
M1083无心磨床的改造
2014-03-07 01:44李亚娟
哈尔滨轴承 2014年2期
李 艳,李亚娟
(1. 哈尔滨轴承集团公司 技术中心,黑龙江 哈尔滨 150036;2. 哈尔滨轴承集团公司 南直轴承分厂,黑龙江 哈尔滨150036)
M1083无心磨床的改造
李 艳1,李亚娟2
(1. 哈尔滨轴承集团公司 技术中心,黑龙江 哈尔滨 150036;2. 哈尔滨轴承集团公司 南直轴承分厂,黑龙江 哈尔滨150036)
通过对M1083无心磨床进给机构和砂轮修整器的改造,提高了加工精度,满足了轴承外套外圆质量要求。
无心磨床;轴承外圆;修整器;进给机构;补偿机构
1 前言
随着工业的发展,用户对轴承的质量(主要包括精度、使用温度、噪音、寿命等)要求越来越高。我厂在计划经济时期,是以生产中小型轴承为主的企业之一。由于建厂比较早,陈旧设备占据相当大的比例,如果全部更新换代,投入资金量大,公司在短时间里很难做到。
滚动轴承除了科学合理的设计以外,主要是靠多工序的精益生产和科学检查等手段制造而成,这就要求加工轴承的每道工序(设备)满足轴承的高质量、高精度的要求,对轴承的制造母机—轴承加工的专用设备在加工精度、生产效率、自动化控制程度等方面提出了更高的要求。为了满足以上要求,对该设备进行了改造。
2 M1083无心磨床简介
该机床可磨削圆柱体、圆锥体及成型旋转体等零件,适用于成批生产及大批量生产,该机床在我厂主要用于批量磨削滚动轴承外套的外圆,生产效率较高。该设备布局合理、工作稳定、自动化程度和生产效率较高。
2.1 主要参数
(1)纵进给磨削
磨削直径:φ10~150 mm,
最大磨削长度:250 mm。
(2)横进给磨削
磨削直径:φ10~150 mm,
最大磨削长度:190 mm。
(3)工件最大重量:10.6 kg。
(4)砂轮(磨削轮)最大:P600×200×305 mm,最小:P480×200×305 mm。
(5)导轮最大: PSA350×200×127 mm,最小:PSA300×200×127 mm。
(6)砂轮(磨削轮)转速:1050r/min、1150r/min。
(7)导轮转速
工作时: 7、12、18、23、29、34、58 r/min,
修整导轮时:280r/min。
(8)导轮回转角度(垂直面内)-2~1.5°。
(9)砂轮(磨削轮)修整器回转角±3°。
(10)导轮修整器回转角度
垂直面内:±3°,
水平面内: -2~1.5°。
(11)电动机功率
磨削轮电动机: 17 kW,
导轮电动机: 1.5 kW,
液压泵电动机: 0.25 kW,
润滑泵电动机:0.125 kW,
冷却泵电动机: 0.25 kW。
2.2 机床的主要部件及机构
机床的主要部件及机构见图 1,由主传动、传动副、砂(磨削)轮架、导轮架、进给机构、砂轮修整器、导轮修整器等部分组成。

图1 改造前M1083无心磨床传动系统
3 进给机构和砂轮修整器机构改造
(1)该设备进给机构复杂而庞大,无论是粗进给还是微量进给,都是通过人工使手轮(柄)回转,并通过螺旋齿轮副、丝杆、丝母传动达到进给的目的。由于进给零部件经过长期使用,产生磨损,形成间隙,又是采用手动进给,使设备进给精度较低,造成工件几何精度的降低,使加工出的轴承外套外径出现不同程度的散差,极易造成返工和一定量的废品。
(2)砂轮修整器是由人工调整金刚笔,再通过液压缸推动来实现砂轮修整。调整量的不准确,也会产生误差,需要人工补偿。人工调整金刚笔修整砂(磨削 )轮时,费工费时,由于人工调整凭技术工人的经验来调整,精度很难保证,增加了劳动强度,降低了生产效率。
(3)传统的继电器控制已经落后,电气线路老化、故障率高,给维修代来极大的困难,因此,需要对该机床的进给机构、砂轮修整器、补偿机构、电气系统部分进行改造。然而该设备主要机械部件,如床身、砂(磨削)轮架、导轮架等,经过长时间的使用磨合,性能稳定可靠,是优良的部件,应继续保留使用。
在对轴承外套外径磨削过程中,轴承磨床专机的补偿机构(包括进给机构、砂轮修整器的补偿)是该机床的核心部分,也是保证轴承外套外圆质量的核心部件。
在轴承外套外圆磨削时,每磨削完一定量的工件后,由于砂轮磨损,砂轮修整器对砂轮进行一次修整,微量的修整进给量要靠补偿机构进行补偿(同时进给机构也补偿相同的量),再进行下一个工作循环。
为稳定地实现以上动作要求,采用数控伺服系统驱动,用滚珠丝杠副传递运动,保证进给及补偿精度,选用十字交叉滚子实现导向导轨的移动,如图 2。
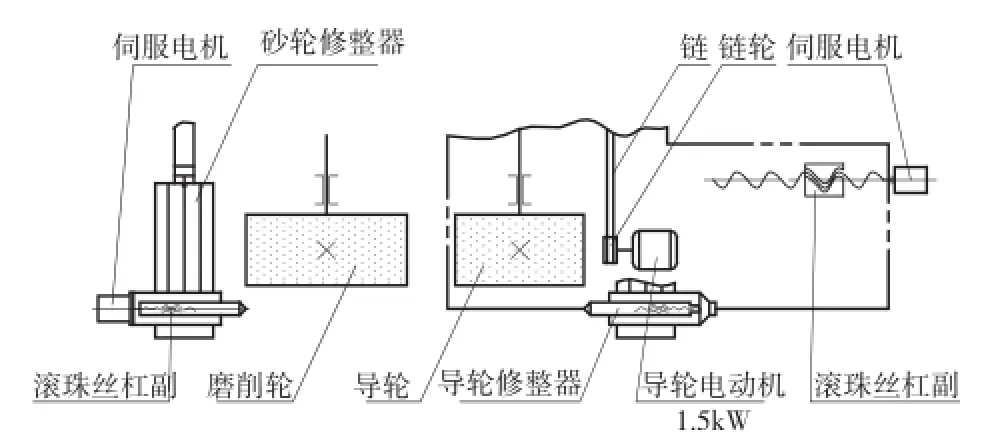
图2 改造后M1083无心磨床的进给及补偿系统
改造后的M1083无心磨床,结构更加紧凑、合理。进给机构由伺服电机直接驱动滚珠丝杠副,代替了原设备的手动轮回转,并通过螺旋齿轮副、丝杆、丝母传动的进给机构,实现了快进、工进、自动进给补偿;同时,改造了砂轮修整器和进给系统的自动补偿机构,通过砂轮修整器修整完砂轮后进行自动补偿,消除了由手动进给补偿产生的误差。
改造后的M1083无心磨床的电控系统,选用了西门子的伺服控制系统及可编程序控制器(PLC)、触摸屏等先进的电器元件,制造了新的电控柜。
改造前的M 1 0 8 3无心磨床的加工精度0.01mm,改造后的M1083无心磨床的加工精度0.002mm。
4 结束语
经过改造的MZ1083无心磨床在使用中,其加工精度很高,能够满足生产要求,提高了老设备的利用率,加工质量和生产效率与新型CNC(计算机化数字控制)滚动轴承专用设备相当。
我公司该类设备较多,可采用逐渐改进的方法,实现设备的升级换代。改造设备需要的资金少,时间短,减少了因设设备达不到精度要求而影响生产进度的问题,且节约了购买设备的资金。
(编辑:钟 媛)
Improvement on M1083 centerless grinder
Li Yan1, Li Yajuan2
( 1. Technical Center,Harbin Bearing Group Corporation,Harbin 150036,China; 2. Nanzhi Bearing Sub-factory, Harbin Bearing Group Corporation,Harbin 150036,China )
By means of improving feed mechanism and wheel dresser of M1083 centerless grinder, the machining accuracy of it was improved and the cylindrical quality requirements of bearing outer ring were also met.
centerless grinder; outer circle of bearing; dresser; feed mechanism compensation mechanism
TG581+.3
B
1672-4852(2014)02-0033-02
2013-12-04.
李 艳(1976 -),女,工程师.
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
装备制造技术(2019年12期)2019-12-25
轨道交通装备与技术(2019年3期)2019-07-29
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年4期)2017-06-22
工业设计(2016年1期)2016-05-04
中国自行车·骑行风尚(2015年6期)2016-01-28
轴承(2012年1期)2012-07-24
轴承(2012年10期)2012-07-21
断块油气田(2012年6期)2012-03-25
