
3MZ135磨床改造
2014-03-07 01:44张文秋
哈尔滨轴承 2014年2期
张文秋
(哈尔滨轴承集团公司 技术中心, 黑龙江 哈尔滨150036)
3MZ135磨床改造
张文秋
(哈尔滨轴承集团公司 技术中心, 黑龙江 哈尔滨150036)
通过对该设备进给机构、修整器补偿系统的改造,提高了加工精度,满足了轴承内沟制造工艺的要求。
轴承内圈;内沟切入磨床;进给机构;修整器;补偿机构
1 前言
随着工业及科学技术的高速发展,我国轴承制造业进入快速增长的发展阶段。为了在激烈的市场竞争中发展壮大,必须调研、设计、制造市场需要的高精度、低噪音轴承。我厂在计划经济时期是以生产中小型轴承为主的企业之一,陈旧设备占具相当大的比例,如果购买新设备,资金量大、周期长,公司在短时间里很难做到。
滚动轴承除了科学合理的设计以外,主要是靠多工序的精益生产和科学检查等手段制造而成,因此,对轴承的制造母机—轴承加工的专用设备在加工精度、生产效率、自动化控制程度等方面提出了更高的要求。 为了解决上述难题,对该设备进行了改造。
2 3MZ135磨床简介
3MZ135自动内沟切入磨床是加工球轴承内圈沟道的专用磨床,特点是布局合理、工作稳定、自动化程度较高。
2.1 主要参数
(1)机床外形尺寸:
240mm×1350mm×1800mm;
(2)加工范围:φ10~φ50mm;
(3)加工参数:砂轮轴转速
N1=2 294r/min,
N2=2 495r/min;
(4)砂轮速度:Umax=60 r/min;
(5)工作轴转速
N1=1 007r/min,N2=1 405 r/min,
N3=1 601 r/min,N4=2 050 r/min,
N5=3 259 r/min;
(6)快速补偿移动量:5mm/r。
(7)微动补偿移动量: 0.125mm/r;
(8)微动补偿手轮刻度值:2.5μm/格;
(9)电动机:砂轮电机, 功率 7.5kW,
转速 2 900r/min。
工件轴电机:功率 1.1kW,
转速 2 810 r/min。
2.2 机床的工艺装备
机床的工艺装备由砂轮轴、工件轴、电磁夹盘、定程磨削控制尺寸、静压导轨、可用控制力磨削、砂轮圆弧修整器、砂轮修薄修整器、磁性分离器、全封闭防护罩等部分组成。
2.3 补偿机构
本机使用两套补偿机构,一套是砂轮修整器补偿机构,另一套是进给补偿机构见图1(K向),此两套机构的结构与工作原理相同,因此只介绍一套。补偿机构有快进补偿和微动补偿两部分组成。快进补偿是把螺母松开,手轮与丝杠同轴,转动手轮可使往复作快速移动。微动补偿有手动与自动两种方式,手动是把止动杆压下,转动手轮,通过蜗轮与丝杠同轴转动,实现手动补偿。自动补偿是由电磁阀输出的高压油进入齿轮活塞的下端油腔,把活塞向上推动,活塞带动齿轮,齿轮带动棘爪转动,是棘爪与调整块脱开与棘爪轮啮合后带动棘轮转动,棘轮与手轮同轴,所以蜗杆也转动,从而实现自动补偿。自动补偿量的改变是调整定位螺钉实现的。齿条活塞的返回是在弹簧的弹力下返回。为了消除微动补偿蜗杆与涡轮间隙,蜗轮做成两半,把紧固螺钉松开,调整微动螺钉使蜗杆与蜗轮齿侧间隙最小,再旋紧螺钉把两半的蜗轮紧固住。
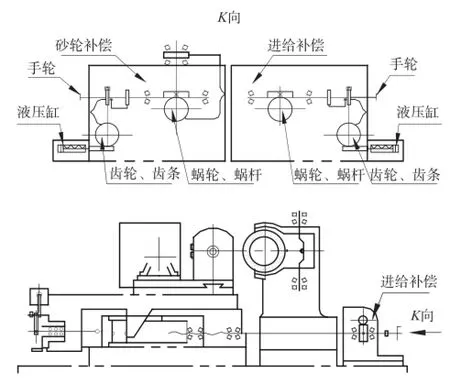
图1 改造前3MZ135自动内沟磨床的进给及补偿系统
3 补偿机构的改造
在对轴承内外套磨削过程中,轴承磨床的补偿机构是该机床的核心部分,也是对加工轴承内外套质量保证的核心部件。
在轴承内沟磨削时,每磨削完一个工件(或几个工件)时,由砂轮修整器对砂轮进行一次修整,修整的微量就要靠补偿机构进行微量补偿(同时进给机构也补偿相同的量),再进行下一个工作循环。
3MZ135自动切入磨床的补偿机构除了电磁阀、液压缸以外,由庞大的机械传动机构所组成,如图 1。
每个机械零件要求精度都比较高,在生产制造中都比较繁琐,制造困难,生产周期长。在使用中,安装调整也复杂,费工费时。
该设备补偿机构复杂而庞大,在长期使用中,各个零部件极易产生磨损,形成间隙,不能按所要求的补偿量实现补偿,在磨削工件时不能保证工件精度要求,加工出的轴承套圈出现了较大的散差,给轴承装配合套增加了难度,同时也造成了一定数量的废品,而该设备主要机械部件如床身、工作台、工件轴箱体、砂轮轴座等,已经过长时间的使用,是优良的部件,性能可靠稳定,不会产生应力变形等问题。该设备的缺点是由于进给、砂轮修整器补偿等运动部件的长期磨损出现了误差,使设备降低了加工精度,且电气控制系统已经落后。要想消除该机构磨损造成的间隙,对机构进行调整、维修非常困难。针对以上问题,对3MZ135自动内沟切入磨床进给、修整器补偿机构进行了改造。
采用数控伺服系统驱动,用滚珠丝杠来传动进给,选用十字交叉滚子来导向滑动,如图 2。
改造后的进给机构由伺服电机直接驱动滚珠丝杠快进、工进、实现自动进给补偿;同理,砂轮修整器进行自动进给补偿。
改造后的3MZ135自动内沟磨床减少了原机床的复杂而庞大的进给、修整、补偿机构,消除了为补偿零部件的间隙产生的误差,实现了结构紧凑合理,简化了液压系统,同时在电气上采用了可编程序控制器(PLC)控制伺服驱动器驱动伺服电机,实现对进给和补偿机构的控制。
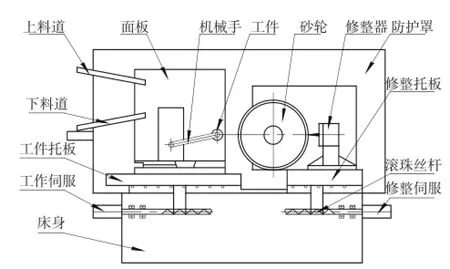
图2 改造后3MZ135自动内沟磨床的进给及补偿图系统
4 结束语
经过改造后的3MZ135自动内沟切入磨床在三年的使用中,证明了其加工精度很高,能够满足生产要求,完全赶上新型CNC(计算机数字化控制)滚动轴承专用设备。
(编辑:王立新)
Transformation of 3MZ135 grinder
Zhang Wenqiu
( Technical Center, Harbin Bearing Group Corporation,Harbin 150036,China )
Through transforming the feed mechanism and dresser compensation mechanism, the machining accuracy was improved, the requirements of the bearing inner groove grinding process was met.
bearing inner ring; inner groove cut-in grinding machine; feed mechanism; dresser; compensation mechanism
TG581+.1
B
1672-4852(2014)02-0031-02
2013-11-13.
张文秋(1957 -),男,工程师.
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
装备制造技术(2019年12期)2019-12-25
雷达学报(2018年5期)2018-12-05
制造技术与机床(2018年10期)2018-10-13
宇航计测技术(2018年3期)2018-09-08
制造技术与机床(2017年4期)2017-06-22
工业设计(2016年1期)2016-05-04
柴油机设计与制造(2015年3期)2015-12-05
现代防御技术(2014年6期)2014-02-28
断块油气田(2012年6期)2012-03-25
