压力容器焊接结构及工艺探究
2014-03-01 08:35:20康志东
装备制造技术 2014年3期
康志东
(荆门技师学院,湖北 荆门 448000)
压力容器焊接结构及工艺探究
康志东
(荆门技师学院,湖北 荆门 448000)
主要从介绍压力容器的结构、使用性能、材料的选择、焊接结构进行工艺探究,对可能出现的问题做了整理和分析,根据工件的工作环境、使用性能可知道工件的力学性能有高强度、好的塑性、韧性和焊接性,从而根据压力容器的结构、性能来确定压力容器的热处理工艺,达到最佳效果。
压力容器;焊接结构;工艺
近年来,随着经济的不断发展,我国工业发展也取得了一定的成绩,与此同时,国内压力容器的生产工艺受到了越来越多的重视。在压力容器生产过程中,最为重要的环节就是压力容器的焊接工艺,其对于压力容器本身的焊接质量有着重要的影响。当前国内焊接工艺的水平不断提升,在焊接设备和焊接方法方面都在不断的改进从而提高焊接质量。
1 压力容器焊接结构分析
1.1 裂纹问题
(1)高热裂纹:热轧钢一般含碳量较低,而含锰量较高,因此它们Mn/S比较大,具有良好的抗热裂性能。正常情况下焊缝中不会出现热裂纹,但当材料成分不合格或有严重偏析,使碳、硫含量偏高,Mn/S比偏低,易出现热裂纹。
(2)遇冷裂纹:钢材冷裂纹主要取决于钢材的淬硬倾向,而刚才的淬硬倾向又主要取决于它的化学成分。热轧钢由于含有少量合金元素,其碳当量比低碳钢碳当量略高些,所以这种钢淬硬倾向比低碳钢要大些,而且随钢材强度级别的提高,合金元素的增加,它的淬硬倾向逐渐增大,应根据接头形式和钢材厚度来调整线能量、预热和后热温度,以控制热影响区的冷却速度,同时降低焊缝金属的含氢量,防止冷裂纹的产生。
(3)再热裂纹:从钢材的化学成分考虑,由于热轧钢中不含强碳化物形成元素,因此对再热裂纹不敏感,而且还可以通过提高预热温度和焊后立即后热等措施来防止再热裂纹的产生。
1.2 脆化问题
(1)过热区脆化:热轧钢焊接时近缝区中被加热到100℃以上粗晶区,易产生晶粒长大现象,是焊接接头中塑性最差的部位,往往会承受不住应力的作用而破坏。防止过热区脆化的措施是提高冷却速度,尤其是提高奥氏体最小稳定性范围内的冷却速度,缩短在这一温度区间停留时间,减少或防止奥氏体组织的出现,以提高钢的冲击韧度,而且为防止过热区粗晶脆化,也不宜采用过大线能量。
(2)热应变脆化:热应变脆化是由于焊接过程中热应力产生塑性变形使位错增殖,同时诱发氮碳原子快速扩散聚集在位错区,出现热应变脆化。16Mn和15MnV这两类钢具有一定得热应变脆化倾向,焊接时消除热应变脆化的有效措施是焊后退火处理。
1.3 工艺探究及参数的确定(筒体的焊接)
本次研究对象选择厚度为6mm的钢板焊接低压容器的筒体。
1.3.1 焊接接头形式
(1)对接,即两件表面构成大于或等于135°,小于或等于180°夹角的接头。在各种焊接结构中它是采用最多的一种接头形式。
(2)交接接头,即两焊件端面间构成大于30°、小于135°夹角的接头,这种接头受力状况不好,常用于不重要的结构中。
(3)T形接头,即一件之端面与另一件表面构成直角或近似直角的接头。
(4)搭接接头,即两件部分重叠构成的接头。经综合分析考虑,应采用对接接头。因为这种接头的强度可以达到与母材相等,受力也比较均匀。
1.3.2焊接方法的选择
在压力容器制造中,焊接方法主要根据被焊材料、接头厚度、焊缝位置和坡口形式选择。目前,常用的焊接方法有手工电弧焊、埋弧自动焊、电渣焊、气体保护焊及等离子弧焊等。
(1)埋弧焊。焊缝质量高,熔渣隔绝空气的保护效果好,焊接参数可以通过自动调节保持稳定,对焊工技术水平要求不高,焊缝成分稳定,机械性能比较好。
(2)CO2保护焊。焊接成本低,CO2气体是酿造厂和化工厂的副产品,来源广,价格低,其综合成本大概是手工电弧焊的1/2。焊后变形小,CO2气体保护焊的电弧热量集中,加热面积小,CO2气流有冷却作用,因此焊件焊后变形小,特别是薄板的焊接更为突出。抗锈能力强,CO2气体保护和埋弧焊相比,具有较高的抗锈能力,所以焊前对焊件表面的清洁工作要求不高,可以节省生产中大量的辅助时间。
1.3.3 焊接材料的选择
压力容器的焊接材料的选用必须保证焊缝性能不低于母材,尤其是焊缝的韧性指标是选材考虑的重点。根据各项查的应选J427或J426型焊条(交流电源)J506或J507(直流电源)。此处我们用J426型焊条。焊接工艺参数如下表1和表2所示。
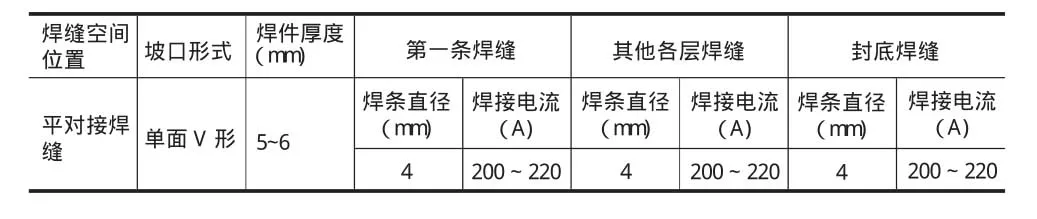
表1 常用焊接工艺参数

表2 焊接角度工艺参数
2 焊接操作
(1)起弧:现在试板上调好电流,直至所需电流为止。一切正常后在压板上划擦引弧,待电弧稳定燃烧后引至坡口处中心尽量压低电弧,并稳弧1~2秒,当管口发出电弧击穿后立即进行正常运条。
(2)运条:采用直线运条法。
2.1 焊前准备
(1)坡口加工采用热切割时应注意防止母材边缘会形成一定深度的淬硬层,这种低塑性的淬硬层往往成为冷加工的开裂源。
(2)焊前必须消除焊接区钢板表面的水分,坡口表面的氧化皮、锈斑、油脂以及其他污物。
(3)焊接材料在使用前应按生产厂推荐的规范进行烘干。
(4)装配定位焊缝必须采用与正式焊缝同一类型的焊条。
2.2 焊后热处理
为改善压力容器焊接区的性能和消除焊接残余应力等有害影响,对焊接区及其有关部位在金属相变温度点以下充分均匀加热,然后又均匀冷却以进行消除应力退火。焊后热处理是保证压力容器焊接接头性能的一个非常重要的环节。本实验采用600~640℃回火,保温40分钟来消除应力。
2.3 焊缝机械性能检验
(1)根据GB2649--1989焊接接头试样标准取样,把工件一和二制成拉伸式样一、二(如图1和2)。

图1 热处理

图2 未热处理
(2)制取焊缝区的金相,并用金相显微镜对焊接接头进行金相观察。
3 焊接接头硬度分析(热处理工件)
从以上操作可以看出过热区是硬度最高区域。焊缝和母材的硬度相差不大,一般是相近的。熔合线外侧过热区组织粗大,奥氏体晶粒最粗,显微硬度也最高。所以在过热区出现了硬度的峰值。热影响区的硬度在过热区会突然上升,然后再很快降下来,对应高硬度的过热区韧性恰好是个最低值。
3.1 焊接接头机械性能分析
(1)宏观断口观察。如图1(热处理)和图2(未热处理)所示,用肉眼观察可看出经过热处理的式样为韧性断口,而未处理过的则为脆性断口。所以焊后热处理可提高焊缝的韧性。断口在焊接接头处,说明焊接接头还是整个工件最薄弱的地方。外加焊接时突然加热,冷却,使工件内部产生应力,有可能产生热裂,微观裂纹等缺陷,使此处更加薄弱。
(2)力学性能比较。式样二最大载荷43 154.2N,抗拉强度431.542MPa,断裂强度398.312MPa。工件在焊缝区断裂,此数值已达到所规定数值,所以满足要求。式样一比二性能更好,力学性能指数更高,所以式样二也满足要求。
4 结束语
综上分析,我们得出以下结论:
(1)在正确的工艺措施和焊接工艺条件下,对16Mn进行手工电弧焊可获得性能良好的焊接接头。
Tube Plate Plate Machining Milling Machine Design,Manufacturing and Verification
LIUChang-zheng,ZHANG Tao
(Fuyang AnGu Boiler Pressure VesselManufacturing Co.,Ltd.,Anhui fuyang 236055,China)
The article introduces the shell side of the large diameter double,double tube side and tube side heat exchanger baffle slot difficulties and solve the difficulties in the process of the ideas and methods.Introduce the structure characteristics of tube sheet partition groovemachiningmillingmachine,working principle,operation points and usingeffect.
large sizeheatexchanger tube plate plate groove processing;specialmillingmachine
TG457.5
B
1672-545X(2014)03-0270-03
2014-01-08
康志东(1971—),男,湖北人,一级实习指导教师,大专学历,研究方向:焊接工艺。
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
黑龙江水产(2022年2期)2022-05-09 05:52:42
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
压力容器(2021年3期)2021-04-14 06:47:02
原子能科学技术(2020年11期)2020-11-24 12:29:06
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
广东造船(2016年5期)2016-12-03 14:27:20
大型铸锻件(2015年4期)2016-01-12 06:35:27