
超高速磨削用液体动静压轴承承载特性分析
2014-03-09 02:07王学智于天彪袁娜王宛山
机床与液压 2014年9期
王学智,于天彪,袁娜,王宛山
(1.东北大学机械工程与自动化学院,辽宁沈阳 110819;2.沈阳工学院,辽宁抚顺 113122)
超高速磨削用液体动静压轴承承载特性分析
王学智1,于天彪1,袁娜2,王宛山1
(1.东北大学机械工程与自动化学院,辽宁沈阳 110819;2.沈阳工学院,辽宁抚顺 113122)
针对超高速磨削用液体动静压轴承支撑形式复杂的问题,应用FLUENT软件对液体动静压轴承进行了CFD分析,获得了不同输入状态下的油膜压力场分布,并在此基础上对承载特性进行分析,得出了轴承承载力随输入参数变化的规律,运用正交试验分析了各输入参数的显著性。结果表明:承载力与偏心率和供油压力呈近似线性关系;承载力与转速呈非线性关系,低速时随转速的提高,承载力基本保持不变,中速时随转速的提高承载力增大,高速时随转速的进一步提高,承载力有下降的趋势;供油压力对承载力的影响比转速更为显著。
CFD;压力场;承载特性;正交试验
超高速加工是德国 Carl.J.Salomon博士提出的,他预言了超越Talor切削方程式的非切削工作区域的存在,当大幅度提高切削速度进行加工时,可以越过切削过程产生的高温死谷而使刀具在超高速区进行高速切削,这时的切削力变小,从而使切削温度大幅度降低,超高速磨削技术就是在此基础上发展起来的。超高速磨削是一种高效、高精的现代加工技术,一般以磨削速度的大小来划分,当磨削速度vS≥150 m/s时,认为达到了超高速磨削状态。速度是实现和影响超高速磨削的直接因素,速度的快慢直接影响着加工的效率和精度,对于超高速磨削机床而言,其性能的优劣很大程度上取决于的主轴系统的性能,而主轴系统的性能很大程度上由轴承性能决定。超高速磨床主轴系统多采用陶瓷轴承、磁浮轴承、空气静压轴承和液体动静压轴承进行支撑。在高速重载机床多采用液体动静压轴承,它综合了静压轴承和动压轴承的特点,具有磨损小、承载能力大、使用寿命长、速度范围宽、动态特性好和刚度高等突出优点。本文作者以东北大学超高速磨削实验台装配的液体动静压轴承为研究对象,分析动静压轴承的承载特点及承载特性,更好的掌握其承载规律,为进一步提高动静压承载能力,提高磨削试验台性能打下良好基础[1-2]。
应用FLUENT软件,在考虑了润滑油温黏效应的基础上,采用湍流模型对轴承进行了仿真分析,获得了不同输入状态下的油膜的压力场分布,得出了主轴转速、轴承偏心率、供油压力和供油温度对油膜承载的影响规律,并结合正交试验,对输入参数的显著性进行了进一步分析。
1 理论分析
1.1 连续性方程
所有流动过程都必须满足连续性方程。它与能量方程、动量方程或运动方程相结合,可求解各种流动问题。连续方程也就是质量守恒方程。任何流动的问题都必须满足质量守恒定律。该定律可表述为:单位时间内流体微元中质量的增加等同于同一时间间隔内流入该微元体的净质量。按照这一定律,可以得出质量守恒方程:

式中:ρ为流体的密度;u、v、w是速度矢量在x、
y、z方向上的分量。
1.2 N-S方程
动量守恒定律也是任何流动系统都必须满足的定律。该定律可表述为:微元体中流体的动量对时间的变化率等于外界作用在该微元上的各种力之和。该定律实际是是牛顿第二定律。按照这一定律,可导出x,y和z3个方向的动量守恒方程。
该方程首先是由Navier在1827年提出的,只考虑了不可压缩流体的流动。Poisson在1831年提出可压缩流体的运动方程。Saint-Venant在1843年,Stokes在1845年独立地提出黏性系数为一常数的形式,现在都成为Navier-Stokes方程,简称N-S方程[5]。
可压黏性流体的N-S方程:

式中:μ表示剪切变形率;ρfi代表微元体上的体力,i可取x、y、z时,分别表示在微元体x、y、z方向上所受体力。
1.3 能量方程
能量守恒定律是包含有热交换的流动系统必须满足的基本定律。该定律可表述为:微元体中能量的增加率等于进入微元体的净热流量加上体力与面力对微元体所做的功。该定律实际上是热力学第一定律。

恒方程,不是很好用,所以一般扣除势能的变化,得到包含内能和动能的能量守恒方程。

式中:Cp表示比热容,T表示温度,K表示流体的传热系数,ST表示流体的内热源及由于黏性作用流体动能转换为热能的部分,简称为黏性耗散项。
1.4 温黏方程
轴承在运行的过程中,润滑油膜受到剪切作用和压缩作用而产生热量,由于这些热量不能以对流和导热的方式完全排走,而造成油膜温度的升高,并产生径向、轴向和油膜厚度方向的三维不均匀分布。油膜温度升高会直接影响润滑油的密度和黏度,从而使轴承的支撑特性发生改变。下面就从润滑油的密度和黏度两个方面来分析油膜的温升效应[6]。
Rost温黏关系式:

式中:μx=0.18。
Rost温黏关系式是在Vogel关系式的基础上推导出来的,它分别以50℃和40℃的动力黏度为基础,计算t温度下的动力黏度。
2 轴承热特性的CFD分析
2.1 建立油膜模型和划分网格
以某大学超高速磨削试验台主轴装配的五腔液体动静压混合动力轴承为研究对象,此轴承采用五腔供油、小孔节流、小腔承载。其结构图如图1所示。

图1 动静压轴承结构示意图
该动静压轴承结构参数为:轴承直径D=80 mm,轴承宽B=80 mm,平均油膜厚度h0=0.03 mm;小孔直径dc=1.0 mm,高度为hc=3 mm;油腔深度为c=0.25 mm,轴向宽度为b=36 mm,周向圆心角为δ=52°;节流油腔直径为dr=2.5 mm,高度为hr=3 mm。
首先采用Gambit软件建立油膜的有限元模型,然后对模型进行网格划分及边界类型的设定,从而建立油膜的网格模型。油膜三维模型和网格模型如图2所示[3]。

图2 三维模型和网格模型
2.2 选择计算模型和设置参数
采用隐式定常模型进行计算,物理模型设置为紊流。流动介质为2号主轴油,该主轴油的参数性能指标分别为:润滑油的密度ρ20=810 kg/m3;润滑油的比热容Cp=2 000 J/(kg·K);润滑油的导热系数λ= 0.37 W/(m·K);润滑油的动力黏度μ的设置考虑了温度的影响,应用式 (4)进行计算求得不同的温度下主轴油的动力黏度值,如表1所示[4]。

表1 润滑油的动力黏度
2.3 分析转速对轴承承载的影响
对于动静压轴承而言,转速是其产生动压承载的原动力,工作过程中主轴的高速旋转,将具有一定黏度的润滑油带入楔形轴瓦中,使轴承产生了动压效应,从而提高了动静压轴承的支撑性能。在偏心率ε=0.5,供油温度和供油压力保持不变的情况下,改变轴颈的旋转速度获得轴承在不同转速下油膜压力场分布规律。其不同转速下的压力场分布如图3所示,承载力随转速的变化曲线如图4所示。

图3 不同转速下的油膜压力场分布

图4 轴承承载力随主轴转速变化的曲线
由图3可以看出高压区主要集中在偏心位置(最小油膜厚度),并且随着转速的提高,高压区向主轴转动方向移动,这也反映出随着主轴转速的提高,轴承的动压效应逐渐增强;由图4可知,转速对轴承承载力的影响较为明显,低速时随转速的提高,承载力趋于恒定,中速时,承载力与转速近似呈线性关系,当转速进入高速区,随着转速的进一步提高,承载力有下降的趋势。
2.4 分析偏心率对轴承承载的影响
动静压轴承在工作过程中,由于主轴系统受重力作用,使得轴承产生偏心,偏心的出现使轴承的周向对称结构发生改变,这时轴承内部的压力和温度分布开始不均匀,从而产生了新的动态特性。在相同的条件下,改变轴承的偏心率,对模型分别进行求解计算,分别获得轴承在偏心率ε为0.1~0.5时的,压力场分析结果。轴承压力场分布如图5所示,承载力变化规律如图6所示。
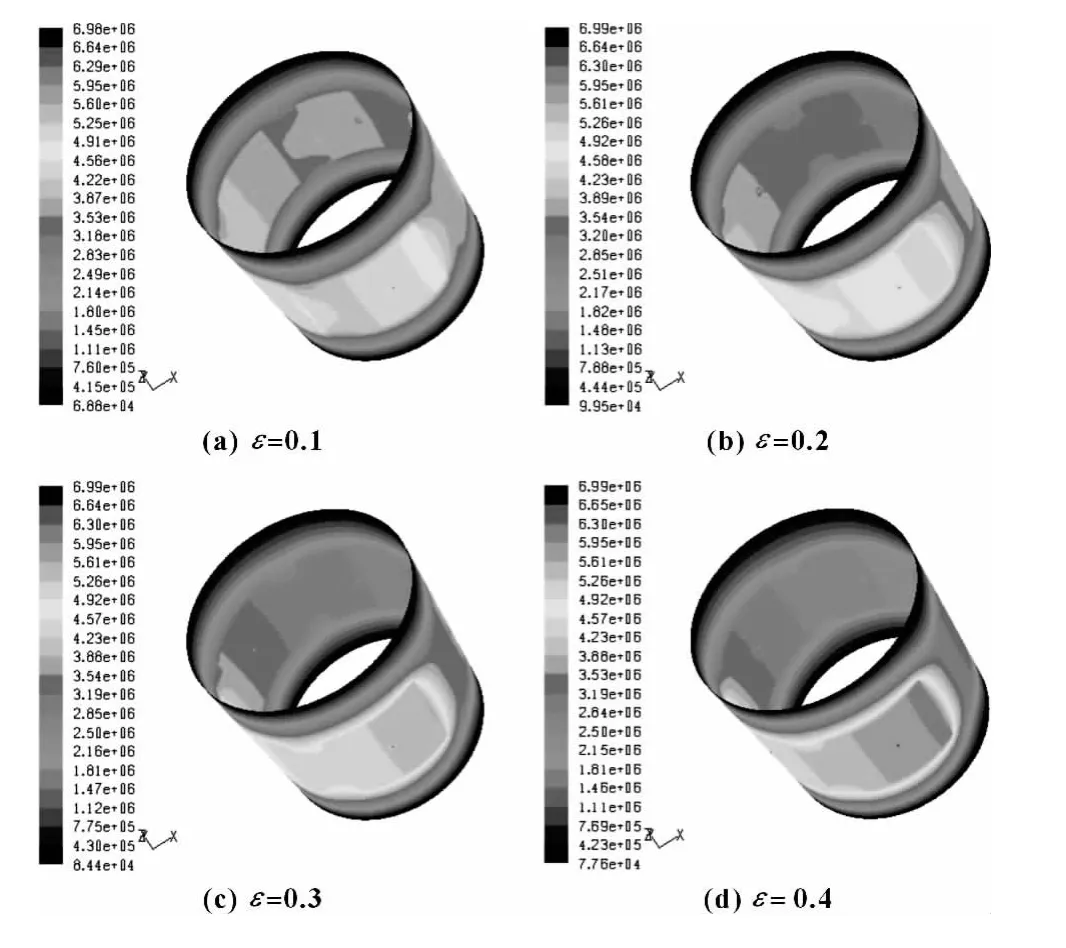
图5 不同偏心率下的油膜压力场分布
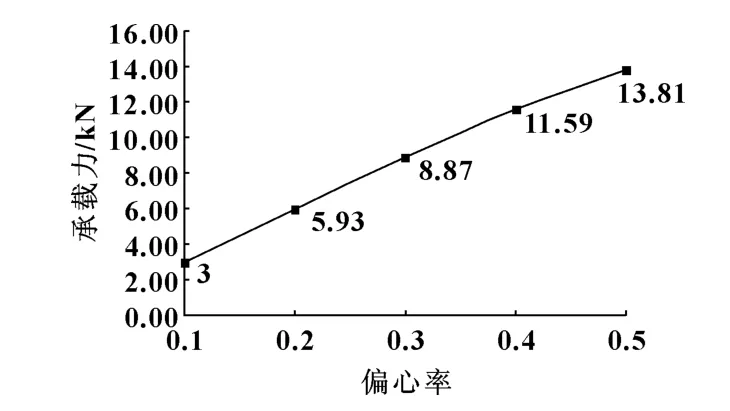
图6 轴承承载力随偏心率变化曲线
由图5可知偏心的出现使得压力分布出现了不均匀,最小油膜厚度处的压力要高于其他区域,最大油膜厚度处的压力要低于其他区域,并且随着偏心率的逐渐增大油膜压力分布的不平衡性逐渐增大;由图6可知,偏心率对轴承的承载的作用明显,在偏心较小时,轴承的承载与轴承偏心率近似呈线性关系,轴承的承载力随偏心率的增大而增大。
2.5 分析供油压力对轴承承载的影响
在其他因素不变的情况下,供油压力的改变会导致轴承流量的变化,随着压力的提高,轴承流量增大,这样由润滑油所带走的热量增大,从而使轴承温度减小。通过仿真分析获得不同供油压力下的轴承压力场分布如图7所示,其承载力变化规律如图8所示。

图7 不同供油压力下的油膜压力场分布

图8 轴承承载力随供油压力变化的曲线
随着供油压力的增大,油膜压力场普遍增大,压力最高点仍集中在偏心位置;随着供油压力的增大,轴承承载力逐渐增大,与供油压力呈近似线性关系。
3 基于正交试验的轴承承载特性分析
3.1 正交试验
轴承工作的输入参数,对轴承的承载特性有很大影响。主要影响因子包括:主轴转速、轴承的偏心率和供油压力。下面将从这几个主要影响因子着手,对轴承的承载特性进行正交实验分析。

表2 因素水平表

表3 实验结果
3.2 方差分析
为了了解各因素对实验结果影响的显著程度,对正交试验结果进行方差分析。
总偏差平方和与总自由度ST为:

各列偏差平方和与自由度Sj为:

误差偏差平方和与自由度Se为:

3.3 显著性检验
应用P值检验来确定哪个因子对结果影响显著。设原假设为H0,T是检验统计量,其观测值为t,H0的拒绝域为W,则称如下定义的概率P为原假设的检验P值。
在统计实践中,计算出P值后,将给定的显著性水平α与P值比较,就可得出检验结论:
如果α>P值,则在显著性水平α下拒绝原假设。
如果α≤P值,则在显著性水平α下接受原假设。
P值越小表明该影响因素越显著。
应用Matlab软件对正交实验结果进行方差分析,获得计算结果如表4所示。

表4 承载力方差分析表
若取显著性水平α=0.05,对于油膜承载力而言,其显著性影响因子为偏心与供油压力,供油压力的作用效果比转速的作用效果显著。
4 结论
(1)通过对轴承输入参数的仿真分析可知:承载力与偏心率和供油压力呈近似线性关系,随着偏心率和供油压力的增大,承载力逐渐增大;承载力与转速呈非线性关系,低速时随转速的提高,承载力基本保持不变,中速时随转速的提高承载力增大,高速时随转速的进一步提高,承载力有下降的趋势。
(2)通过正交试验的方差分析可知:对承载力的影响,各因素安从大到小的顺序为:偏心率>供油压力>主轴转速。
(3)对于此动静压主轴而言,其静压效果要高于动压效果,要进一步提高轴承的支撑效果需从提高供油压力着手。
[1]沈桂兰.超高速磨削加工技术发展及研究[J].价值工程,2012(23):14-15.
[2]侯亚丽,李长河,卢秉恒.超高速磨削相关技术与工业应用[J].轴承,2009(3):51-56.
[3]于天彪,王学智,关鹏,等.超高速磨削机床主轴系统模态分析[J].机械工程学报,2012,48(17):183-188.
[4]于天彪,王学智,关鹏,等.基于FLUENT的液体动静压轴承的动态特性分析[J].润滑与密封,2012,37(6): 1-5.
[5]XU Shu.Analytical Investigation on Static Hydrostatic Bearing by Fluent[J].Advances in Electrical Engineering&Electrical Machines,2011,134:497-504.
[6]姜继海,张冬泉.参考温度t=40℃时的粘温方程[J].润滑与密封,1997(5):47.
Bearing Characteristics Analysis of Liquid Hybrid Bearing on Ultra-high Speed Grinding
WANG Xuezhi1,YU Tianbiao1,YUAN Na2,WANG Wanshan1
(1.School of Mechanical Engineering&Automation,Northeastern University,Shenyang Liaoning 110819,China; 2.Shenyang Institute of Technology,Fushun Liaoning 113122,China)
Aimed at complex problem of the carrying of liquid hybrid bearing for ultra-high speed grinding,the oil film pressure field distributions in different input state were obtained through CFD analysis on the bearing by FLUENT software.On this basis,the bearing characteristics were analyzed,laws of bearing capacity changing along with the input parameters were obtained,and the significance of each input parameters was analyzed through orthogonal experiment.The results show that the relationships between bearing capacity and eccentricity as well as oil supply pressure are approximately linear,and the relationship between bearing capacity and speed is non-linear.In lower speed,along with speed increasing,bearing capacity remains unchanged basically,in moderate speed,along with speed increasing,bearing capacity is increased.In high speed,along with speed further improving,there is a downward trend in bearing capacity.The effect of oil supply pressure on the bearing capacity is more significant than that of speed.
CFD;Pressure field;Bearing characteristics;Orthogonal test
TH133.3
A
1001-3881(2014)9-061-5
10.3969/j.issn.1001-3881.2014.09.017
2013-04-17
国家自然科学基金资助项目 (51275084);辽宁省自然科学基金资助项目 (201102073)
王学智 (1985—),男,博士研究生,研究方向为数字化设计与制造。E-mail:wangxuezhineu@126.com。
猜你喜欢
天文学报(2021年5期)2021-10-09
新一代信息技术(2021年2期)2021-07-23
小资CHIC!ELEGANCE(2021年45期)2021-01-11
中学生数理化·八年级物理人教版(2019年9期)2019-11-25
新世纪智能(高一语文)(2019年4期)2019-06-25
金桥(2018年1期)2018-09-28
四川冶金(2018年1期)2018-09-25
北京航空航天大学学报(2017年1期)2017-11-24
北京航空航天大学学报(2016年8期)2016-11-16
钢管(2016年1期)2016-05-17
