
Z31-25冷镦机切料刀片的改进
2014-03-07 01:44王书群宗瑞武
哈尔滨轴承 2014年2期
王书群,宗瑞武,林 亮
(1. 哈尔滨轴承集团公司 质量控制部,黑龙江 哈尔滨 150036;2.哈尔滨市精密特种轴承厂有限责任公司,黑龙江 哈尔滨 150036 )
Z31-25冷镦机切料刀片的改进
王书群1,宗瑞武2,林 亮2
(1. 哈尔滨轴承集团公司 质量控制部,黑龙江 哈尔滨 150036;2.哈尔滨市精密特种轴承厂有限责任公司,黑龙江 哈尔滨 150036 )
轴承滚子采用Z31-25冷镦机锻压加工毛坯。在分析冷镦机切料方式和切料原理的基础上,通过改进切料刀片,使滚子毛坯重量公差和断面塌角更小、断面更平整、质量更好。
冷镦机;滚子毛坯;切料刀片;剪切
1 前言
机械制造过程中,常用的锻压加工方法分为六类:即①自由锻造,②模型锻造,③挤压,④拉拔,⑤轧锻,⑥板料冲压。
滚子毛坯采用常温挤压成型方式,是在金属再结晶温度以下的变形,又称为冷镦成型(冷冲压),冷镦成型与车制成型比较,具有以下特点:
(1)因金属组织改善从而提高金属的机械性能;
(2)提高金属材料的利用率和经济效益;
(3)具有较高的劳动生产率。
由于冷镦成型加工方式的上述特点,因此被广泛地应用于滚子制造行业。冷镦后的滚子质量,在一定程度上与切料毛坯的质量相关。探讨如何提高滚子冷镦成型的切料质量,对提升滚子毛坯质量有着重要的意义。
2 冷镦机切料的方式
锻压中所用的棒料切断,按剪切模和刀片特点可分为三类:开式、半封闭式和封闭式。
开式剪切模的动、定刀片的刃口形式都是开口的。半封闭式剪切模动刀片刃口是开口的,定刀片的刃口形线为封闭的圆孔形。封闭式剪切模的动定刀片的刃口形线都是圆孔形的。
滚子冷镦机通常采用的棒料切断是半封闭式。
Z31-25冷镦机上的动刀片、静刀片如图 1、图 2 所示。
3 Z31-25冷镦机的切料原理
Z31-25冷镦机加工滚子毛坯,是精锻加工。精锻用的毛坯,下料后要求重量公差小、断面塌角小、断面平整并与轴线垂直。
图 3 是剪切棒料的示意图。剪切过程是动定刀片作用给坯料以一定的压力F。在坯料剪切区内产生剪切所需的应力而实现的。由于动、定刀片的作用力不在一条直线上,因而产生使棒料翻转的力矩,这个力矩被刀片的反力T和压力Q所形成的力矩平衡。棒料必然会翻转一个角度α1,剪切时,毛坯又受到附加弯矩作用,形成弯曲角α2,由α1、α2及切刀间隙Δ造成切面斜度φ1、φ2的端头畸变。
剪切时,动、定刀片的刃口同时切入金属,达到一定深度后,自动、定刀片刃口处首先产生裂纹,并迅速扩展;当两条裂纹相接时,剪切过程结束。刀片切入金属的深度,与被加工材料性能及剪切条件有关。剪切条件相同,被加工材料硬度越高、切入深度越浅。
毛坯剪切质量参数见图 4。其中:f、k是动、静刀形成的压塌深度;b是断面平面度;θ是断面倾角;d、d1是棒料直径和毛坯最小直径;c是断面光亮带宽度;L是毛坯长度。
Z31-25冷镦机的切料方式,基本满足常规轴承滚子的毛坯加工。
但对于长径比小于1或长径比大于3的滚子毛坯,Z31-25冷镦机的切料方式难以保证毛坯的质量。

图1 Z31-25动刀片

图2 Z31-25静刀片

图3 剪切示意图
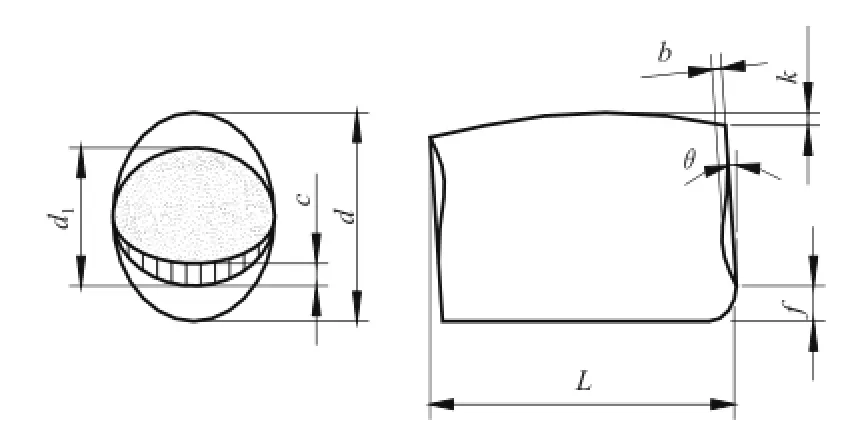
图4 剪切质量的技术参数
4 Z31-25冷镦机的切料改进
加工长径比小于1或长径比大于3的滚子毛坯,要求下料后的重量公差、断面塌角更小、断面更平整。
把Z31-25冷镦机的动刀片,改成筒状,使其切料方式由半封闭式变为封闭式(见图 5)。
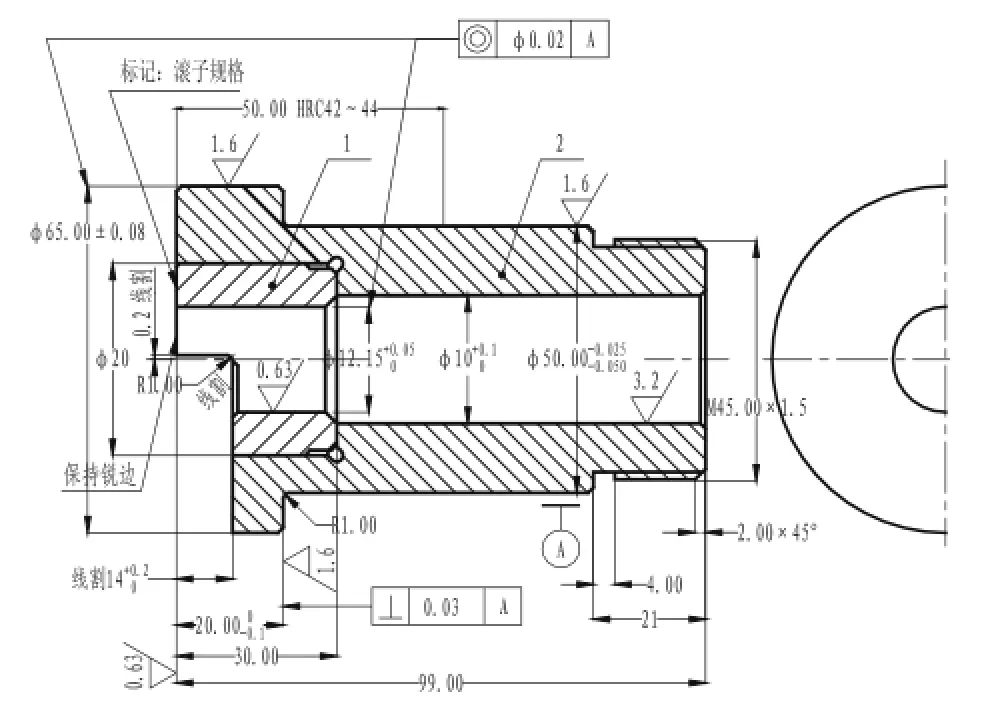
图5 改进后Z31-25动刀片
5 改进前后质量数据的对比
把Z31-25冷镦机的动刀片变为封闭式后的切料质量与改进前半封闭式切料比较结果见表 1。
表1中,名称一栏内的符号计算公式如下:

表1 改进前后质量比对表
η0=ΔV/V;V为理论计算的毛坯体积,ΔV为剪切后的毛坯实际体积与理论计算体积的差值;
f0=f/d;
k0=f/d;
b0=b/d;
s0=(d-d1)/d。
后述四个公式等号右边的所有符号与图 2 中相同符号所代表的意义相同。
从表 1 可见,将Z31-25冷镦机的动刀片变为封闭式后,切料毛坯的所有质量指标都提高了,特别是断面平面度提高了300%、压塌提高了100%。
改进后,在加工长径比小于1或长径比大于3的滚子毛坯时,其质量完全满足了工艺要求。
6 结束语
Z31-25冷镦机加工特殊的轴承滚子时,将其动刀片由半封闭式变为封闭式,可以显著提高切料毛坯质量,从而带动冷镦轴承滚子毛坯质量的提升。
(编辑:林小江)

图1 滚子倒角尺寸
5 结束语
实践证明,某大型圆柱滚子工艺改进后各项指标均符合技术要求,加工稳定可靠,满足加工产品质量,降低了产品碰伤比例,缩短了生产周期,为分厂带来实际效益,有利于加工其他大型同类产品推广使用,达到预期效果。
(编辑:王立新)
Improvement on cutting blade of Z31-25 cold forging machine
Wang Shuqun1, Zong Ruiwu2, Lin Liang2
( 1. Department of Quality Control, Harbin Bearing Group Corporation, Harbin 150036,China;2.Harbin Precise and Special Bearing Plant Co., Ltd., Harbin 150036,China )
Z31-25 cold forging machine now was used to work the blank of bearing roller. The cutting blade was improved on the basis of analyzing cutting method and principle of cold forging machine, so that the weight tolerance and sunk corner of cross section of roller blank were both improved. The evenness and quality of cross section were guaranteed.
cold forging machine; blank of roller; cutting blade; shearing
TG376.3
B
1672-4852(2014)02-0067-03
2014-12-11.
王书群(1969 -),女,技师.
猜你喜欢
装备制造技术(2020年2期)2020-12-14
铝加工(2020年3期)2020-12-13
传感器与微系统(2019年9期)2019-09-11
制造技术与机床(2019年9期)2019-09-10
重型机械(2018年6期)2019-01-07
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年7期)2018-01-19
智富时代(2018年12期)2018-01-12
智富时代(2018年12期)2018-01-12
中国机械工程(2016年21期)2016-12-24
