自升式钻井平台桩腿建造工艺探索
2014-06-27 00:52,,
船海工程 2014年3期
, ,
(中海油能源发展股份有限公司,天津 300452)
桩腿是自升式平台最重要,最关键的结构之一,由于尺度大,结构复杂。桩腿建造技术已经成为自升式平台建造的核心。海洋石油281/282平台设有3条圆柱型桩腿,其上附有齿条,每条桩腿由下端带有小段圆筒的桩靴支撑,桩靴尺寸为11.9 m×11.9 m×1.97 m,每条桩腿的高度约为78.8 m,重量约为266.7 t。桩腿圆筒尺寸外径2 515 mm、壁厚38 mm,材料为ABS EQ43,屈服强度为8.7 MPa;齿条的总长度约为77 m,材料为ASTM A514Q,屈服强度为14.5 MPa。
桩腿为全钢质圆筒型焊接结构,圆筒内部设有环形框架和环形水密隔板,圆筒外部设有一组对称齿条。除圆筒和内部加强筋(与齿条相对应)材料为ABS EQ43外,次要附件所用材料主要为AH36、DH36级钢[1]。材料的化学成分和力学性能均须满足ABS或CCS规范的有关技术条件的规定。
1 桩腿分段划分
1.1 分段划分
桩腿分段的建造方式为侧造。根据船厂的起重和运输能力以及场地条件,结合桩腿材料及齿条的订货情况,将每根桩腿划分为4个合拢分段(从桩腿底部向上,分别为411A/B/C分段、412A/B/C分段、413A/B/C分段、414A/B/C分段)。具体分段划分见图1。
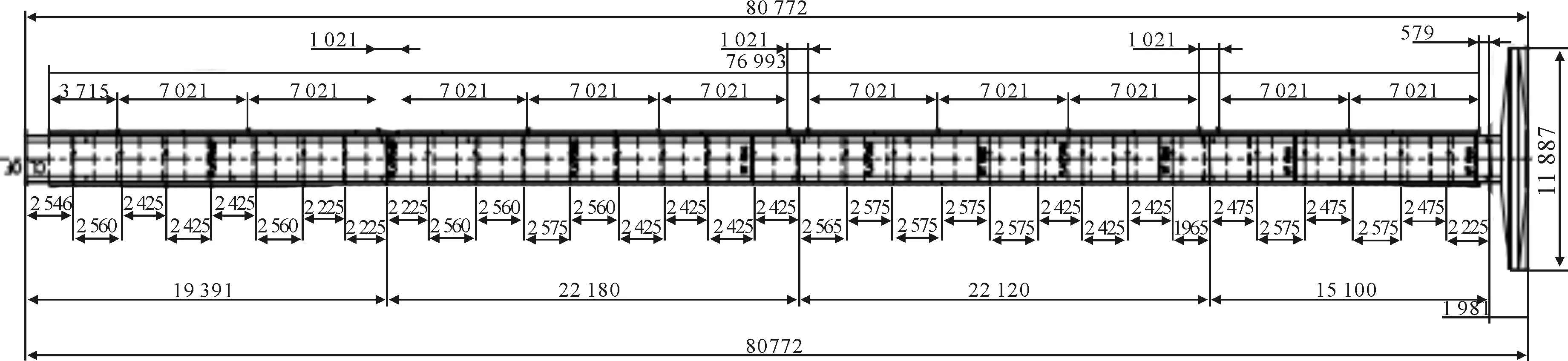
图1 桩腿结构分段示意
1.2 桩腿与齿条分段编号
桩腿合拢状态的4条桩腿分段(411/412/413/414)称为大分段;组成大分段的分段称为小分段;由若干(2~3)小分段对接的过程称为小组立;由小组立再对接成大分段的过程称为中组立;由大分段合拢的过程称为大组立。为了反映该材料在整个桩腿上的位置,便于对材料进行跟踪,每条桩腿圆筒、齿条、内部加强筋以及焊缝的编号都是惟一的。材料到货时按如下的规则进行编号,登记入库。
1.2.1 桩腿编号
XXX X-X
| | |——数字:1,2,3,4,5,… 依次为各小分段从下而上的顺序号。
| |——A为船艏左舷桩腿;B为船艏右舷桩腿;C为船艉中部桩腿。
|——分段名如411/412/413/414。
如412A-3:桩腿412分段船艏左舷桩腿从下而上第三小分段。
1.2.2 齿条编号
R-XXX X- X-X
通过人体皮肤斑贴试验研究,苯基苯并咪唑磺酸32例里出现了9例1级不良反应、2例2级不良反应;二苯酮-3,32例中出现7例1级不良反应、1例2级不良反应,对人体皮肤有不良反应;其余防晒剂32例里分别出现了5例或5例以下的1级不良反应,对人体皮肤无不良反应。
| | |——数字:1,2,3,4,5,… 依次为各段齿条从下而上的顺序号。
| | |——字母:C 为嵌补段。
| |——字母: F 为船艏方向; A 为船艉方向。
|——见桩腿编号说明。
如R-412A-F-3:位于412分段船艏左舷桩腿靠船艏方向从下而上第3根齿条。
1.3 桩腿分段安装方式
根据上述描述,桩腿4个合拢段的长度与重量见表1。其中411、412分段在搭载场地上安装,413、414分段在平台下水后,靠码头利用120 t岸吊进行安装。
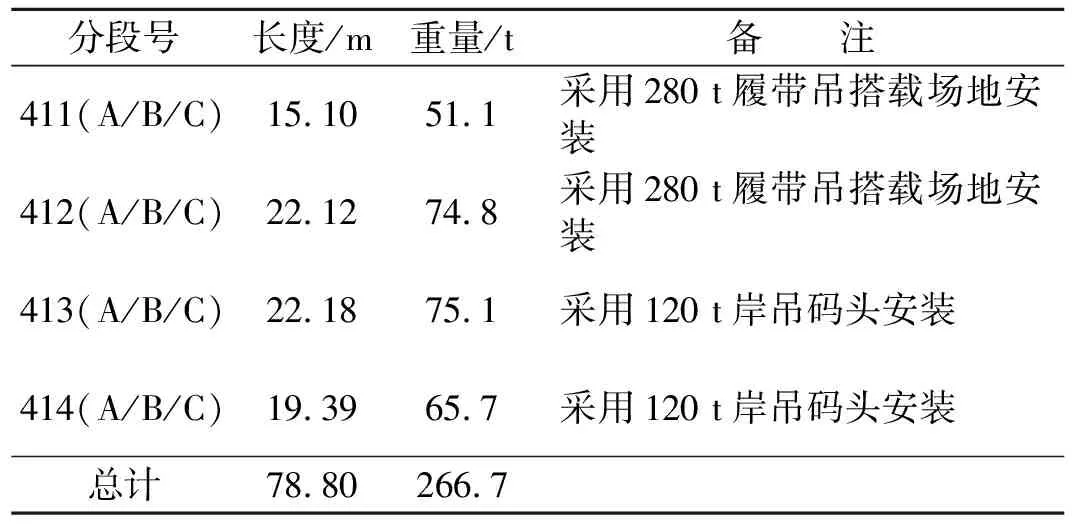
表1 桩腿合拢段的长度与重量
2 桩腿的建造流程
1)桩腿划线。桩腿来料按照工艺要求,进行预处理,按照实模试验得出的数据下料,划线(坡口位置),加工横向坡口,坡口按焊接工艺卡进行加工;纵向坡口先只加工内部坡口,外部坡口待卷板完成后进行,加工坡口形式见图2。坡口加工采用数控火焰切割,切割时必须留边1~2 mm,然后打磨至划线要求位置。
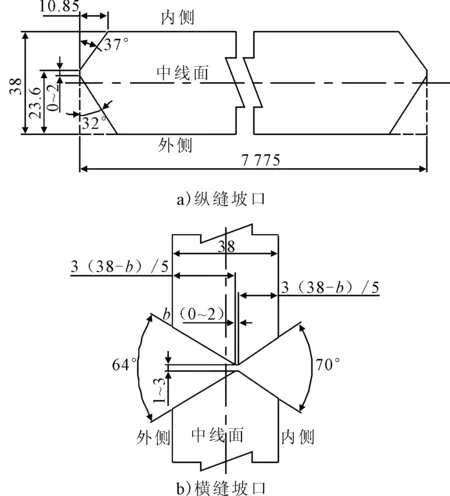
图2 桩腿开坡口形式
2)钢板卷制。利用三锟非对称式卷板机进行小分段圆筒卷制。
3)筒体焊接。桩腿卷制完毕后。利用埋弧自动焊机进行内部纵向焊接,焊接完毕,分别将小分段旋转180°,进行外部焊缝清根,再进行外部纵向焊接。等到焊缝温度缓慢降至常温,72 h后再进行NDT探伤并打磨外焊接余高至0.5 mm,然后检测直线度及椭圆。焊接工装见图3。
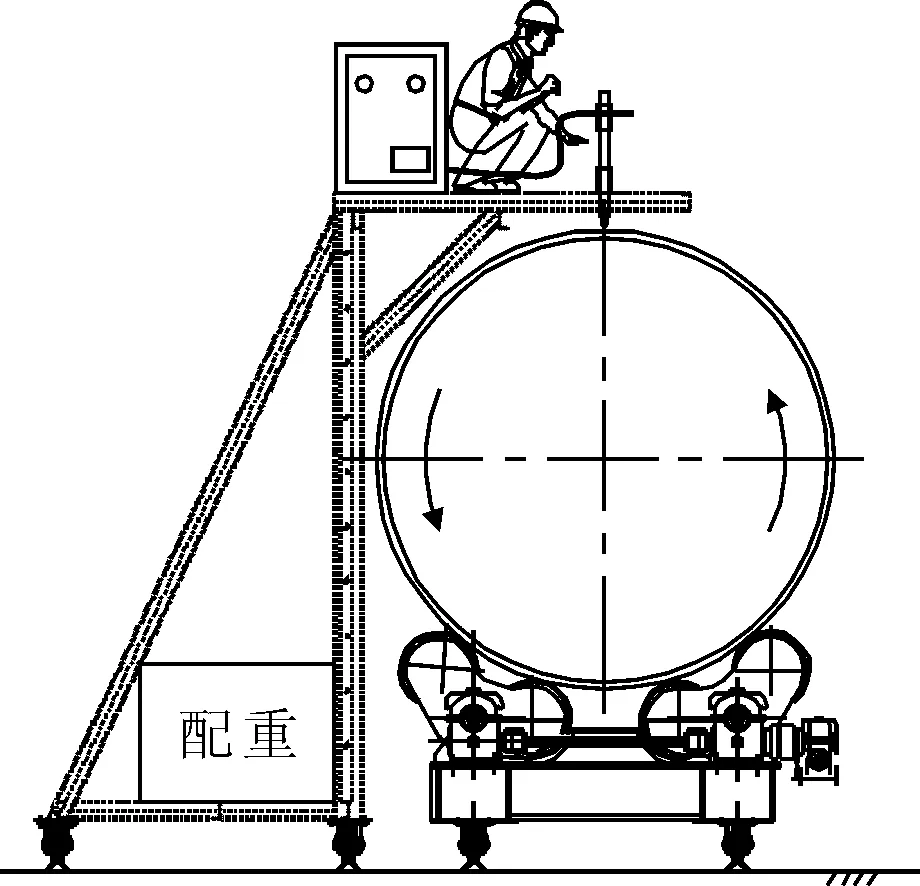
图3 桩腿焊接工装
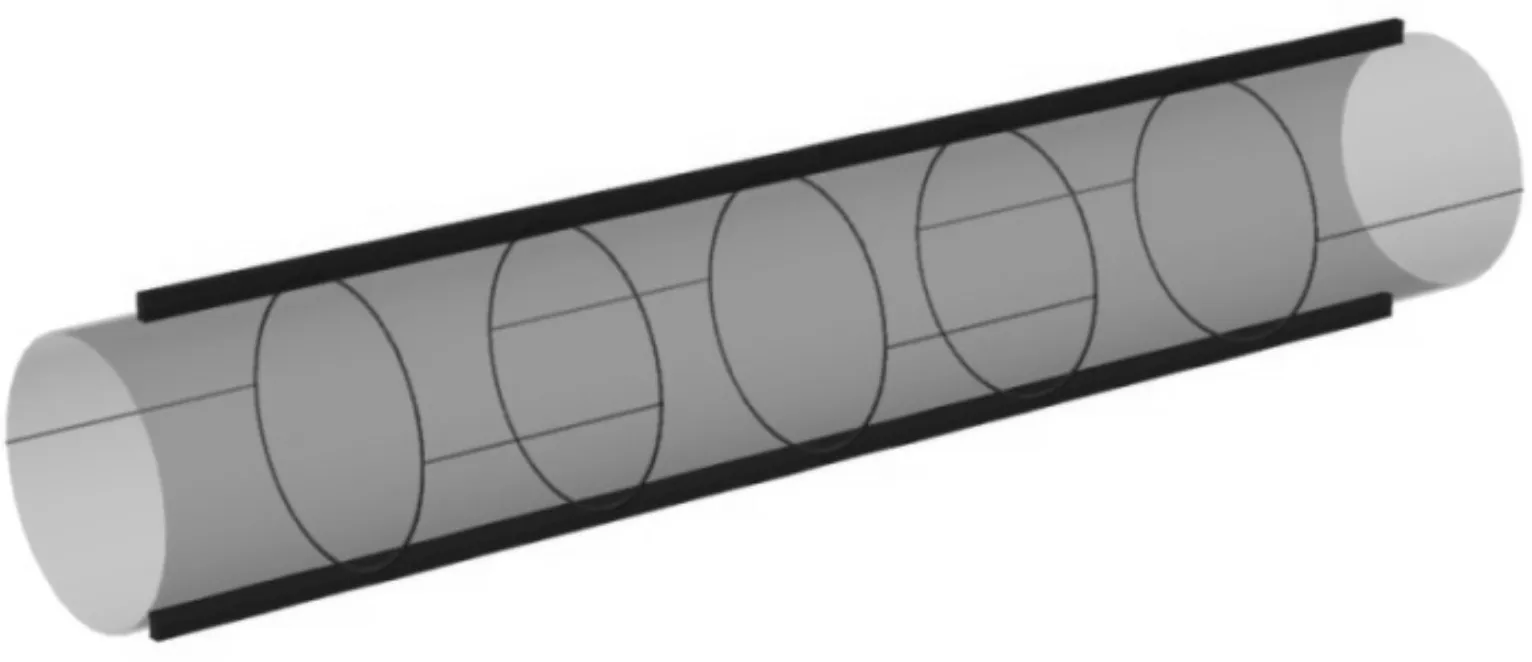
图4 分段对接示意
5)桩腿中组立。桩腿和齿条安装顺序按图5所示进行(以其中船艏左舷桩腿为例)。
6)桩腿中组立完成后,进行桩腿大分段整体测量测绘,并记录。
7)桩腿内纵向加强筋的预制及桩腿内附件安装。
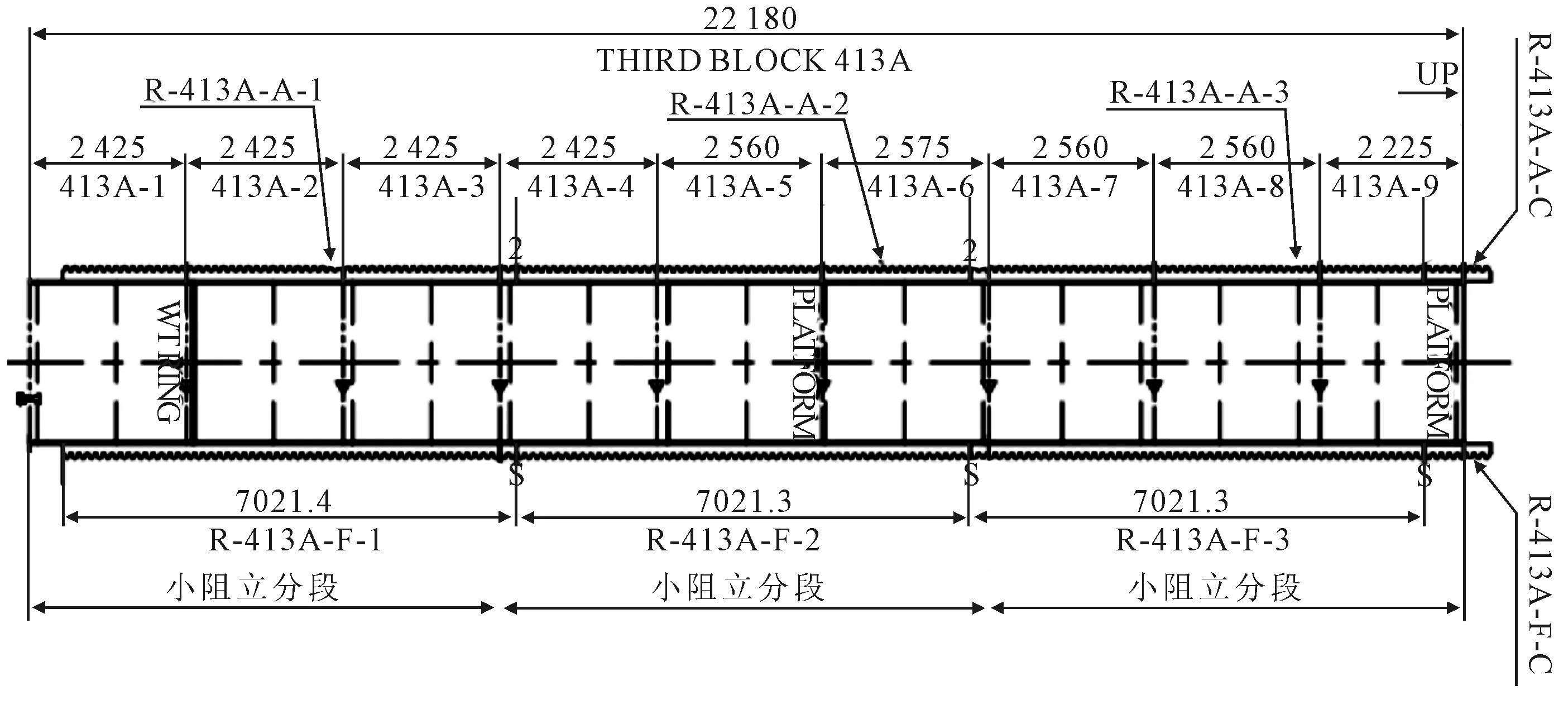
图5 桩腿和齿条安装顺序
8)齿条与桩腿的焊接。桩腿预合拢完毕,进行齿条定位划线。齿条预先根据设计的长度在场地胎架上接长,然后拆开4大合拢分段,按照齿条焊接工艺进行焊接。
9)分段涂装。中组立分段完成后,按照相关的涂装工艺对4大合拢分段进行涂装。
10)分段重量检测。分段重量检测应按照重量控制程序进行。
桩腿制作精度要求。桩腿整体的直线度及椭圆度等精度要求均基于以下要求。
①船级社和船东认可的基本设计文件;
②椭圆度公差: +/- 3 mm;
③直线度公差: +/- 3mm/10m;
④桩腿周长公差:+/- 6mm;
⑤齿条安装垂直度公差:+/- 6mm;
⑥齿条对正公差:180°+/- 0.05°。
3 桩腿之间的预合拢
由于桩腿的直径、中心直线度、齿条直线度等精度公差要求较高,因此,应将建造完成的桩腿4大分段(411A/B/C、412A/B/C、413A/B/C、414A/B/C),在胎架上按次序串联衔接摆放,在固定胎架上进行整体预合拢,预合拢的工装见图6。注意每个对接口处的纵向焊缝的位置。分段预合拢前的总体测量测绘(含411A/B/C分段下口与510A/B/C分段连接口),做好有关数据的记录。
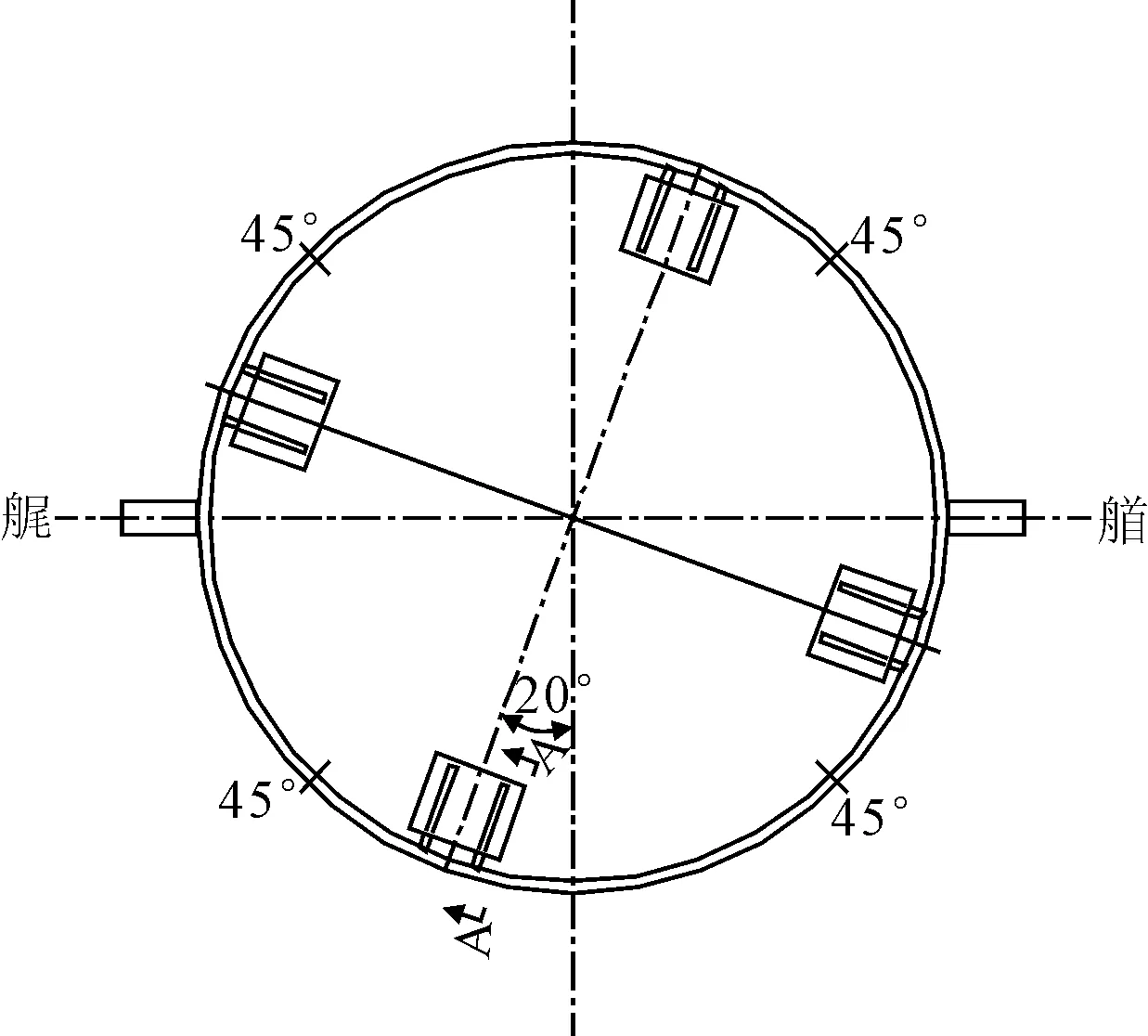
图6 预合拢的工装
4 桩靴与桩腿搭载合拢
1)桩靴分段的搭载安装。主船体的各分段在搭载场地合拢后(包括桩腿围阱),调整平台主船体有关支撑胎架墩位点,为桩靴分段的到位腾出空间,将桩靴分段按照搭载顺序将其挪运至其对应位置,利用可调桩靴工装进行找正、定位及支撑固定。
2)桩腿分段与桩靴的搭载安装。桩靴及围阱定位后,将桩腿分段插入围阱座与桩靴相对接,见图7。吊装时用激光经纬仪等测量工具来检测分段接口处的检验线之间的距离,确定桩腿的垂直度及直线度,还须与桩腿围阱、桩腿升降机构的齿轮组相配合的相对位置进行定位,定位安装精度应符合相关公差要求。
3)桩腿分段合拢安装。在411(A/B/C)分段与412(A/B/C)分段合拢口焊缝检验合格后,依据安装位置线,安装两分段的嵌补齿条和内部嵌补加强筋。桩腿分段414(A/B/C)与413(A/B/C)的合拢安装以及之间的嵌补段齿条的安装将在主船体下水后利用120 t岸吊进行安装,利用升降系统,将桩靴插入海床,升桩进行搭建合拢口处的脚手架及固定其它设备。
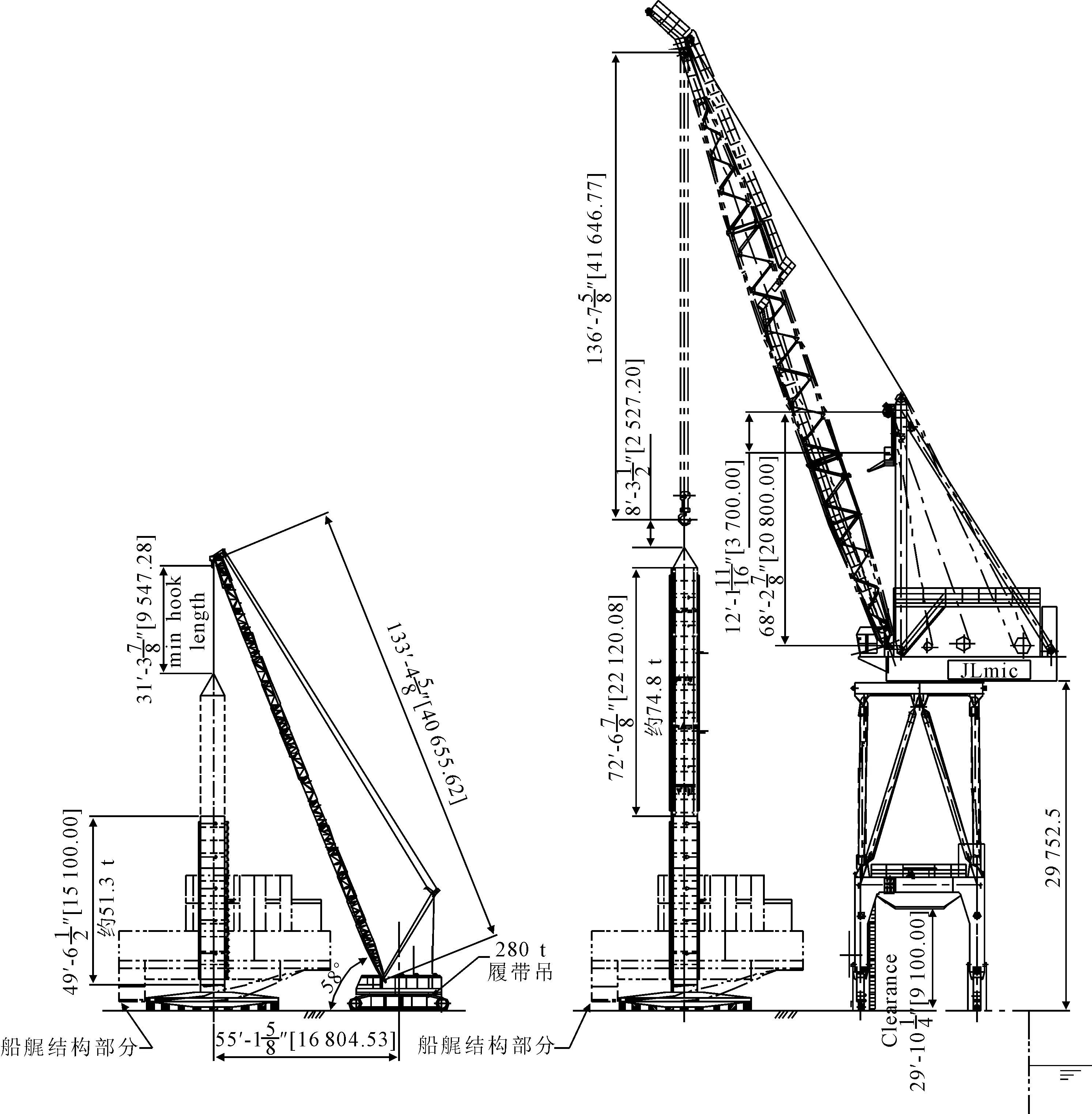
图7 桩腿分段吊装示意
5 结论
通过海洋石油281/282平台的创新和实践,表明桩腿建造工艺可以随施工作业环境、人员技术水平及设备配置能力差异化而不断设计优化。
[1] 中国工程建设标准化协会组织.GB50017-2003,钢结构设计规范[S].北京:中国建筑工业出版社,2006.
猜你喜欢
江西煤炭科技(2022年3期)2022-08-10
传感器与微系统(2022年3期)2022-03-23
大型铸锻件(2022年1期)2022-02-12
科学技术创新(2021年19期)2021-07-16
中国核电(2021年6期)2021-06-29
化工设计(2021年1期)2021-03-13
水运工程(2020年2期)2020-02-26
汽车工程师(2019年7期)2019-08-12
物流技术与应用(2019年6期)2019-07-16
模具制造(2019年3期)2019-06-06