
论动车组带预置挠度的侧墙窗口加工方法
2014-04-28 07:46刘勇
山东工业技术 2014年15期
刘 勇
(长春轨道客车股份有限公司,长春 130000)
论动车组带预置挠度的侧墙窗口加工方法
刘 勇
(长春轨道客车股份有限公司,长春 130000)
本文针对新一代高速动车组项目(CRH380)侧墙整体加工工艺特点入手,结合现有的加工设备,提出了带预制挠度的侧墙窗口加工方法的具体实施方案,大大提高了侧墙的加工效率及加工质量。
CRH380项目;侧墙;挠度;加工
1 前言
新一代高速动车组项目(CRH380)是我国目前最先进的分散动力型高速动车组列车,其持续运营时速350公里,试验时速超过400公里,是世界上商业运营速度最快、科技含量最高、系统匹配最优的动车组。高速动车组基本全部采用铝合金车体,主要由底架、车顶、侧墙、端墙等大部件组成。侧墙做为衔接底架和车顶的关键部件,其预制挠度主要是为了保证在车体合成时,和底架与车顶的连接焊缝保持零间隙,保证自动焊顺利进行。
2 带预置挠度的侧墙窗口加工方法工艺分析
2.1 挠度模型建立
(1)将侧墙还原成一个半径较大的圆弧,侧墙窗口依次分布在圆弧上,则侧墙的长度即为圆弧所对应的弦,弦到圆弧的顶点为侧墙的挠度。根据弦、挠度、圆弧半径之间的三角函数关系,已知侧墙挠度和长度即可导出圆弧半径。以挠度线段与弦线段的交点为原点建立空间坐标系(弦线段为x,挠度线段为y,垂直于xy平面为z),根据已知每个窗口中心在车体长度方向上的尺寸(x已知)及圆弧半径之间的三角函数关系,即可导出任意窗口中心在坐标系中的理论偏移数值,也可计算出窗口左右边缘两侧的偏移数值;
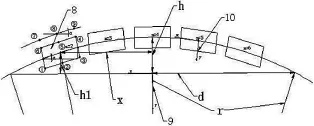
图1
参照图1,侧墙的挠度无法从设计图纸中体现,因此需要在加工程序中利用数学模型计算侧墙上任意一点的挠度补偿值,鉴于车体制造过程中挠度允许存在偏差,因此机加程序开发的关键是理论补偿与实际探测相结合,以实现窗口位置的精确加工。
2.2 测量补偿工艺
参照图1,①~⑥分别代表窗口左下、中下、右下、右上、中上、左上六个位置点,⑦~⑨代表上窗带左、中、右三个基准点。图中8代表待加工窗口,9代表零件坐标系,测量待加工窗口8的①~⑥点的Z向的偏差值(垂直于纸面向外方向),记作MP1~MP6,测量⑦~⑨三点y向坐标值,将测得的偏差值记作MP7~MP9,测量点为侧墙上窗带。
根据挠度模型,可算得⑦~⑨这三点理论的挠度值记为h⑦、h1、h⑨,窗口的长度已知,假设为a,则该窗口的实际挠度为(h1+MP8),该位置窗口的实际旋转角度为α=(arcsin((h⑦+MP7)-(h⑨+MP9))/a)。将机床自变量地址定义一个二维的数组,把窗口按数字编号,将该编号下的窗口实际旋转角度α、实际挠度值(h1+ MP8)和测得的窗口六个顶点的坐标值一并存入该编号的机床自定义变量中。如可定义二维数组MP[12,12],若该窗口的位置编号为n(n=1、2、3...),则将测量数值①~⑨、α、(h1+MP8)依次存储在地址MP[n,1]~MP[n,11]中。依次测量每个窗口的九个位置,并将测量与计算的结果依次存储在相应位置编号的地址中,以供编写实际走刀路径的加工程序时使用。
采用测量补偿工艺检测误差:分别将窗口的长度、宽度、中心定位尺寸参数化,根据已建立的空间坐标系,利用机床本身的三坐标测量功能,测量z向6点,y向3点。z向测量值在加工时作为深度补偿值,利用y向测量值结合挠度模型建立中算得的挠度理论值,获得窗口的实际挠度实际旋转角度,将所有的变量存入机床自定义的变量中,以供加工程序使用。
2.3 开发窗口加工模块化数控程序编写方法
将窗口的位置形状参数与机床的动作指令分离,通过依次输入每个窗口的编号、长度、宽度、侧墙长度方向的位置数据,便可自动计算每个测量点与加工的轮廓的拐点,并通过主程序控制参数,子程序控制测量点位置,计算理论挠度并执行测量动作,根据测量结果计算该编号下窗口的实际挠度与实际旋转角度,通过改变主程序中每个窗口的位置编号和车体纵向的位置尺寸,再循环调用子程序,即可完成对整个侧墙所有窗口的测量程序编制。
3 加工流程
侧墙窗口的形状都是由直线和四分之一圆弧构成,只需要在主程序中输入该窗口的位置序号n,窗口的x向位置,窗口的长、宽、圆角半径,子程序即可自动找到自变量地址中该窗口的测量高度补偿值、窗口y向的实际挠度值以及窗口的旋转角度。数控机床可根据该窗口的形状信息以及上述参数以三坐标联动的方式完成窗口加工。即通过主程序控制形状和位置,子程序控制机床运行的动作,从而使程序编写得到简化。
窗口加工主程序流程如下:
(1)调用加工窗口铣刀,定义初始数据(如安全高度等);
(2)建立零件坐标系9(以零件的x方向中心为x0,最左边或最右边的窗口横向中心为y0,零件上表面为z0,);
(3)定义窗口其他形状尺寸参数:长度a,宽度w,圆角r;
(4)将窗口编号,n=1,2,3......输入第一个待加工窗口的编号n=1和该窗口中心在x方向的位置寸;
(5)进入窗口加工的子程序流程:
1)平移零件坐标系9至第n个窗口中心,(参照图1,坐标系10是坐标系9偏移后的位置,坐标系10在坐标系9中的位置为(x,h1+MP[n,8],0));
2)旋转平移后的坐标系,旋转角度为α;
3)采用直线插补和圆弧插补的方式加工该窗口,采用顺铣的方式加工,刀具路径为②-③-④-⑤-⑥-①-②,机床运动采用三坐标联动的方式,每个点的坐标值都用a、w、MP[n,m](m=1、2、3......6,代表①~⑥点)来表示,如③点的坐标值为(-a/2,,-w/2,MP[n,3]);
(6)输入下一个待加工窗口的编号n=2......和该窗口中心在x方向的位置尺寸,调用子程序流程,依次编写每一个窗口的编号和窗口中心在x方向的位置尺寸,即可完成加工程序的编写,若中间有个别窗口的形状有变化,可单独对有变化的窗口重新定义长度a,宽度w,圆角r等。
主程序同样适用于测量程序,测量程序的子程序只需将所要测量的点分别用a、w表示,将测量和计算的结果分别用存储在自变量地址MP[n,1]~MP[n,11]中。
4 结语
通过以上的加工工艺,实际效果达到了使用要求,并大大的提高了加工效率,利用西门子840D系统自带的语言编写参数化的工艺循环和测量循环,已在多台大型数控龙门铣床上应用,此程序可避免重复编程,提高了编程人员的编程效率。
[1]SINUMERIK 840D/840Di/810D基础部分.
[2]SINUMERIK 840D/810D/FM-NC.
猜你喜欢
城市轨道交通研究(2022年2期)2022-11-18
福建工程学院学报(2022年4期)2022-09-09
北方交通(2022年8期)2022-08-15
建材发展导向(2022年4期)2022-03-16
兰州交通大学学报(2021年5期)2021-11-06
交通科技与管理(2021年13期)2021-09-10
现代信息科技(2021年14期)2021-01-14
科学生活(2020年1期)2020-04-13
武汉工程大学学报(2019年6期)2020-01-03
学苑创造·B版(2019年4期)2019-05-09
