大型真空锭浇注过程温度控制分析
2014-07-02 00:36陈海堤税远强
大型铸锻件 2014年2期
陈海堤 邱 斌 王 涛 邓 琴 马 平 税远强
(中国第二重型机械集团公司,四川618000)
大型真空锭浇注过程温度控制分析
陈海堤 邱 斌 王 涛 邓 琴 马 平 税远强
(中国第二重型机械集团公司,四川618000)
以450 t钢锭与340 t钢锭生产为例,分析大型真空锭浇注过程中温度的控制。通过分析与曲线拟合,得出大型钢锭多包合浇过程中各包温降与温降因子的关系式,为优化出钢温度提供较好的理论依据。
大型真空锭;浇注温度;温降因子
随着电力、冶金、石化、航天、造船等工业设备向整体化和大型化发展,大型锻件的需求量和制造等级不断提高。大型钢锭不可避免的会产生偏析,存在缩孔、疏松等冶金缺陷,为此国内外制造厂不断更新冶炼设备及工艺,努力提高钢水纯净度等[1,2]。虽然国内大锻件的生产具有一定规模,但是与发达国家相比仍有很大差距。作者查阅资料发现,关于大型钢锭浇注过程中的关键参数——温度控制的报道和研究比较少。而若要减少大型钢锭的偏析、疏松,防止锭身部位产生缩孔,保证钢锭的顺序凝固就必须精确控制各包的浇注温度[3,4]。
为了优化特大钢锭浇注过程中的温度控制参数,进一步提高大型钢锭的凝固质量,我们对当前产品的生产数据进行了统计分析,研究其变化规律。
1 统计分析的基本参数定义
因大型钢锭产品锭型较多,钢种各异,选择的工艺流程及合浇方式不同,为了使统计分析更加准确,选择二重当前产品的典型代表——450 t A钢种钢锭进行统计分析。
(1)分析过程同时需要考虑到出钢温度、镇静时间、兑钢测温时间、冶炼吨位与钢水温降之间的关系,所以引入系数ε,命名为温降因子,其定义式如下:

式中 T出——出钢温度,单位为℃;
t1——钢水镇静时间,单位为min;
t2——兑钢测温时间,单位为min;
M——冶炼钢水吨位,单位为t。
(2)定义:浇注过程中的温降符号为△T,单位为℃;钢包内钢水单位时间温降符号为△t,单位为℃/min;出钢温度为T出,单位为℃;中间包温度为T中,单位为℃;A钢种:浇注温度较低的钢种;B钢种:浇注温度较高的钢种。
(3)考虑到浇注过程都在中间包内进行,而且都采用相同规格的中间包,中间包的烘烤条件、砌筑结构基本一致,可以认为钢水兑入中间包后的温降应该是与钢种温度特性相关的一个常量,所以分析统计图表时采用二次曲线拟合。
2 浇注过程数据统计与分析
2.1 浇注过程数据统计分析
对第一包钢水从出钢到中间包的测温数据进行统计。将统计结果剔除异常炉次,绘制成温降曲线,见图1。
对图形进行二次曲线拟合,得出如下公式:

式中,x即为ε,y即为浇注过程温降△T,39.006取值39,所以公式(2)可以转化为近似公式:

图1 第一包浇注温降曲线分析图Figure 1 Analytic graph of the first ladle pouring temperature drop curve

图2 第二包浇注温降曲线分析图Figure 2 Analytic graph of the second ladle pouring temperature drop curve
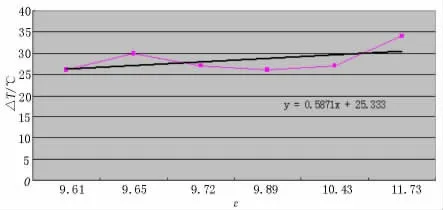
图3 第三包浇注温降曲线分析图Figure 3 Analytic graph of the third ladle pouring temperature drop curve
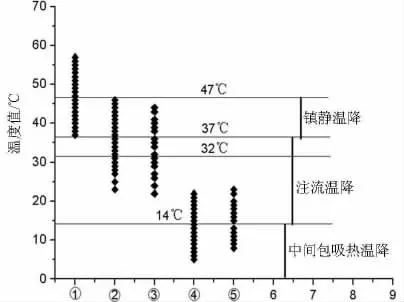
图4 温差范围示意图Figure 4 Illustrated diagram of temperature difference range

从公式(3)可以得出,钢水兑入中间包的温降为39℃,将39℃代入公式(4)中求出钢包内钢水的单位时间温降,列入表1中。
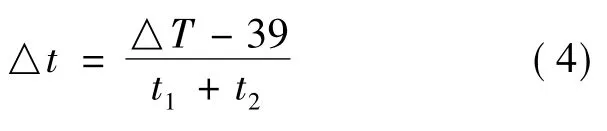
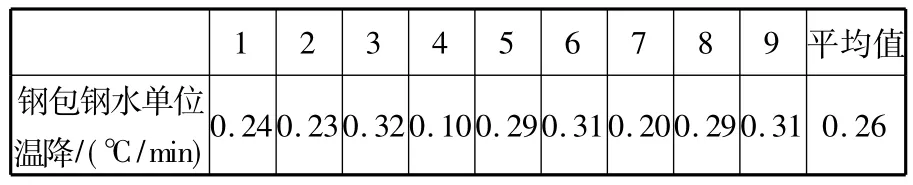
表1 钢包内钢水的单位时间温降Table 1 Tem perature drop per m inute of themolten steel in the ladle

表2 温差统计数据表Table 2 Static data of tem perature difference
从表1得出该钢种的单位时间温降为0.26℃/min。它是与ε相关的一个常数,可认为其值为(0.26±0.05)℃/min。
第一包钢水兑入中间包的温度为:

对第二包钢水从出钢到中间包的测温数据进行统计。将统计结果剔除异常炉次,绘制成温降曲线,见图2。对图形进行曲线拟合。因为浇注过程中中间包温度比较稳定,不同时间测定的温度相差较小,在对比多种曲线拟合情况后,选择较为简单且能较好解释上述问题的一次曲线进行拟合分析,得出以下公式:

对第三包钢水从出钢到中间包的测温数据进行统计。将统计结果剔除异常炉次,绘制温降曲线,见图3。
对图3进行一次曲线拟合,得出以下公式:

2.2 模型验证
为了验证以上数据、分析模型的可靠性,对A钢种的浇注数据进行了统计,计算结果列入表2,并绘制温差范围示意图,见图4。
从表2和图4可以看到,统计出的各包温降集中在比较窄的范围内,并且平均值与中间值非常接近,说明温度控制水平较稳定。
由A钢种镇静温降为0.26℃/min,第一包从吊包到测温时间间隔约30 min,采用第一包的温差平均值47℃计算,得出中间包温降为39℃。表2中④和⑤为兑钢过程的辐射温降,基本可以看成是与钢种温度特性相关的常量。
中间包温降分为注流温降和中间包耐材吸热温降。可以计算出中间包耐材吸热温降约为14℃(这一点在统计B钢种的数据时也得到很好的证明)。注流温降约为25℃,这一点与公式(6)、(7)拟合的结果28℃、25℃基本吻合。

表3 两种锭型分析结果Table 3 Analysis results of two types of ingots
综上所述,本文提出的大型真空钢锭浇注过程温度分析模型能够较好的反应本厂的控制水平,符合现场操作条件,对冶炼温度参数的制定与控制有很好的指导作用。
3 结果讨论与工艺改进措施
3.1 结果讨论
(1)根据以上分析模式对B钢种的大型钢锭进行了分析,结果列入表3。不同浇注温度的两个钢种,虽然在注流温降上存在差异,这点也与热辐射理论相同,但中间包耐材吸热温降却非常吻合,说明本厂中间包的工作条件是非常稳定的。
(2)不同钢种、不同合浇方式、钢水吨位、钢包使用等对后浇包兑钢温降有一定影响。当这些条件相似时,中间包兑钢过程温降也是相当的。
(3)同钢种在镇静过程中,因为吨位和镇静时间差别形成的镇静单位时间温降不同,但是变化较小,不同钢种则差别较大。A钢种浇注前镇静单位时间温降约为(0.26±0.05)℃/min,B钢种则为(0.33±0.05)℃/min。
(4)采用统计公式对多支特大型钢锭进行计算,误差小于6%(10℃)的钢锭占83%。个别炉次波动较大,分析认为该现象是浇注过程中测温点、测温间隔存在差异形成原始数据波动造成的。
(5)根据数据计算得出,总的温降=镇静温降+注流温降+中间包吸热温降。钢水兑入中间包后,因钢水裸露,存在表面辐射,其散热量占总温降的10%左右[5]。所以中间包吸热温降又可细分为中间包吸热温降和中间包钢水表面温降,四者分别占总温降的16%、10%、54%、20%。对钢水温降影响的排序为:注流温降、中间包吸热温降、镇静温降、中间包钢水表面温降。
3.2 工艺改进措施
针对上述研究结果提出以下工艺改进措施:
(1)研究新的浇注方式,如钢包直接浇注、长水口浇注或浸入式水口浇注等,降低注流温降。
(2)加强中间包的烘烤,同时加入中间包保温材料,降低中间包吸热温降。
(3)协调生产,合理安排吊包时间,保证吊包、浇注的流畅性,减少钢包的滞空时间,降低镇静温降。
(4)设计使用整体盖板,减少钢液面的辐射及冷空气的对流散热,降低中间包钢水表面温降。
4 结束语
综上所述,作者认为同一生产厂家,对于大型钢锭浇注温度的影响因素基本固定,对其影响较大的因素为钢种和工艺模式。为了精确控制大型钢锭浇注温度,对大型钢锭的浇注提出以下建议:尽量采用相同工艺浇注模式,稳定操作水平;完善浇注过程测温规范,确定测温位置与测温间隔时间,以便能够准确反应包内温度,提供准确的原始分析数据。
本文分析模型中的数据还需进一步丰富,要对温降曲线和分析模型不断进行修正,更好的反应实际生产情况。要进行更准确的原始数据积累,更好的为工艺参数的制定提供理论依据,以提高我国大型及特大型钢锭的凝固质量。
[1] 张明康.大型钢锭凝固特性初步分析[J].大型铸锻件,1997(4):16-20,23.
[2] 金杨,安红萍,等.大型钢锭凝固特性的初步研究[J].大型铸锻件,2011(1):5-8.
[3] 沈厚发,方大成.大型钢锭中通道(A、V)偏析的预测及防止[J].大型铸锻件,1995(3):45-47.
[4] 亓俊杰,梁小平,等.大型钢锭A偏析的形成机理及影响因素[J].大型铸锻件,2010(3):42-45.
[5] G.Henzel,JR.J.Keverial.Ladle Temperature loss,Proceedings of Electric Furnace Connference,1961:435~453.
编辑 杜青泉
Analysis of Temperature Control in Casting Process for Large Vacuum Ingot
Chen Haidi,Qiu Bing,Wang Tao,Deng Qin,M ao Pin,Shui Yuanqiang
Production of450 tand 340 t ingots are used an example,to analyze the temperature control in the casting processes for the large vacuum ingot.Bymeans of analysis and curve fitting,the relation between the temperature drop of each ladle and temperature drop factor in themultiple-ladle casting process for the large ingothas been educed,which provides better theoretical basis to optimize the tapping temperature ofmolten steel.
Large vacuum ingot;pouring temperature;temperature drop factor
TF777
B
2013—05—26
猜你喜欢
建材发展导向(2022年20期)2022-11-03
山东冶金(2022年3期)2022-07-19
大型铸锻件(2021年3期)2021-04-30
装备维修技术(2020年16期)2020-12-24
山西冶金(2020年4期)2020-09-17
大型铸锻件(2020年5期)2020-09-15
重型机械(2020年4期)2020-06-29
中国金属通报(2019年5期)2019-07-11
天然气与石油(2018年4期)2018-09-08
大型铸锻件(2017年5期)2017-09-07