
管道 3LPE 防腐层补口技术研究和应用新进展
2014-03-15 02:21张其滨张丽萍刘金霞赫连建峰
石油工程建设 2014年1期
张其滨,张丽萍,刘金霞,赫连建峰
1.天津中油渤星工程科技有限公司,天津 300451
2.中国石油集团工程技术研究院,天津 300451
管道 3LPE 防腐层补口技术研究和应用新进展
张其滨1,张丽萍2,刘金霞2,赫连建峰2
1.天津中油渤星工程科技有限公司,天津 300451
2.中国石油集团工程技术研究院,天津 300451
文章介绍了国内管道 3LPE 防腐层采用热收缩带补口存在的问题及其原因,重点介绍了热收缩带补口技术的改进研究以及适用于 3LPE 防腐层的新型补口材料和结构的研究及其应用的最新进展,包括热收缩带热熔胶的改进、环氧底漆的改进、施工机具的研究;喷涂聚氨酯补口、压敏胶型热收缩带补口、粘弹体补口、液体环氧涂料补口等技术。
管道;3LPE 防腐层;补口;热收缩带;施工机具
0 引言
目前,3PE 防腐层已经成为国内大型或重要油气管道工程首选的外防腐层[1],现场焊接接头普遍采用辐射交联聚乙烯热收缩带(以下简称热收缩带)补口。近几年,3PE 防腐层的现场补口主要采用环氧底漆—热熔胶—辐射交联聚乙烯三层结构热收缩带,在管道工程建设中发挥了重要作用。
长期以来,热收缩带补口施工主要依靠现场人工操作,施工质量受人为因素影响较大,当然也出现过材料产品的质量问题[2]。通过完善产品技术要求,提高产品质量,加强施工过程管理,补口施工质量得到很大改善。但实际调查仍然发现不少质量问题,引起了管道建设相关单位和技术专家的广泛关注,并开展了大量针对性的调查分析和研究探索,基本掌握了产生质量问题的主要原因,研究提出并应用了多项改进技术措施或新型补口技术,有效提高了 3PE 防腐层现场补口质量。
1 热收缩带补口存在的问题及原因
有关单位[3-4]通过对在役管道热收缩带补口的现场调查,总结了热收缩带补口失效的主要表现形式,并分析了产生失效的主要原因。除了野蛮施工造成的机械损伤破损外,热收缩带补口的失效主要是粘结界面的密封失效,表现在:
(1)热收缩带与管体三层聚乙烯防腐层搭接部位密封失效,呈现剥离状态。主要原因有:热熔胶烘烤不够,未能熔化,没有粘结性;搭接部位涂覆了与聚乙烯层没有良好粘结性的环氧底漆,导致底漆从聚乙烯表面的剥离;热熔胶与 PE 无化学键合作用。
(2)热收缩带与管体呈现不粘结现象。主要原因有:手工烘烤不均匀,热熔胶局部熔化、局部不熔化,未熔化处形成空鼓;或者是湿膜安装热收缩带时底漆已固化,导致热熔胶与底漆未粘结。
(3)热收缩带在管道底部位置形成两层皮状态,完全没有粘结性。主要是由于热收缩带安装施工时,工人在两侧分别进行烘烤施工,管底为烘烤结合部位,操作不便,极易形成施工的加热盲区,从而导致热熔胶未熔化。
2 热收缩带补口技术的改进研究
针对热收缩带补口存在的问题,除了不断完善技术标准,提高产品技术性能,加强补口施工管理外,近几年也开展了一些热收缩带补口技术改进研究,包括胶粘剂的改进、环氧底漆的研究、专用施工机具的研制等。
2.1 热熔胶的改进研究
热收缩带胶层主要以热熔胶为主,热熔胶不仅要有较好的粘结性能和耐久性能,而且还要在施工加热时具有较好的熔融流动性,以增加对钢管的浸润从而提高密封性。因此在胶粘剂改进方面,重点是在确保耐温性和粘结性的同时,提高胶层的施工性能,改善烘烤加热的熔融效果。从材料结构出发,进行主体聚合物的改进、接枝、复合等研究,同时进行增稠剂、黏度调节剂、颜填料和抗氧剂的筛选,使热熔胶与无溶剂底漆之间有化学键作用,又与PE具有良好的亲和性[5]。并且研究满足不同使用温度的系列胶粘剂材料,在达到使用要求的条件下,尽可能降低施工难度。有研究分析表明热熔胶的化学组成对其耐久性具有明显影响,进而提出了国产材料的改进方向。例如,吴迎霞等[6]通过马来酸酐接枝 EVA(乙烯—醋酸乙烯共聚物)树脂,配合增黏树脂、填料及其他助剂,制备出对油气管道具有较好密封防腐性的热熔胶,提高了热熔胶对钢管的粘接强度和耐温性。黄超等[7]以 SIS(苯乙烯—异戊二烯—苯乙烯嵌段共聚物)弹性体为基体树脂,配合增黏树脂、软化剂、马来酸酐和抗氧剂等助剂,通过熔融共混制备出一种高粘接强度的热熔胶,并且大大提高了热熔胶的熔融流动性。
2.2 环氧底漆的改进研究
目前的热收缩带补口施工方式根据环氧底漆干燥要求分为“湿膜安装”和“干膜安装”两种[8],在施工安装方面各有优缺点。“湿膜安装”对钢管的预热温度要求较低,环氧底漆容易与熔融的胶粘剂层之间有良好的化学粘结,施工时间短,但难以保证底漆的均匀厚度,且不能进行干膜厚度检测,而且对大口径管道补口施工时,难以保证整个施工过程底漆始终处于湿膜状态,一旦干燥不能保证底漆与胶粘剂的有效粘结。“干膜安装”可对环氧底漆的涂刷质量进行有效的检测,有利于保证底漆的施工质量,但施工要求干燥,施工时间长,受环境影响较大。对于要求高底漆厚度的热收缩带补口,“干膜施工”更有利于保证底漆厚度和施工质量,从而达到预定的防腐效果。
韩文礼等[9-10]开展了新型补口无溶剂环氧底漆的研究,一方面提高了底漆的防腐蚀性能,另一方面实现了环氧底漆在干湿膜状态下安装时与热收缩带胶层都有好的粘接性,这就大大降低了现场补口人工操作的难度。采用研制的新型无溶剂环氧底漆与工程中常用的 5 种热收缩带产品进行匹配性试验结果表明,粘结层不仅具有良好剥离强度,而且呈现有效密封性的内聚破坏形式。
2.3 补口施工机具的研究
为了尽可能降低热收缩带补口施工的人为影响,机具补口技术的研究和应用备受关注。国内研究采用了热收缩带中频加热补口施工技术[11],如图1所示。

图1 热收缩带补口中频加热装置
中频加热补口主要用于热收缩带施工的两个环节,一是对管道补口部位进行预热,二是对已收缩定位的热收缩带加热至热熔胶熔融,驱赶气泡,提高粘结效果。研究显示,中频加热产生的热效应是由管内向外传递,中频加热停止后钢管表面温度还可继续上升 10 ℃,并有一定的蓄热作用,能够为热收缩带的热熔胶熔融提供足够的界面热量,有利于热熔胶的均匀和全面熔融,减少回火时间,提高粘结效果和施工效率。该技术可解决手工火焰烘烤不均匀、火焰烘烤二次污染以及冬季施工作业困难等问题,已在西气东输三线的管道建设工程中得到推广应用。目前,相关生产厂家和施工企业普遍研制采用不同形式的移动式中频加热装置,辅助热收缩带补口施工,有效地提高了补口施工质量和防腐效果。
有单位研制了以液化石油气(LPG)催化燃烧为核心技术的管道热收缩带补口加热机具[12]。该补口加热机具由机械支撑框架、加热器、机具行走和管径调节装置等部件组成。可对管道对接焊缝焊接前的管体、防腐补口处管体和热收缩带/套补口进行加热。现场试验表明,该补口加热机具使用过程中具有无污染,受气温、风力影响很小,加热均匀,补口加热时间缩短,耗气量少的特点;而且操作简单,可避免人工操作对补口质量的影响,具有较好的研究和应用前景,但还没有得到规模推广应用。
另外,国内还研究开发了环保型管道补口自动喷砂除锈设备[13],该设备由空气压缩机、喷砂机、行走机架和控制系统组成。采用双喷头形式,利用真空负压原理对钢砂及除锈粉尘进行回收,钢砂及粉尘回收率可达 100%,能够快速完成管道补口的喷砂除锈作业,除锈效果达到 Sa2.5级以上。环保型喷砂除锈喷头作业原理见图2,喷头实物及喷砂除锈效果见图3。不仅改善了施工环境和劳动强度,而且提高了补口除锈质量和表面清洁水平,有利于提高热收缩带补口质量。目前,环保型管道补口自动喷砂除锈装置已在国内三大油公司的海上铺管船作业线上配备并应用。
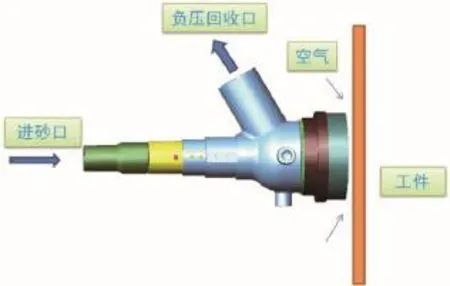
图2 环保型喷砂除锈喷头作业原理示意
有单位研究开发了管道机械化补口系统装备,集成了环保型自动喷砂、中频加热、红外收缩加热等技术,补口的表面处理、管口预热、热收缩带加热收缩、热收缩带回火等重要节点工序采用全自动程控式设备完成,最大限度地减少人工操作带来的影响,实现了热收缩带机械化补口流水作业,可对补口的每道工序进行有效检查,从而有效控制和提高热收缩带补口质量。该技术已在西气东输三线西段工程进行工业应用试验。

图3 喷头实物及除锈效果
3 新型补口技术的研究与应用
针对热收缩带补口应用中存在的问题,相关研究机构和施工单位不仅开展了大量的热收缩带补口应用技术的改进提高研究,同时还进行了多种新材料和新结构的3LPE 防腐层补口新技术的研发和应用工作,取得了有益的进展,为管道 3LPE 防腐层补口技术的设计选择和应用提供了依据。
3.1 喷涂聚氨酯/聚脲弹性体涂料补口技术
喷涂无溶剂液体聚氨酯涂料补口技术在欧洲已广泛应用[14],具有多项技术优势。国内已开展技术引进、聚氨酯涂料产品研制、涂装设备分析和配套等技术研究[15],并在工程上进行了试验应用。喷涂无溶剂聚氨酯涂料补口技术的作业方式有:全自动机械喷涂、手持机械喷涂、工具喷涂和手工涂刷等,根据环境条件和作业装备的配备情况确定,主要推荐采用机械喷涂方式,形成机械化补口作业机组。机械化补口作业机组包括:喷砂除锈设备、中频加热设备、自动喷涂装置、工程车、综合车和防风棚等。该技术已制订专项设计技术规定和中国石油集团企业标准,近两年已在某重点管道工程进行规模化工业试验应用达数百千米,主要采用了国外进口的补口用无溶剂液体聚氨酯涂料。目前,已经实现了无溶剂液体聚氨酯涂料和机械化补口作业装备的国产化,有望在管道工程中推广应用。
喷涂聚脲弹性体技术使用端胺基聚醚和胺扩链剂作为活泼氢组分,活泼氢组分与异氰酸酯组分的反应活性极高,无需任何催化剂即可在室温瞬间完成反应,异氢酸酯中存在非常活泼的 -NCO 基团,对基材有良好的附着力。施工时,首先对补口搭接部位的聚乙烯层进行必要的极化处理,并采用专用粘结剂实现过渡粘结;然后在补口部位喷涂双组份聚脲涂料,快速反应形成聚脲弹性体涂层,完成连续的补口施工[16]。通过对聚脲材料进行改性,并采用低温喷涂设备,可实现 - 20 ℃ 环境条件下的补口施工,解决了低温环境管道 3PE 防腐补口的技术难题[17]。
3.2 压敏胶型热收缩带补口技术
压敏胶型热收缩带是将改性聚异丁烯压敏胶复合在改性辐射交联聚乙烯基材上制成的热收缩带材,使用方法类似于热熔胶型热收缩带。补口施工时,需对基材进行火焰加热收缩,从而使之包覆在管道接头补口处。压敏胶是一种在常温下具有初粘力,在压力下可以粘结在物体表面的胶粘剂。丁基橡胶改性压敏胶具有独特的冷流特性,在使用过程中可以达到自修复功能,从而产生较好的密封粘结性能。压敏型热收缩带可以单独使用,也可与无溶剂环氧底漆或粘弹体材料复合使用作为补口防腐层。该产品施工操作简单,对钢材表面处理的要求可以比热熔胶型热收缩带低,手工除锈即可。
压敏胶型热收缩带补口技术首先在西部地区某管道补口修复中进行了试验应用,运行两年后的开挖检查表明,压敏胶型热收缩带补口的粘结密封完好。已制订压敏胶型热收缩带补口技术规定和产品技术规格书,该技术将在新建管道工程中进行扩大应用。
3.3 粘弹性防腐新技术
粘弹性腐蚀防护系统是一种与常规的液态或固态防腐涂层完全不同的腐蚀防护系统。该防腐材料既具有类似PE 的固体特性,同时也具有液态特性,使其具有优异的粘结性、抗阴极保护剥离性和容易使用的特性。粘弹体防腐材料主要包括:粘弹体防腐膏、粘弹体防腐带和粘弹体间隙防腐密封剂[18]。
粘弹体防腐胶带内侧采用的树脂具有冷流特性,永不固化,可阻断水份和空气,使结合部位具有很好的水密性与气密性,防腐性能优异。在遭受石块、砂砾的破坏时,粘弹性防腐蚀胶带还具有自愈合功能。
用粘弹体进行补口时,对钢管表面处理要求不高,手工除锈(St2 级)即可,用手工缠绕的方法将防腐胶带包覆在补口处,但必须在外层缠绕 PE 或 PVC 胶带加以保护,提高抗机械损伤的性能。为了提高粘弹体补口效果,通过现场补口修复试验,提出了基于粘弹体材料的多种复合补口结构:粘弹体 + 热收缩带、粘弹体 + 压敏胶热收缩带、粘弹体 + 玻璃钢等,并制订粘弹体补口的设计技术规定和技术规格书。
粘弹体补口技术已进行试验和推广应用,复合补口结构已在多条管道热收缩带补口修复作业中进行应用,取得了较好的效果。
3.4 液体环氧涂料补口技术
采用双组份环氧涂料对 3PE 防腐层进行补口是一个被人们多年研究的课题,随着技术的进步和发展,国内外都已研制并应用了 3PE 防腐层补口专用环氧涂料。通常的做法是,采用无气喷涂或手工涂刷工艺,将专用的双组份液体环氧防腐涂料涂敷在经表面处理的补口部位的钢管和搭接部位的 PE 防腐层上,一次形成补口防腐层。
2003年8月开始施工的阿塞拜疆和格鲁吉亚境内的两条 3PE 管道,在世界范围内属首次大规模使用双组份环氧涂料进行现场补口,但出现了补口涂层开裂等问题,受到普遍关注[19];2005 年国内在广东 LNG 管道工程中专用环氧涂料进行了 3PE 防腐管的补口施工[20]。直接采用液体环氧涂料补口的主要问题是涂料与 PE 层的粘结力不足,它与 PE 层的粘结力仅有它与钢材和与 FBE 粘结力的 1/10 左右,涂层的柔韧性比较差,而且不能在露天下放置太长时间。
为解决环氧涂料补口与 PE 防腐层粘结力差的问题,一种新型的无溶剂环氧涂料补口技术正在推广应用,它是在常规液体涂料补口施工程序的基础上,增加了对补口表面处理后的专用气体极化处理[21],以改善补口表面的极性。经极化处理的 PE 材料与环氧涂料间具有优异的粘接性[22]。其施工工序是:首先进行补口部位的表面处理;然后采用塑料膜和胶带将表面处理后的补口区域密封,并使密封区域内有一定的空间且无漏气处;用注气针头插入塑料密封袋,注入气体处理剂至密封膜微鼓,保持 6 ~ 10 min 后将密封膜去掉;最好一次涂刷底漆和面漆,达到厚度和固化要求。该项补口技术已在中石化承建的榆济输气管道施工中得到规模应用。
4 补口施工质量控制要求
目前,国内还没有综合性的管道防腐补口技术标准或规范,热收缩带补口技术已有国家标准,其他技术方法还只有设计技术规定或企业标准。国际标准 ISO 21809-3[23]是一个管道防腐补口的综合性标准,该标准提供了现场补口防腐层体系和材料的数据库,但没有对不同的体系进行对比,只是给出了每种防腐层的最低技术要求,而且未给出或讨论与主体防腐层的相容性[24]。工程项目设计时,在技术规格书中简单地要求现场补口防腐层必须符合 ISO 21809-3 或某某标准是远远不够的,要根据主体防腐层的相容性、管道施工、地域和运行条件选择恰当的现场补口防腐层,并针对性地确定必要和适当的技术要求。
对于管道防腐补口,在确定补口技术方案和材料后,施工工艺和操作控制是补口施工质量的决定性因素。为了充分发挥防腐补口材料和技术的功能特性,在工程施工前,建立施工工艺规程(APS)和检查检验计划(ITP),开展补口工艺评定(PQT)和试生产试验(PPT),是ISO 21809-3 标准中明确规定的施工质量控制要求,国内也在逐渐接受并采用。
补口施工工艺规程(APS)是描述防腐层补口施工使用的工艺、方法、设备和工具等的文件,应包括指定补口防腐层的质量控制和任何协商一致的所有内容。APS 应由施工方在开始生产前或评定试验前编制,并经建设单位批准。批准后,未经建设单位书面授权,施工方不应对APS 进行任何修改。
工艺评定试验(PQT)是指在施工方或其他认可的地点进行补口施工及其性能检查和试验,以验证 APS 能够获得要求性能的防腐层。PQT 通常在工厂条件下进行。
试生产试验(PPT)是指正式施工前,在施工现场进行补口施工及性能检查和试验,以验证 APS 能够获得要求性能的防腐层。PPT应在业主代表或监理的见证下进行。
检查检验计划(ITP)是提供检查和检验程序的概要文件,包括资源和过程。在施工期间,施工方应按照 ITP 进行检查和检验来验证施工防腐层的表面处理、施工过程和技术性能。
5 结束语
近年来,国内管道工程建设绝大部分采用了3LPE防腐层技术,主要配套采用了热收缩带补口技术,也研究应用了多项新型补口材料和技术,但是任何一种材料或技术都不是万能的,都有其适用和不适用的环境和条件,应根据具体工程情况加以分析选型,并采取有效的施工质量控制措施,提高不同工况下的防腐补口质量和可靠性。
[1]张其滨,刘金霞,赫连建峰,等.管道 3LPE 防腐层技术的研究与应用进展 [J].石油工程建设,2010,36(3):1-5.
[2]张其滨,张丽萍,赫连建峰,等.3PE防腐管现场补口技术现状及发展[J].防腐保温技术,2007,15(3):34-39.
[3]张自力,韩钟琴,崔超,等.我国长输管道热收缩带补口应用现状与存在的问题 [J].现代涂料与涂装,2010,13(6):64-66.
[4]赵吉诗,侯宇,赵国星,等.热收缩带补口失效分析及建议[J].腐蚀与防护,2010,31(10):812-814.
[5]陈洪源,刘玲莉,赵君,等.三层PE管道热收缩带失效原因分析 [A].油气田储罐及长输管道工程防腐国际技术研讨会论文集 [C].成都:中国石油学会石油腐蚀与防护专业委员会,2009.48-54.
[6]吴迎霞,沈赤霞.管道防腐用改性EVA 热熔胶的研制 [J].化学与黏合,2006,28(3):166—168.
[7]黄超,韩宇,李兰,等.金属管道快速补口防腐用热熔胶的研制 [J].中国胶粘剂,2010,19(9):42-45.
[8]张其滨,王放,刘金霞,等.CEP型三层结构热收缩带应用性能的试验研究 [J].防腐保温技术,2008,16(2):1-3.
[9]韩文礼,李爱贵,徐忠苹,等.三层结构热收缩带补口配套底漆研究[A].油气田储罐及长输管道工程防腐国际技术研讨会论文集 [C].成都:中国石油学会石油腐蚀与防护专业委员会,2009.59-66.
[10]邵怀启,韩文礼,谢蓓蓓,等.用于管道补口的聚氨酯改性环氧底漆涂料 [J].石油化工腐蚀与防护,2010,20(3):13-14.
[11]叶春艳,张鹏,康景波,等.热收缩带中频加热补口施工作业技术 [J].石油工程建设,2012,38(5):49-50.
[12]潘红丽,王洪涛,蔡培培,等.热收缩带补口加热机具的研制 [J].油气储运,2010,29(5):373-375.
[13]龙斌,吕喜军,唐德渝,等.环保型全自动管道喷砂除锈机的研制及应用 [J].石油工程建设,2011,37(6):36-38.
[14]黄留群,廖宇平.欧洲液体聚氨酯涂料管道补口技术考察情况介绍[J].防腐保温技术,2011,19(1):17-21.
[15]廖宇平,刘毅,李小鹏.液体聚氨酯涂料补口技术研究 [J].防腐保温技术,2011,19(3):11-19.
[16]陈守平,莫荣.防腐管道整体喷涂补口技术研究 [J].防腐保温技术,2007,15(1):29-33.
[17]孙晶,袁欣兰,岳莎莎,等.低温环境管道3PE防腐补口技术研究[J].管道与设备技术,2008,15(5):58-59.
[18]陈君,徐焕辉.粘弹体防腐材料在油气管道防腐领域中的应用 [J].防腐保温技术,2012,20(2):9-16.
[19]Worley Parsons Energy Services LLC.Desktop Study Final Report,Field Joint coating Review,Redacted Version[EB/OL].http:// www.worleyparsons.com,2005-05-16.
[20]史航,任立元,梁强.3PE管道采用液体涂料补口技术适用性探讨 [J].石油工程建设,2007,33(6):37-39.
[21]陈守平,顾玉佳,孙卫松.3PE表面处理与双层改性环氧涂层补口结构试验 [J].石油工程建设,2012,38(5):43-45.
[22]魏强邦,王国境,王红杰,等.新型 3PE 管道补口技术 [J].腐蚀与防护,2008,29(9):555-556.
[23]ISO 21809-3:2008(E),Petroleum and natural gas industries—External coatings for buried or submerged pipelines used in pipeline transportation systems — Part 3:Field joint coatings[S]
[24]Marcel Roche.ISO’s Standard for Field Joint Coating:Understanding and Using ISO 21809-3 [J].The Journal of Protective Coatings &Linings,2012,(7):20-24.
Progress in Development and Application of Weld Joint Coating Technology for Pipeline with 3LPE Coating
Zhang Qibin1,Zhang Liping2,Liu Jinxia2,Helian Jianfeng2
1.CNPC Tianjin Bo-xing Engineering Science &Technology Company Ltd.,Tianjin 300451,China
2.CNPC Research Institute of Petroleum Engineering,Tianjin 300451,China
This paper introduces the problems existing in heat shrinkable tape for joint coating of domestic pipelines with 3LPE coating and gives the reason analysis.It focuses on the latest progresses in research and application of improvement technology of the heat shrinkable tape for joint coating,new joint coating materials and structures suitable for 3LPE anticorrosion coating,including improvement of heat melting adhesive,improvement of epoxy primer,development of construction machines and tools,spraying PU joint coating,heat shrinkable tape with pressure sensitive adhesive,non-crystalline low-viscosity polyolefin compound joint coating,liquid epoxy joint coating,etc.
pipeline;3LPE coating;weld joint coating;heat shrinkable tape;construction machine and tools

10.3969/j.issn.1001-2206.2014.01.012
张其滨(1964-),男,江西吉水人,教授级高级工程师,1987年毕业于大连工学院,获硕士学位,2003年毕业于美国 American 大学,获MBA 学位,主要从事防腐保温技术研究和工程服务等工作。
2013-08-15
猜你喜欢
学苑创造·A版(2022年5期)2022-05-19
机械工程材料(2022年2期)2022-03-02
汽车维护与修理(2021年24期)2021-12-23
合成材料老化与应用(2021年1期)2021-03-03
石油工程建设(2020年1期)2020-03-21
科学咨询(2020年37期)2020-01-06
中小企业管理与科技(2018年34期)2018-02-07
化工管理(2017年8期)2017-04-26
安徽建筑(2016年4期)2016-11-10
科技创新与品牌(2016年1期)2016-05-04
