浅谈钛材换热器的管板焊接
2014-07-09 03:01邓红娟李新明
化工装备技术 2014年2期
邓红娟 李新明
(三门峡化工机械有限公司)(三门峡高新机械有限公司)
0 引言
钛材不仅具有较好的塑性、韧性,也具有较好的耐腐蚀性能,因而在石油化工、海洋工程等领域应用广泛。在氧化性、中性及含氯离子的介质中,钛的耐腐蚀性能均优于普通不锈钢和铝等。但钛材的焊接性能不好,焊接时极易产生氧化、氮化和脆化等缺陷。本文介绍了一台钛材换热器的制造过程。根据钛材的焊接特性,在焊接过程中有针对性地采取合理的保护措施,制定合适的焊接工艺,严格把好各个施工环节质量关,从而保证了钛材的焊接质量。
三门峡化工机械有限公司为青海项目制造的一级换热器 (技术参数见表1)是一台钛材换热器。该换热器的换热管和管板材料及规格分别为:换热管材料 TA2,规格 Ø45 mm×1.5 mm;管板材料Q345R+TA2,规格δ=65+6 mm。换热器的管头伸出长度2.5 mm,坡口2.5×45°,换热管与管板连接方式为强度焊。
1 钛的焊接性能
钛是一种非常活泼的金属,常温下能与氧生成致密的氧化膜而具有高的稳定性和耐腐蚀性。但随着温度的升高,钛与许多气体有很强的亲和力。钛加热到300℃时开始吸氢;400℃时开始吸氧;500℃时开始吸氮;600℃时氧化、氮化均很剧烈,
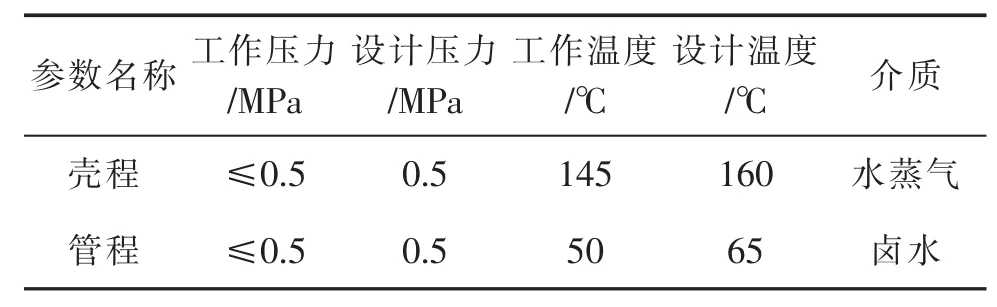
表1 一级换热器技术参数
并使焊接接头的塑性和韧性下降,还会引起气孔和裂纹等缺陷;1000℃时碳可与钛反应[2]。氧和氮对钛污染的结果使钛强度和硬度增高而塑性降低。温度越高,时间越长,氧化、氮化也越严重,造成焊接接头的塑性急剧下降。由于熔化焊接过程中,熔池像一个小冶金炉,熔融金属暴露在大气中,空气中含有大量氧和氮,所以焊接钛时必须在真空或惰性气体保护下焊接,以防止空气对焊缝金属及热影响区污染。通常,选用手工钨极氩弧焊进行钛材的焊接。
2 焊接工艺
2.1 焊前准备
(1) 施工环境
为焊接专门划分了一块钛材设备制造区,以确保焊接环境清洁。焊接区域远离通风口和敞开的门窗处,且工作场地铺设橡胶板。
(2) 焊工资格
施焊焊工必须经过TSG Z6002—2010《特种设备焊接操作人员考核细则》培训并取得相应的资格。施焊时焊工必须穿戴洁净的白工作服和洁净的手套[4]。
(3)焊接所用的材料及设备
① 保护气体。保护气体一般使用一级氩气,纯度不低于99.99%,露点在-60℃以下,杂质总含量小于0.02%,相对湿度小于0.001 mg/L。须用环氧基或乙烯基塑料软管输送保护气体[2-5]。
②填充金属。为了使焊缝金属具有与母材金属近似的成分和抗腐蚀性能,应采用与母材成分相同的焊丝,焊丝型号为STA2R,焊丝直径1.2 mm。焊前焊工应认真清理焊丝,去除拉丝时附着的润滑剂,确保焊丝表面清洁。
③焊接设备。焊机选用带高频引弧和电流衰减装置且性能稳定的手工直流钨极氩弧焊机,焊机型号WS-300。
④焊枪型号QQ-65/70。
2.2 焊接
(1)焊前清理
焊前清理对焊接质量影响很大。材料表面的氧化皮、油污及富集气体的金属层等,在焊接过程中易产生气孔和非金属夹杂,使焊接接头塑性、抗腐蚀性能降低,因此焊接清除工作必须做得彻底。
一般用机械法清理。先用丙酮去油污,再用砂纸除去焊缝及其两侧的氧化层,直到露出银白色金属光泽为止。然后用新的绸布蘸无水酒精将表面擦拭干净,直到绸布上没有污染为止。加工及清洗完毕的管口严禁用手触摸。暂时不焊的管口须用塑料薄膜覆盖,以防污染。
施焊前仍须逐个将焊接坡口及焊丝用无水酒精擦拭干净,清理后应立即施焊,否则应重新清理。
(2)焊接时操作要领
① 焊前预先送气30~50 s,而后再进行焊接。焊接完毕后要滞后停气,直到焊接区温度降低到250℃以下。
②选用低线能量施焊。在保证焊缝成形良好的前提下,焊接时尽量选用低线能量。多道焊时,应在前道焊缝冷却后才焊下一道,保证层间温度不超过50℃,以防过热。
③由于管中的空气容易卷入电弧,影响保护效果,我们采用气塞来改善。钛的导热系数小,熔点较高,焊接时容易出现热量集中,高温停留时间长,冷却速度慢,从而导致融合区晶粒粗大,降低接头综合性能。因此气塞材质优先选用导热性能较好的铜。管板焊接用气塞结构如图1所示[1]。
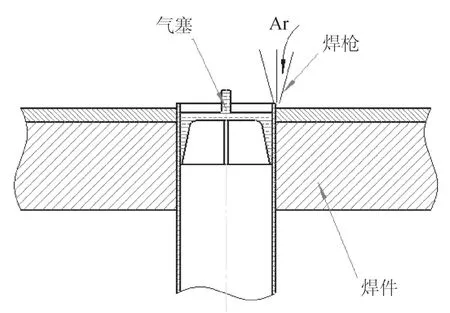
图1 管板焊接用气塞结构
由于换热器上焊接接头分布较多、较密集,同时在相邻管内放入与换热管内径相仿的铜棒,增加传热效果,降低200℃以上的停留时间,以便更好地起到保护和散热作用。待焊缝冷却到50℃以下(即可用手触摸)再以同样的方法继续焊下一管头。
为了防止高温变形并有好的散热效果,焊接过程中注意要采用Z形跳焊法 (见图2),即从中心向四周发射状进行施焊,避免相邻管头之间连续焊[3]。这主要是因为钛的导热性差,焊接时产生的热量不易散去,若在一个区域内连续焊接,会造成该区域热量集中,影响焊接后冷却效果,严重时还会导致换热器变形。因此合理的分散焊接能避免上述情况的发生,保证换热器质量。
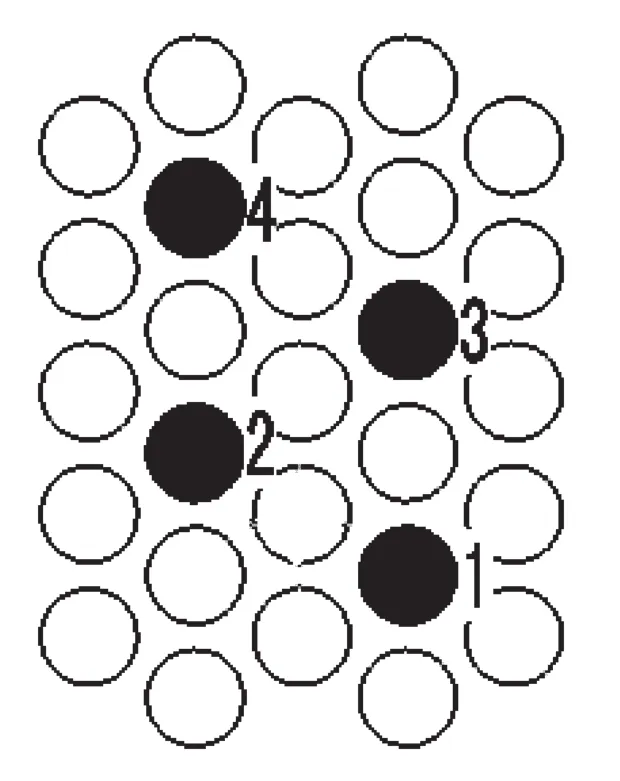
图2 Z形跳焊法
④由于换热管密集,管桥尺寸小,采用密封气罩的保护方式难以实现。因此我们采取增大氩气喷嘴直径的方法来增大氩气保护范围,以降低外来气体氢气、氧气、氮气等对焊缝质量的影响。由于采用了较大口径的喷嘴,因此喷嘴与工件的距离应适当缩小以加强保护,钨极伸出喷嘴的长度宜短些(8~12 mm),以不妨碍观察到熔池为限,且勿随意摆动焊枪。
⑤手工钨极氩弧焊的焊接工艺参数如表2所示。
3 焊接质量检查
焊接接头的检查方法分为两种:外观检查和着色检查。外观检查主要观察焊缝表面的状况及焊接接头的颜色,并根据表面颜色来判定气体的保护效果,如表3所示[6]。焊缝表面应均匀、美观、呈鱼鳞状,不允许有裂纹、气孔、未熔合、焊偏、管翻边等缺陷。
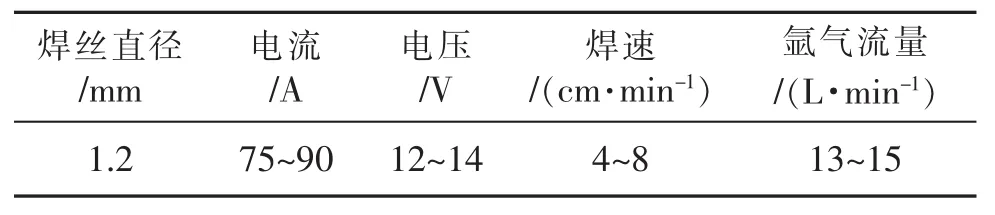
表2 手工钨极氩弧焊工艺参数
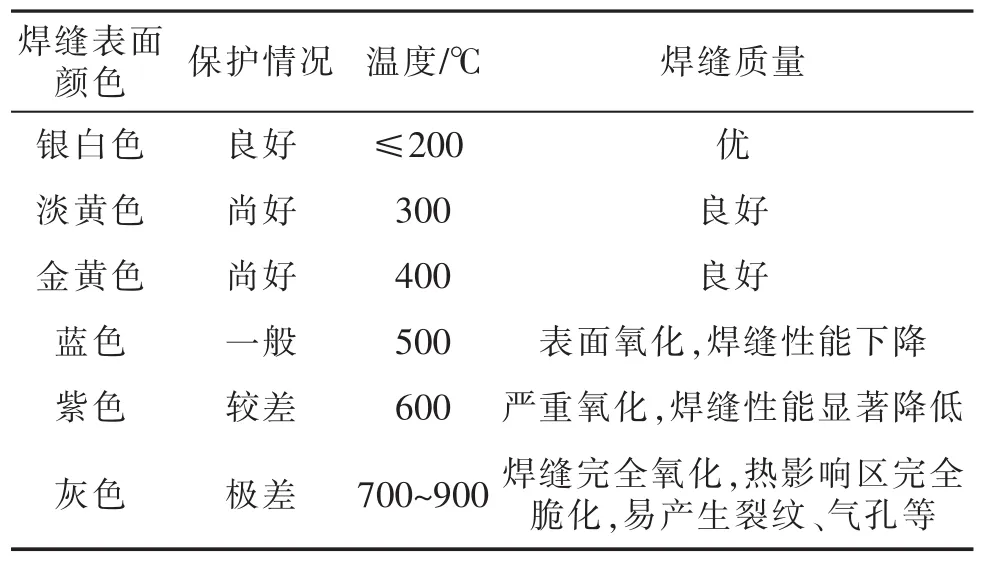
表3 表面颜色与气体的保护效果关系
焊缝表面不允许出现蓝色、紫色、灰色等颜色。对于局部表面颜色不合格的焊缝,必须用砂轮将其全部磨去,然后重新施焊。补焊次数不能超过两次。焊缝外观检查合格后再进行着色检查。着色检查应符合 JB/T 4730.5—2005 标准,Ⅰ级为合格[3]。
4 结语
迄今为止,我公司已制造了多台钛换热器,用户反映使用状况良好,从而也验证了此方法的可行性。事实证明,钛材焊接只要选用正确的焊接方法,采用有效的保护措施,做好焊前清理工作,选用合适的焊接工艺参数,就会使钛材的焊接质量得到保证。
[1]中国机械工程学会焊接学会.焊接手册 (第2卷:材料的焊接)[M].第3版.北京:机械工业出版社,2007.
[2]JB/T 4745—2002.钛制焊接容器 [S].
[3]浙江省火电建设公司.钛材管板焊接技术规程 [S].1989.
[4]苗刚,陈晶,张慧芳,等.钛制热交换器管板自动焊工装改进 [J].石油化工设备,2013(1):64-67.
[5]邹力维,高磊,张莹莹,等.钛管板自动焊接工艺[J].焊接, 2007 (9): 48-50.
[6]阮鑫,王成君.钛材的焊接工艺及技术要点 [J].石油化工设备技术,2003,24(6):43-46.
[7] 周建海.钛材的焊接操作技法 [J].河南化工,2002(2): 32-46.
猜你喜欢
钛工业进展(2021年6期)2022-01-19
钛工业进展(2021年5期)2021-11-10
钛工业进展(2021年2期)2021-06-28
钛工业进展(2020年4期)2020-09-08
新商务周刊(2019年10期)2019-12-21
商品与质量(2019年38期)2019-04-18
电子制作(2017年19期)2017-02-02
汽车实用技术(2016年1期)2016-12-24
焊接(2016年10期)2016-02-27
石油化工建设(2015年6期)2015-12-01