大型锻件旋转锁定螺杆的研制
2014-07-02 00:36张承峰林春生周预平赵林武
大型铸锻件 2014年2期
张承峰 林春生 周预平 赵林武
(武汉重工铸锻有限责任公司技术部,湖北430084)
大型锻件旋转锁定螺杆的研制
张承峰 林春生 周预平 赵林武
(武汉重工铸锻有限责任公司技术部,湖北430084)
总结了大型锻件旋转锁定螺杆的研制过程,冶炼时合理配比化学成分,采用正火+调质的热处理方式和水淬油冷的冷却方式,使旋转锁定螺杆的各项性能指标均满足技术要求。
旋转锁定螺杆;制造工艺;力学性能
某型号的升船机为齿轮齿条爬升式机型,以大螺杆螺母作为安全装置。正常运行时,螺杆螺母由船厢驱动机构带动,空转着沿螺杆或螺母柱与船厢同步升降。当升船机平衡条件破坏时,首先应停机并制动,随着两侧不平衡载荷的逐渐增加,螺杆螺母间的间隙消失,船厢被锁定。
升船机事故安全机构旋转锁定螺杆,材质为42CrMo4,外圆直径∅1 550 mm,盲孔直径∅820 mm,长3 335 mm,具体见图1。
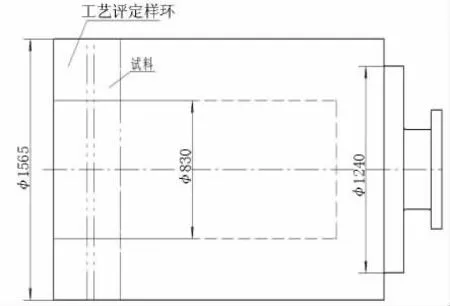
图1 旋转锁定螺杆外形尺寸及取样图Figure 1 Overall dimension and sample taking sketch for the rotational locking screw arbor
1 旋转锁定螺杆的技术要求
1.1 化学成分要求
按DIN EN10083—3验收,具体见表1。
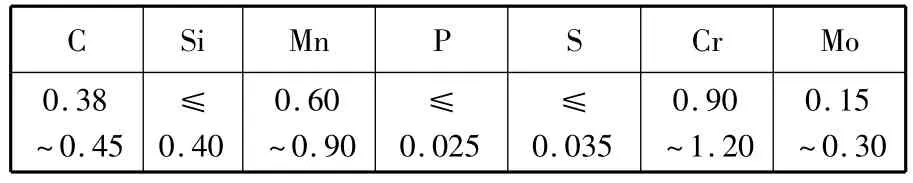
表1 化学成分(质量分数,%)Table 1 The chem ical com position(mass fraction,%)

表2 旋转锁定螺杆的力学性能Table 2 Themechanical property of rotational locking screw arbor
1.2 力学性能要求
在1/2壁厚处取纵向试样(具体取样位置见图1),做室温一拉三冲,按DIN EN 10083—3验收,具体力学性能指标见表2。
1.3 金相检验
纯度及晶粒度按DIN3990—5表4的ME级验收,其中晶粒度≥7级。
1.4 硬度要求
锻件精加工后齿面硬度要求:(250±20) HBW。
1.5 超声检测
按DIN3990—5表4的ME级验收,不允许有超过∅3 mm当量缺陷存在。
2 研制难点
锻件力学性能要求高,热处理后在1/2壁厚处取样,塑韧性指标要求难以满足。锻件晶粒度及无损检测要求都很严,不容易达到标准要求。
怀远县的大多数农户还是一家几亩地的状况,以家庭为单位进行种植,并且主要依靠劳动力。但是,由于每家每户的生产技术和水平不一样,怀远的石榴品质上存在一些差别。而这样的种植方式也不利于统一规划管理。
3 工艺路线及研制过程
3.1 工艺路线
电炉冶炼(EF)+精炼(LFV1)+VD→钢锭红送→锻造→等温退火→粗加工外圆、内孔→超声检测→加工螺纹→正火+调质处理→力学性能试验→超声检测。
3.2 研制过程
3.2.1 冶炼
合理配比化学成分,配优质低铜废钢、料头、生铁,严禁配入土铁。电炉冶炼时保持炉况良好。电炉出钢时,杜绝氧化渣进入精炼包中,炉后脱氧。精炼钢包包况要好,烘烤干燥,氩气搅拌压力充足,高温冶炼时间不得过长,所有成分进规后,进真空工位进行低真空处理。锭模系统落真空盖前再抽风吸灰一次,确保锭模系统清洁干燥。浇注时根据兑钢情况调整注速,防止抽空断流。浇注时氩气压力要足,确保散流良好,注意观察,控制浇高。
3.2.2 锻造
采用两镦两拔,将锻件压实压透,用WHF法拔长。齐帽口线压钳把,用钳把料锻两段较小直径,先成形大端,再掉头成形小端。严格控制始锻和终锻温度,有效预防锻件表面裂纹的产生。严格控制锻件工艺尺寸,确保底部和冒口端弃料充分。
3.2.3 热处理
合理制定热处理工艺,锻件粗加工完后将所有棱角倒钝,进行调质处理。待力学性能合格后,按图1所示取一根径向试棒进行硬度梯度检测,以确保精加工后齿面硬度合格。具体热处理工艺见图2。
4 检验结果及分析
旋转锁定螺杆的熔炼分析和成品分析结果见表3。力学性能检验结果见表4。金相检验结果见表5。精加工后齿面硬度(硬度梯度)检测结果见表6。
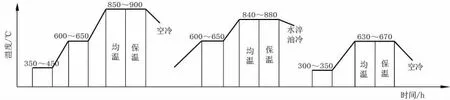
图2 正火+调质热处理工艺Figure 2 Normalizing+quenching&tempering process

表3 熔炼分析和成品分析结果Table 3 The result of heat analysis and product analysis

表4 力学性能检验结果Table 4 The result ofmechanical property

表5 金相试验结果Table 5 The result ofmetallographic exam ination

表6 硬度梯度检测结果Table 6 The result of hardness gradient exam ination
4.2 分析
(1)由表3可以看出,旋转锁定螺杆的熔炼分析和成品分析结果均符合化学成分的要求。为使其塑性和冲击韧性满足要求,将合金元素Ni、Mo、V含量控制在上限,C、Cr含量控制在下限,并降低P、S、Cu等有害元素的含量。V合金元素对细化晶粒有明显效果。另外Mn、Ni、Mo、V合金元素对提高强度和冲击韧性都有较大好处,为获得良好的综合力学性能提供了保证。
(2)由图2可见,在调质前增加了正火工序,可以进一步细化晶粒,均匀组织,为调质做好充分准备。热处理采用水淬油冷的冷却方式,目的是在过冷奥氏体分解最快的温度范围内具有较强的冷却能力,而接近马氏体点时具有缓和的冷却能力。这样可以使组织尽量奥氏体化,以获得更多的马氏体组织,而马氏体经高温回火后,可得到均匀的回火索氏体组织,其强度、塑性和韧性能够得到最好的配合,即获得较高的综合力学性能。水冷时开启水槽循环系统,保证水充分循环。从表4、表5可以看出,强度、塑性、冲击韧性、金相检验结果均符合相关标准的技术要求。
(3)力学性能合格后,按图1所示,在离端面1/2L(齿面厚度)处取径向试样进行精加工后齿面硬度检测。由表6可见,从表面3 mm至表面33 mm处的硬度非常均匀,且硬度梯度均符合要求。说明旋转锁定螺杆已淬透了至少33 mm深,远远超过了其精加工余量,从而确保了精加工后齿面的硬度要求。
(4)旋转锁定螺杆的超声检测结果符合DIN3990—5表4的ME级要求。
5 结论
(1)冶炼时化学成分配比要合理。对于综合力学性能要求较高的大型锻件,添加适量Ni、V等细化晶粒元素是非常必要的。
(2)对于晶粒度要求很高的大型锻件,在调质前增加一道正火工序是进一步细化晶粒的有力保证。为获得良好的综合力学性能,采用水淬油冷的冷却方式也是非常合理的。
编辑 杜青泉
The Research&Manufacture of Large Forgings for Rotational Locking Screw Arbor
Zhang Chengfeng,Lin Chunsheng,Zhou Yuping,Zhao Linwu
This paper summarizes the research and manufacture process of heavy forgings for the rotational locking screw arbor.Bymeans of reasonable proportioning chemical composition in melting,normalizing+quenching&tempering heat treatment,aswell as the water quenching&oil cooling,each performance index of the rotational locking screw arbormeets technical requirements.
rotational locking screw arbor;manufacture process;mechanical property
TG316
B
2013—06—20
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
一重技术(2021年5期)2022-01-18
能源工程(2021年1期)2021-04-13
山东冶金(2019年3期)2019-07-10
世界有色金属(2019年7期)2019-06-11
橡塑技术与装备(2018年20期)2018-10-20
橡塑技术与装备(2018年10期)2018-05-18
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
大型铸锻件(2017年2期)2017-03-28