锌电积铝阴极板焊接工艺技术
2014-05-07 07:56瞿浩
铜业工程 2014年2期
瞿 浩
(江西铜业集团(贵溪)冶金化工工程有限公司,江西 贵溪 335424)
1 引言
江西铜业铅锌金属有限公司主要生产铅、锌2种金属。锌金属的生产工艺是以净化后的锌浸出液配制电解液,采用不溶阳极,在直流电作用下使电解液中的金属锌离子沉积在铝阴极表面。锌电积铝阴极板的性能对锌电积工艺有着显著的影响,铝阴极板要求具有较好的导电性能和力学性能[1]。以前国内锌厂的锌电积工艺大多采用通流面积小、导电棒端部通流压降大的小极板,其导电棒采用熔焊接头导电头;个别新建锌厂采用进口的通流面积为3.2 m2的大极板。进口大极板生产的关键技术主要有两点:一是铜铝导电头的爆炸复合,二是铝合金导电棒、吊耳及铝板之间的相互焊接。冶金化工工程有限公司通过自主创新,很好地攻克了锌电积大极板研制的关键技术,于2011年成功研制出了性能优越的锌电积铝阴极板。本文仅就铝阴极板研制过程采取的焊接工艺技术作简单介绍。
2 铝的焊接性
铝的密度很小,仅为2.7g/cm3,具有良好的导电、导热性和较好的延展性 (延展性仅次于金和银)、线膨胀系数大,同时铝的表面因有致密的氧化物保护膜,不易受到腐蚀。铝及铝合金的焊接性差,在焊接时易产生气孔、裂纹、咬边、焊缝成形差等缺陷[2]。
3 铝阴极板焊接结构
锌电积铝阴极板设计采用纯铝材质作为板面,采用带嵌入式铜铝爆炸复合导电头的铝合金挤压棒作为导电棒,结构如图1所示,吊耳、导电棒及铝板之间设计采用连续焊缝焊接。
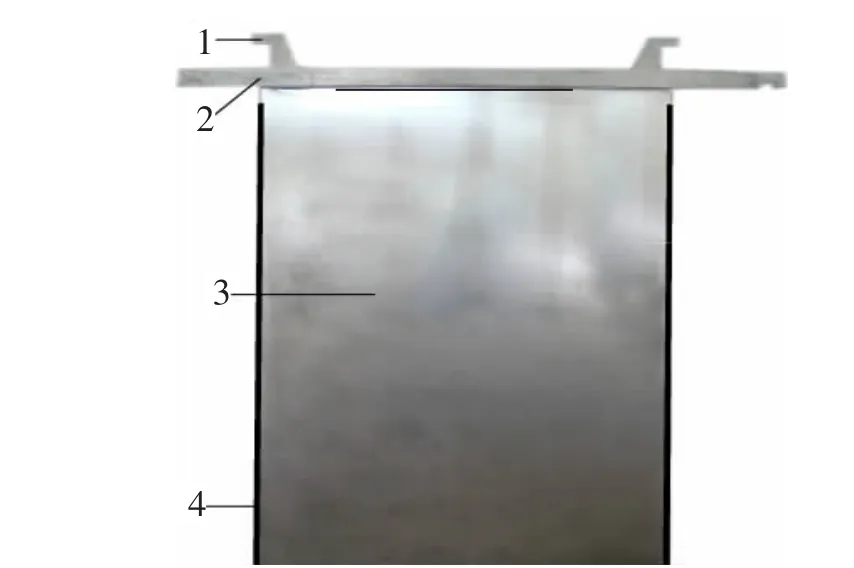
图1 锌电积铝阴极板外形图
4 焊接工艺
4.1 焊接方法
根据铝及铝合金的焊接特点,选用保护效果好、热量集中、热影响区范围小、自动化程度高的MIG焊焊接方法[3],采用机器人实施焊接。
MIG焊是以连续送给并不断熔化的焊丝作为电极的一种氩弧焊方法,采用喷射过渡的熔滴过渡形式,焊丝熔滴以微小颗粒高速射入熔池,飞溅小,熔深大,过渡稳定,电弧的功率也较大。在MIG焊中,焊丝既是电极,又作为填充金属与被熔化的母材一起形成焊缝,可采用大电流焊接,焊件熔深大,焊接生产率很高。
4.2 焊接材料
焊缝金属的成分和组织决定着焊缝的强度、塑性、抗裂性、耐蚀性等[4],因此合理选择焊接材料是至关重要的,是保障该项目成功的关键因素之一。通过试验分析,本次锌电积铝阴极板研制过程中选用了杂质含量少,镁含量适中的铝镁合金焊丝作为焊接填充材料。
4.3 焊前准备
(1)设计制作焊接工装夹具,以便焊接前将焊件装夹固定,减少焊接变形[5]。
(2)清洁好母材焊件。焊接前仔细清除铝板及铝合金导电棒焊接部位表面的氧化物等杂物。可使用不锈钢丝刷清除,刷除时不宜用力过猛,否则会导致氧化物嵌入铝及铝合金母材,刷到露出金属光泽即可。清理后的铝及铝合金母材在存放过程中会重新产生氧化膜,因此清除好的焊件在焊前存放的时间不宜太长,在潮湿的环境中,一般要在4 h内施焊[6]。
4.4 定位焊
先将焊件按设计图示位置要求装夹固定后作定位点焊,由于采用了工装夹具,只需在铝板两端点焊即可,焊点焊缝长度不大于1cm。
4.5 焊接
选派具有机器人操作及铝材焊接经验的熟练焊工进行焊接。焊接时以焊前试焊确定的工艺参数为准。焊前试焊的基本条件:φ1.2mm焊丝,焊丝伸出长度15mm,T形角焊缝。具体试焊参数见表1,试焊结果如图2。
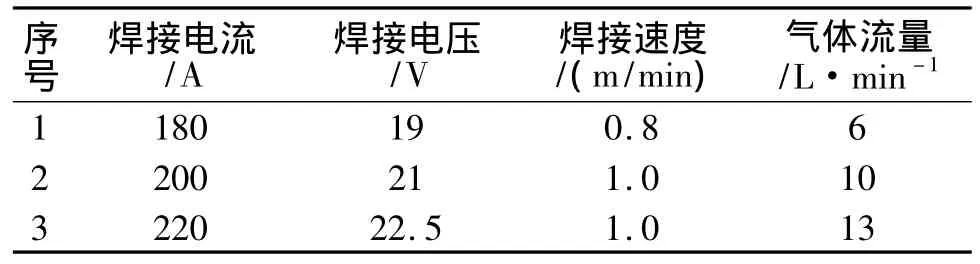
表1 铝阴极板焊接工艺试验参数
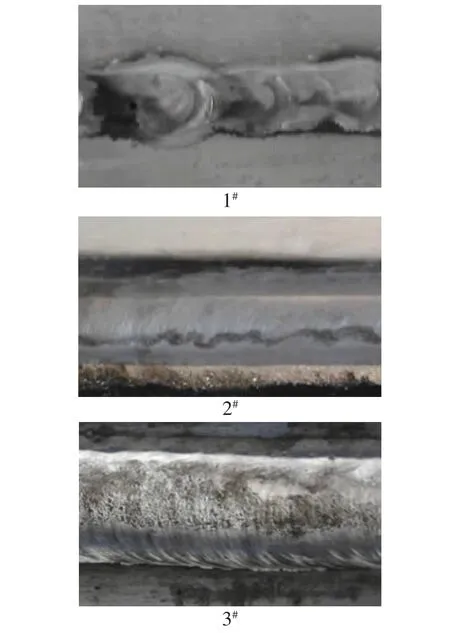
图2 铝阴极板焊接工艺试验焊缝外观
试验2#由于参数和气流匹配合理,所有的焊接过程都非常稳定,声音节奏柔和,弧长稳定,从图2可以看出,焊缝美观,鱼鳞波纹细密,无气孔、裂纹等缺陷。
5 焊后检验
焊后要对焊缝质量及铝阴极板垂直度进行外观检验,焊缝表面应无咬边、凹坑、裂纹、夹渣、表面气孔等缺陷。阴极板垂直度要符合设计公差要求,焊缝检验不合格,则应削除不合格焊缝重新焊接直到合格为止,板面垂直度达不到要求,则可采用橡皮锤锤击法进行校平。
6 结语
锌电积大极板的研制过程中,铝及铝合金母材的焊接是攻关难点之一,研制人员通过技术分析和焊接试验,找到了针对性的焊接工艺措施,克服了焊接过程中的形变和焊缝质量缺陷,保证了焊接质量。研制生产的锌电积铝阴极板的各项性能指标达到了设计要求。该铝阴极板的研制成功填补了国内空白,具有极好的推广价值。
[1] 谢兴同,古文全,薛涛,等.电解锌用铝阴极板生产工艺改进[J].贵州科学,2012(1):7-8.
[2] 曾乐.现代焊接技术手册[K].上海:上海科学技术出版社,1993:740-741.
[3] 黄勇,康龙.铝焊接烟尘及其危害与防护[J].电焊机,2011(2):39.
[4] 周大杰,张昕.铝镁合金与铸铝合金的焊接工艺[J].焊接,2008(6):64.
[5] 沙慧丽.防止和减少焊接残余变形与应力的措施[J].职业,2009(5):32.
[6] 樊斌峰,胡智清.铝及铝合金零件的焊接工艺方法[J].人力资源管理,2009(12):109.
猜你喜欢
湿法冶金(2022年1期)2022-02-18
焊接(2021年12期)2022-01-20
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
化工进展(2021年5期)2021-05-31
科技视界(2021年4期)2021-04-14
石油管材与仪器(2020年5期)2020-11-05
无机盐工业(2019年5期)2019-05-24
中国有色冶金(2019年1期)2019-03-08
中学生数理化·高二版(2016年10期)2016-12-24
中国有色冶金(2015年5期)2015-03-06