气流量控制器输入的设定值,以此来抑制Gf的上升速度。此时在空气调节环节中αGf() 1-L4<A0,通过了空气低选器,在空气高选器上进行限幅,空气流量控制器输入的设定值AV=αGf() 1+L2<A0,因此,可知在升温时,煤气、空气同时取上限限幅值,直到实际炉温等于设定炉温,交叉限幅过程结束,进入平衡状态。
3)炉温需要降低时。
如果炉温需要降低时,过程与炉温升高时正相反,此时的煤气高选器会进行限幅,煤气流量控制器输入设定值,以此来减缓Gf的下降速度,而空气低选器也将会进行限幅,空气流量控制器输入设定值AV=αGf(1-L4)>A0,从这里可以看到在降温时,煤气、空气同时取下限值,直到实际炉温等于设定炉温,交叉限幅过程结束,进入平衡状态。
综合以上分析可知,不管炉温需要升高还是降低,实际空气量的增减速度与实际煤气量的增减速度基本保持一致,不会在系统升温时造成空煤比过小带来的欠氧燃烧;同样也不会在系统降温时造成空煤比过大所带来的过氧燃烧。这样,在一定的工艺要求下保持了空煤比的稳定,因而能使炉内的燃烧状况得到优化。
2.2 智能学习系统原理
1)定义。
传统上把人和智能机统称为智能系统,而把通过学习形成的知识系统统称为智能学习系统(Intelli⁃gent Learning System)[5]。
2)学习系统的组成。
根据智能学习系统的定义,一个简单的学习系统应包括环境、知识库、学习环节和执行环节四个部分[6]。具体释义如下:
环境:指系统获取知识的外界信息源,它包括系统的工作对象及其外界条件。本文中环境特指退火炉中各种控制变量和参数。
知识库:存贮或记忆系统通过各种渠道获得的各种知识。本文中知识库主要是指在生产实践中总结出来的一些经验参数和规则。
学习环节:对知识库的信息进行搜索、控制和进行逻辑思维(如概括、比较、综合、推理等)来产生、修改和更新知识库,它是智能学习系统的核心。本文中特指现场经验库参数的改变和如何制定出规则,它与实际控制模块嵌套在一起,具体工作由特定编制的程序来完成。
执行环节:称为工作环节、决策环节。本文中特指根据学习系统对现场情况作出的控制策略。
在智能学习系统中,环境和知识库分别代表对象信息源(现场实时参数)与知识信息(经验参数),它们通过学习环节和执行环节互相作用,分别对外界信息和经验信息进行处理,不断地调整和完善执行环节,智能学习系统原理结构如图3所示。

图3 智能学习系统原理结构图Fig.3Principle diagram of intelligent learning system
1.3 基于智能学习系统的双交叉限幅控制系统
将双交叉限幅控制与智能学习系统结合起来,其控制原理框图如图4所示。

图4 基于智能学习的双交叉限幅控制原理框图Fig.4Principle diagram of double across limit control based on intelligent learning system
从图4可以看到,在原有交叉限幅控制中引入了现场知识库单元作为原控制系统的补充,两者互为影响,组成基于智能学习系统的双交叉限幅控制,具有学习功能的系统能根据现场的实际情况实时修改控制策略,作为控制扰动补偿输出给控制模块参与控制。
2 控制功能的实现
本项目的软件载体是西门子PCS7和WINCC控制系统,该系统控制方法先进、技术成熟,是现在最流行的控制系统解决方案,所有控制功能的实现都是通过各种功能模块(Function Block)的定义和程序编制来完成。
2.1 智能学习系统中经验模块(Experience Module)的实现
通过在控制环路内构建与控制模块并行的经验模块,以及用户预设置经验模块的输入工艺参数(如来料的速度、板宽、板厚、牌号、热损、煤气流量、前工序炉、本炉区序号、炉膛长度和炉膛材质等相关参数),通过与之配套的接口模块,根据接口模块传过来的扰动因素并结合以往在多种工业炉上燃烧的工艺经验,编写规则库,经过运算得出DISV(扰动值或称之为输出增量)以弥补扰动或不同工艺的炉子会造成温度的波动。经验模块有自学习的功能,识别各种影响炉子燃烧因素的扰动,然后通过分析的结果不断更新和完善经验模块数据结构,以便优化控制系统的控制参数和控制过程。图5为设置的经验模块。

图5 智能学习系统中的经验模块Fig.5Experience module in intelligent learningsystem
2.2 基于智能学习的双交叉限幅控制模块的实现
实现过程如图6所示,其主要接口参数为:
ENABLE:值为1时能输出双交叉
EN_DISV:值为1时补偿干扰值
TUNE:值为1时启动经验模块调节干扰值
POWER_SP:炉区能量需求(温度控制器输出)(%)
GAS_PV:当前煤气流量(Nm3/h)
GAS_I:当前I-值煤气规则(%)
AIR_PV:当前空气流量(Nm3/h)
AIR_I:当前I-值空气规则(%)
AIR_TEMP:当前燃烧空气温度(℃)
LAMB_SP:Lambda(限幅值)设定点
LAMB_HLM:Lambda(限幅值)最大绝对值
LAMB_LLM:Lambda(限幅值)最小绝对值
LAMB_DEV:实际Lambda(限幅值)与Lambda(限幅值)设定点间偏差
AIR_REQ:空气需求值
GAS_REQ:煤气需求值
Hu:热值煤气(燃烧加热)(kWh/Nm3)
CYCLE:采样率或循环周期
PID_AIR:PID-控制空气流量
PID_GAS:PID-控制煤气流量
GAS_PV_V:由煤气值计算的设定空气流量
AIR_PV_V:由空气值计算的设定煤气流量
GAS_FLOW_10:阀门基本特性
GAS_DISV_10:DISV(扰动值或输出增量)
Output PID-Control:炉温控制器的输出
Air Max:空气最大量

图6 双交叉限幅控制模块Fig.6Module of double across limit control
2.3 功能说明
在接口参数中“EN_DISV”、“TUNE”、“GAS_I”、“AIR_I”、“GAS_DISV_10”等直接根据现场工艺状况,通过与经验模块比较改变规则库,并给予控制系统补偿输出。而交叉限幅模块的核心流程是:假设初始状态下操作比率设置值λ(Lambda)=1,Output PID-Control(炉温控制器的输出)为一初始设定值,Air Max(最大空气量值)是恒定的,那么可计算出AIR_REQ(空气需求值),而根据现场热值仪的测量可得到现场的空煤比,根据空煤比可计算出GAS_REQ(煤气需求值),GAS_REQ和AIR_REQ是煤气和空气控制器的基础,基于实际煤气和空气流量,每个CPU循环将计算实际的λ值,为了避免λ偏差超过最大值或低于最小值,两个控制器设定值限幅。此限幅将被允许最大(±Kλ)的偏差,其中K∈(0,1),K值的选取与智能学习系统中DISV(扰动值或输出增量)相关。
2.4 使用效果及分析
在采用基于智能学习系统的双交叉限幅控制策略后,解决了传统PID控制带来的种种弊端,控制精度可达到±5℃,且控制趋势平稳、快速有效,系统抗扰性强。因此,保证了炉内气氛相对稳定正常,在钢带加热时节约了大量能源,进而直接提升了产品质量,对增加硅钢产品的竞争力具有重大意义。
3 结语
在深入研究上述硅钢工业退火炉炉温控制技术的基础上,合理地将智能学习系统与交叉限幅控制技术结合起来综合运用,以达到使硅钢退火炉内的控制温度及炉内的保护气氛更加均匀,炉内介质的燃烧更加安全、充分和稳定,因此对硅钢产品质量的提高大有改善。该系统较之传统的PID控制方式有了很大改进,具有控制稳定、动态响应快、鲁棒性强的特征。笔者提出的控制思想和控制理论不仅为解决此类非线性系统的控制问题提供了一种思路,而且在“节能减排、低碳环保”的国际大趋势下亦具有积极意义。
(References)
[1]何轶.连续退火炉燃烧控制模型分析和仿真[J].冶金自动化,2008,32(1):49-52.
[2]李遵基.热工自动控制系统[M].北京:中国电力出版社,1997:98-99.
[3]冯春.加热炉燃烧过程智能优化控制策略的研究[D].长沙:中南大学,2007.
[4]张元福.加热炉空/燃比自寻优模糊控制器研究[J].山东冶金,2000,22(5):46-49.
[5]吴泉源,刘江宁.人工智能与专家系统[M].长沙:国防科技大学出版杜,1995:247-280.
[6]龙晓莉,朱斌.智能学习系统的研究[J].华南理工大学学报:自然科学版,2000,28(11):109-113.
(责任编辑:强士端)
Application of a Kind of Nonlinear System Controlling Method on Silicon Steel Production
DAI Mingli
(Instrument Control Company,WISCO Engineering and Technology Group,Wuhan 430081,Hubei,China)
The temperature control of silicon steel industrial annealing furnace has the features of strong coupling,pure lag,multidisturbance.The control method represents the solution of a class of nonlinear control systems.The control object is the temperature control of silicon steel industrial an⁃nealing furnace,the intelligent learning system based on Double Across Limit Control is introduced and used to solve control problem of this kind of nonlinear system,and the module programming is used to realize the function.The results show the method improves the index of precision and an⁃ti-disturbance compared with traditional method of PID control,it is a valid method to solve such problem.
intelligent learning system;double across limit control;air/gas coefficient
TB114.2
:A
:1673-0143(2014)05-0025-06
2014-06-25
戴鸣力(1972—),男,工程师,硕士,研究方向:控制理论与控制工程。
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:50:44
系统工程与电子技术(2021年8期)2021-07-27 08:39:18
山东冶金(2019年2期)2019-05-11 09:11:58
材料与冶金学报(2019年1期)2019-03-08 07:47:30
中国铸造装备与技术(2017年6期)2018-01-22 01:50:04
电子制作(2017年13期)2017-12-15 09:00:24
上海金属(2016年1期)2016-11-23 05:17:41
物理化学学报(2015年7期)2015-12-30 12:13:18
安徽冶金科技职业学院学报(2015年3期)2015-12-02 03:46:30
上海金属(2015年2期)2015-11-28 08:37:16