
基于三坐标测量仪测量角度及不确定度分析
2014-03-05 09:02艾兆春
环境技术 2014年2期
范 爽,艾兆春
( 1.中国电子科技集团第四十九研究所,哈尔滨 150001; 2.国防科技工业2311二级计量站,哈尔滨 150030)
引言
长度计量在我国具有悠久的历史。早在三千多年前的商朝已有象牙制成的尺。公元前221年秦始皇统一度量衡制度,建立了包括长度在内的计量基准。公元9年,已有金属制成的卡尺,用于测量车轮直径、板厚和槽深[1,2]。随着生产力的发展,尤其是制造业的发展,长度计量得到迅速的发展。在现代精密机械零件的设计当中,更需要精密的测量手段。在通用量具测量过程中,有时量具达不到机械零件要求的精度,甚至有时无法测量机械零件。所以我们要借助先进的三坐标测量仪对机械零件的数值进行准确、精确的测量[3]。再精密的仪器也存在测量误差,对被测量值的不能完全肯定。反过来,也表明该结果的可信赖程度,它是测量结果质量的指标。不确定度愈小,所述结果与被测量的真值愈接近,质量越高,水平越高,其使用价值越高;不确定度越大,测量结果的质量越低,水平越低,其使用价值也越低[4,5]。在机械零件设计的过程中,角度是一个重要的物理量。在国际单位制中,平面角的单位弧度和立体角的单位球面度是仅有两个辅助单位[6,7]。角度计量是长度计量的重要组成部分,在机械制造、天文测量、大地测量和建筑工程等领域被广泛应用。
1 角度的基本单位
1.1 六十进制
据说六十进制起源于巴比伦,而平面角的六十进制单位是我国选定的单位。其单位有度、分、秒。下面是六十进制和弧度的换算公式

rad在公式中表示平面角单位名称。
1.2 角度的检具
在机械零件检测的过程当中,一般检验角度的量具包括:游标万能角度尺、直角尺、刀口尺等。在高精度角度检测当中,一般检验仪器有:三坐标测量仪、投影仪、高倍显微镜仪器等。
2 三坐标测量仪的检测过程
2.1 三坐标测量仪的基本概念
三坐标测量仪是指在一个六面体的空间范围内,能够表现几何形状、长度及圆周分度等测量能力的仪器,又称为三坐标测量机或三坐标量床。我们把一个机械零件放到它的测量范围内,它能精准地测量出机械零件三个坐标方向的数值,依据坐标系构成的顺序可分为相对坐标系和绝对坐标系。所谓绝对坐标系就是机械坐标系,是仪器自身的坐标系,不可以改变数值。相对坐标系是对绝对坐标系的一个位移,这个位移可以决定被测量件的距离,这个数值可以改变。绝对坐标系和相对坐标系如图1所示。
2.2 外角与内角
在一般机械加工零件中,角度分为:外角和内角。本文我们用轴承零件说明问题。外角一般可以用万能角度尺进行直接测量,也可以通过三坐标测量仪进行测量。而对于内角来说用万能角度尺就不太科学了。万能角度尺无法准确的测量出内角的数值,万能角度尺和轴承类内角度产生一定的干涉。所以我们借助三坐标测量仪测量内角就游刃有余了。下面是外角度零件和内角度零件的示意图。如图2、图3所示。
2.3 三坐标测量仪测量角度
下面我们用内角度74°±30′为例,用三坐标测量仪进行测量。光线的选择为B50、DF20、BF40。第一步:收集零件的点。我们都知道两点可以确定一条直线,所以想确定一条线必须收集两个以上的点,收集的点越多,这条直线越精确,测量结果越准确。第二步:就要用收集的点确定一条直线。以这条直线为基础,用同样的方法测量出零件尺寸的另一条直线。这两条直线是机加零件的最大边,也是零件的测量线。第三步:利用得出的两条直线进行求和处理,用三坐标测量仪进行内部分析求得出数值。得出结果(角度C=73.9624)如三坐标仪器示意图,图4所示。

图1 绝对坐标系和相对坐标系

图2 外角度零件
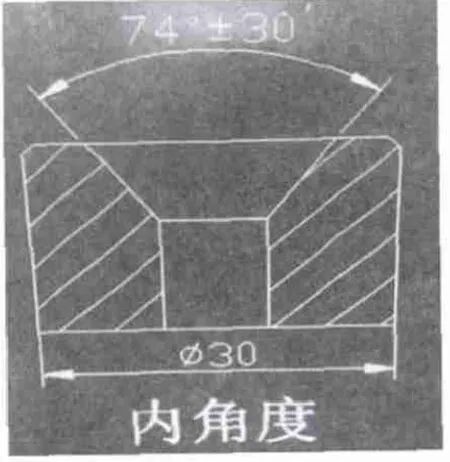
图3 内角度零件

图4 三坐标仪器示意图
3 三坐标测量仪测角度的测量不确定度评定
3.1 A类不确定度评定
根据2.3的方法,独立测量四次角度得出数值:xi(i=73.9624,73.9718,74.0096,73.9885)。计算被测量的最佳估计值。计算结果如下:

单个测得值xk计算实验标准偏差s(xk)。计算结果如下:


R——极差
C——极差系数。查表得:C=2.06
3.2 B类不确定度评定

3.3 合成标准不确定度的计算
温度变化和人为因素对机械零件尺寸测量有着直接的影响,所以在测量时也要注意合成标准不确定度的计算。被测量的估计值的合成标准不确定度计算公式如下:

根据A类不确定度和B类不确定度测量模型列出合成标准不确定度uC(y)表达式。而我们的分量间并不相关,即 = 0。当测量函数为非线性时,被测量的估计值(y)的合成标准不确定度计算公式如下:

3.4 扩展不确定度的评定
扩展不确定度U由合成标准不确定度uC乘上包含因子k。本文我们k值取为:k=2。计算结果如下:

被测量Y的值以较高的包含概率落在区间[y-U,y+U]内。Y是被测量Y的估计值。所以我们得到被测量Y的估值如下所示:

4 三坐标测量仪测量角度的注意事项
在三坐标测量仪检测的过程中,我们要注意零件的摆放位置以及夹具的选取。如果零件没有合适的夹具装夹,很容易影响测量数值,甚至可以影响计算结果的错误。为了保证测量结果的准确,我们必须选定合适的夹具装夹。零件的测量面要保证洁净,不能有污渍及铁销等,保证零件的表明的光滑,有助于测量的准确度。室内温湿度对零件的测量也是有一定影响的,只有在合适的温湿度条件下,才能准确测量零件的数值。
5 结论
通过三坐标测量仪我们准确测量出零件内角74°±30′的数值。通过对三坐标测量角度的不确定度评定的计算,得到更精准的数值。而对于通用量具无法准确测量的内角,但通过三坐标测量仪能准确地测量出来。这为通用量具的测量提供了一个准确的测量方法,解决了一个内角测量问题。
[1]国家质量监督检验检疫总局计量司组编. 计量检测人员培训教材. 长度计量3[M].中国计量出版社, 2007.
[2]庚以滦.通用量具及检具[M].北京:中国计量出版社,1998.
[3]梁荣茗.三坐标测量机的设计使用维修及检定[M].北京:中国计量出版社, 2010.
[4]何永政.质量检验不确定度与应用数理统计[M].北京:中国计量出版社, 2009.
[5]李金海.误差理论与测量不确定度评定[M].北京:中国计量出版社, 2007.
[6]胡国强.机械零件质量检测经验实例[M].北京:国防工业出版社, 2010.
[7]罗晓晔.机械检测技术[M].浙江:浙江大学出版社, 2012.
猜你喜欢
中学生数理化·高三版(2022年1期)2022-03-30
建材发展导向(2021年13期)2021-07-28
物流技术与应用(2020年3期)2020-03-27
启迪与智慧·教育版(2019年8期)2019-10-21
制造技术与机床(2019年8期)2019-09-03
电子制作(2019年9期)2019-05-30
中学生数理化·中考版(2018年11期)2019-01-31
科技视界(2018年8期)2018-06-08
农机使用与维修(2017年11期)2017-11-21
电子制作(2017年7期)2017-06-05
