退火对激光熔覆制备FeCrNiCoMn高熵合金涂层组织与性能的影响
2014-02-24 10:08翁子清姚建华杨理京
电加工与模具 2014年2期
翁子清,姚建华,董 刚,杨理京
(浙江工业大学激光加工技术工程研究中心,浙江杭州310014)
退火对激光熔覆制备FeCrNiCoMn高熵合金涂层组织与性能的影响
翁子清,姚建华,董 刚,杨理京
(浙江工业大学激光加工技术工程研究中心,浙江杭州310014)
采用气雾化法制备了FeCrNiCoMn合金粉末,并在45钢基体上激光熔覆制备出了FeCrNiCoMn高熵合金涂层。分别采用SEM、EDS、XRD对粉末、涂层的微观形貌及相结构进行了分析,并测试了涂层的硬度。对涂层在300℃、550℃、700℃时退火4 h,研究涂层的抗高温软化性。结果表明:气雾化制备的合金粉末具有较好的球形度,FeCrNiCoMn涂层由单一的FCC相构成,组织为椭球状的枝晶与枝晶间形貌;不同温度退火后的涂层保持FCC相不变;在550℃以下退火,涂层组织无变化,但在700℃退火后,涂层组织变化明显;退火前后涂层的硬度无明显变化。
高熵合金;涂层;气雾化粉末;激光熔覆;退火
2004年,Yeh等[1]首先提出了多组元高熵合金材料设计思想,指出高熵合金的组元可由5种或5种以上元素按等摩尔比或近等摩尔比配置。由于合金的高熵效应,这些合金通常形成FCC或BCC的相结构,而不是许多金属间化合物。高熵合金具有许多独特的性能,通过适当的合金配方设计,可获得高硬度、耐高温软化、耐腐蚀、高加工硬化、耐高温氧化等各种特性[2-3],故在材料表面改性方面具有广阔的应用前景。由于激光熔覆具有快速加热和冷却的特点,制备的涂层与基体呈现良好的冶金结合、致密性高、结合力大等优势,许多科研机构已成功地用该方法制备出了高熵合金涂层。张晖等[4-6]采用激光熔覆制备了6FeNiCoCrAlTiSi、FeCoNiCrCu、FeCoNiCrAl2Si高熵合金涂层,对涂层的微观结构及
相关性能进行了研究。马明星等[7]研究了不同Al含量对AlxFeCoNiCuCr高熵合金涂层硬度的影响。Huang Can[8]等在Ti-6Al-4V基体上激光熔覆制备了TiVCrAlSi高熵合金涂层,研究了涂层的摩擦磨损性能。然而,上述研究所采用的粉末都是由纯金属粉末混合而成的,所制备的涂层宏观形貌较粗糙,难以达到工业应用的水准;另外,采用预置法激光熔覆制备涂层时,基体对涂层有很大的稀释作用,将导致高熵合金成分的改变。这些问题可用激光同轴送粉熔覆制备高熵合金涂层而得到改善。
本文首先用气雾化法制备了FeCrNiCoMn高熵合金粉末,该合金粉末组织细小,扩大了固溶度,减小了微观偏析,可形成较稳定的相,已成为近年来国际上高性能制粉技术发展的主要方向[9]。其次,用激光同轴送粉制备了FeCrNiCoMn高熵合金涂层。为了研究该涂层的抗高温软化性,对涂层在300℃、500℃、700℃分别进行了4 h的退火试验。本研究的意义在于经气雾化法制备的高熵合金粉末,激光同轴送粉熔覆得到的高熵合金涂层的宏观形貌得到了相当大的改善,微观结构更均匀。
1 实验过程
实验的原材料由纯铁、纯铬、纯镍、电解钴片、电解Mn按近等摩尔比配置并添加少量的B、Si、Al元素混合而成。加入Al元素是为了降低合金熔炼时的氧含量,加入Si、B元素有利于脱氧造渣。所有原材料放在氧化镁的坩埚里,用中频感应炉加热熔化。采用红外测温仪检测金属液的温度,当液温达到1500℃时,进行脱氧造渣;当液温达到1700℃时,用氮气作为雾化气体进行雾化粉末试验。Fe-CrNiCoMn合金粉末在水中冷却并收集。
制备FeCrNiCoMn合金涂层的方法有两种:一是采用激光同轴送粉法,所采用的粉末是气雾化法制备的FeCrNiCoMn粉末;二是预置按近等摩尔比配置的纯金属混合的FeCrNiCoMn粉末,所采用的基体都是45钢。
激光熔覆前,先用角磨机除去基体油污和锈迹,然后用酒精清洗基体表面。激光熔覆系统由2 kW的LDF400-2000型半导体激光器、同轴送粉器和电脑控制的多轴定位机械手臂构成。激光熔覆时,使用高纯度的氩气作为保护气体,以防止氧化,载运气体为氮气。激光熔覆后,对同轴送粉制备的涂层沿着垂直激光扫描方向进行电火花线切割,将试样在300℃、550℃、700℃分别进行4 h的退火试验,退火炉的型号为SRJX-413。炉子加热到指定温度后,再将试样放入炉内,保温4 h后随炉冷却。
涂层、粉末的微观结构和化学组成采用JSM-5610型扫描电镜及配带的Emax-350能谱分析仪进行测试。相结构分析采用X'Pert PRO型X射线衍射仪、Cu靶、kα射线(λ=0.154 056 nm),测试时的扫描速度为1°/min,角度为20~100°。
采用HMV-2型显微硬度计对涂层从表层到基体的硬度分布进行了测试,加载载荷为1.96 N (HV0.2),加载时间和卸载时间同为10 s。涂层枝晶、枝晶间局部区域硬度测试的加载载荷为490 mN (HV0.05),因为测试的区域非常小,需采用小载荷。
2 结果与讨论
2.1 粉末形貌与微观结构
采用标准筛筛分气雾化法制备的合金粉末,适合激光送粉的粒度为45~109 μm。FeCrNiCoMn合金粉末的SEM形貌见图1a,所得粉末皆为球形或近球形,且球形度较好。气雾化所得粉体的形貌与金属熔体经破碎后的熔滴球化时间τsph和凝固时间τsol的相对大小有关[10]。如果球化时间比凝固时间短,则凝固后形成的粉末颗粒形状较规则,表面较光滑;如果球化时间长于凝固时间,则凝固后将形成不规则形状的粉末颗粒。
单颗粉末的微观结构见图1b,粉末主要由等轴晶构成。粉末放大3000倍时,经EDS分析的各元素含量见表1。可看到,制备的FeCrNiCoMn粉末含有一些杂质,如O、Si、Al。Si、Al是熔炼时剩余的熔渣,而O是由于制粉过程中的粉末发生了轻度氧化。由于粉末是在水中冷却的,氧化现象无法避免。
气雾化法制备的粉末X射线相分析见图2。粉末的主要相为FCC结构,但含有较多的氧化物,这
是由于Fe、Ni、Mn元素在气雾化粉末制备过程中较易氧化。
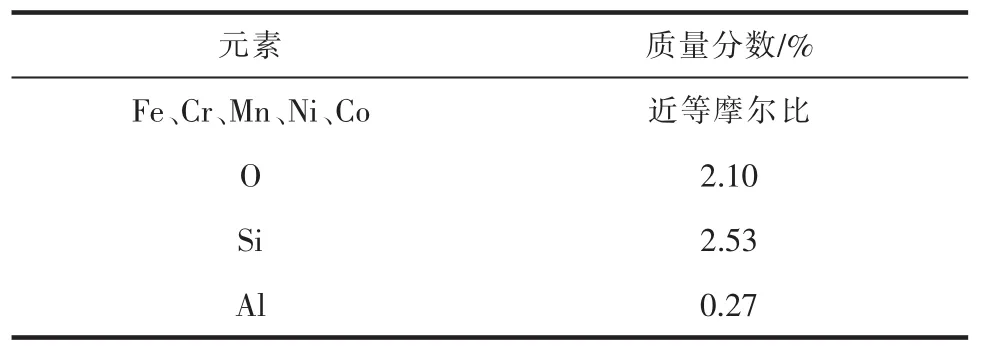
表1 FeCrNiCoMn粉末的化学成分
图2 FeCrNiCoMn合金粉末的XRD分析图谱
2.2 涂层宏观形貌
先用单道熔覆来选择最佳的激光熔覆参数,再进行多道熔覆试验。考虑到气雾化法制备的合金粉末含有少量的O、Si元素,所以应尽可能地降低激光熔覆时的扫描速度,让熔渣在涂层表面浮出。激光同轴送粉制备FeCrNiCoMn合金涂层的优化工艺参数为:激光功率1.4 kW,扫描速度240 mm/min,送粉速度8 g/min,光斑直径4 mm,搭接率40%。
激光同轴送粉熔覆制备的FeCrNiCoMn合金涂层的宏观形貌见图3a,采用预置纯金属混合粉末法在最优工艺参数下获得的FeCrNiCoMn涂层的宏观形貌见图3b。可看出,采用激光同轴送粉熔覆的涂层更均匀、光滑,且无明显的宏观裂纹。这主要是由于合金化的FeCrNiCoMn粉末具有稳定的熔点、较好的球形度及更均匀的化学成分,这些特征对激光熔覆涂层表面的宏观形貌起到非常重要的作用。试验结果表明,用激光同轴送粉制备高熵合金涂层是可行的。
2.3 涂层微观结构
采用合金粉末制备的FeCrNiCoMn涂层及不同温度退火后的涂层中部SEM照片见图4,与之相对应的XRD分析见图5。可见,激光熔覆的涂层主要形成了简单的FCC固溶体,呈现枝晶与枝晶间的结构形貌;XRD图谱中,氧化物峰的消失是由于在激光熔覆过程中,Mn、Si元素起到了强烈的脱氧造渣作用;涂层在衍射角2θ=43.4、50.5、74.5、90.4°的衍射峰与面心立方结构的γ-Fe、Ni、Co相似,但与其标准峰相比,存在峰的偏移现象,这主要是由于涂层中晶格的强烈扭曲引起的晶格常数发生变化。因此,在FeCrNiCoMn合金体系中,所有元素趋于形成超级过饱和的FCC固溶体,这也和真空电弧熔铸法制备的FeCrNiCoMn合金的相是一样的[11]。

图3 FeCoNiCrMn涂层的宏观形貌
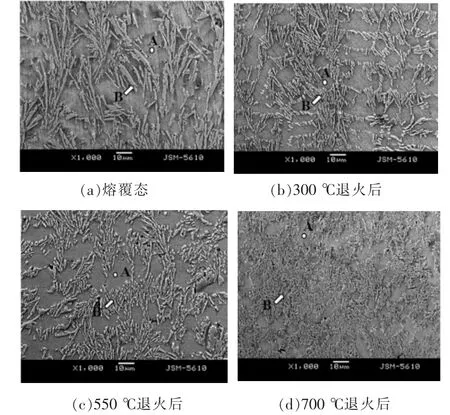
图4 FeCrNiCoMn涂层中部的SEM微观形貌
FeCrNiCoMn合金涂层形成FCC固溶体的原因如下:
(1)根据文献[12]对高熵合金形成固溶体的规律总结:合金由5种以上的主元素构成;合金系统中最大原子半径差小于12%;合金的混合焓介于-40~10 kJ/mol。而Co、Cr、Fe、Mn、Ni各元素的最大原子半径差为:
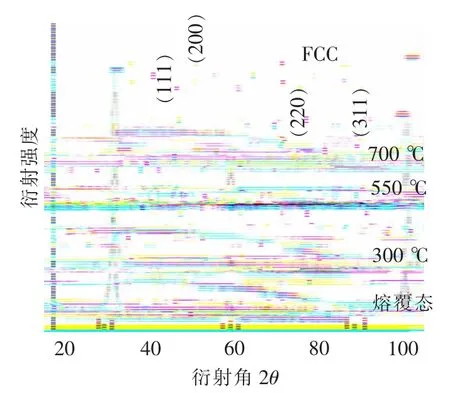
图5 退火前后FeCrNiCoMn涂层的XRD分析图谱

式中:N为合金中元素的种类个数;Ci和Cj为第i个和第j个元素的摩尔分数;Ri为第i元素的原子半径。
经计算,该体系的△=1.3%。而Co、Cr、Fe、Mn、Ni元素间的混合焓见表2[13]。故满足其形成固溶体的3个要求。

表2 FeCrNiCoMn合金体系中各原子对之间的混合焓
(2)根据Gibbs自由能公式:

元素数目较多,会导致系统的混合熵比形成金属间化合物所需的熵变大,高熵效应就会抑制脆性金属间化合物的出现,从而促进元素间混合形成简单的固溶体结构。因此,该涂层由简单的面心立方固溶体构成。
分析图4、图5可知,涂层在300℃和550℃退火4 h后,仍然由FCC固溶体相构成,没有新相、金属间化合物的形成,组织形貌保持不变;在700℃退火4 h后,涂层仍保持着FCC相结构不变,但在组织的枝晶间区域发生了明显的长大现象。出现以上现象是因为高熵合金具有高的△Smix,尤其是在高温时,高的混合熵效应导致了元素间的扩散和重新分配速率相比传统合金大大降低;此外,在Fe、Cr、Ni、Co、Mn元素中,金属间化合物较难形成,所以在不同温度退火后,涂层仍保持相结构不变。
将图4所示的FeCrNiCoMn涂层微观结构中的椭球状晶粒与枝晶间区域分别标记为A和B。从图4d可看出,经过700℃退火4 h后,涂层中的枝晶间区域有长大现象。类似的现象在文献[4]的研究中也有发生。涂层中A、B区域的能谱分析数据见表3,每个数值为随机取3个样点的平均值。由表3可知,激光熔覆的涂层在A、B区域均无明显的微观偏析现象,其原因可归结为:① 激光熔覆可提供熔池中金属液较高的对流,激光熔覆时的非平衡冷却有助于各元素的均匀分布;② 在高熵合金中,用混合焓来表征各化学元素的相容性[14],由表2可知,Co、Cr、Fe、Mn、Ni元素间的混合焓接近0 kJ/mol,说明相容性较好,有利于形成有序固溶体;③气雾化法制备的FeCrNiCoMn粉末的密度、熔点稳定,化学成分也较均匀,对减小微观偏析起到一定的作用。
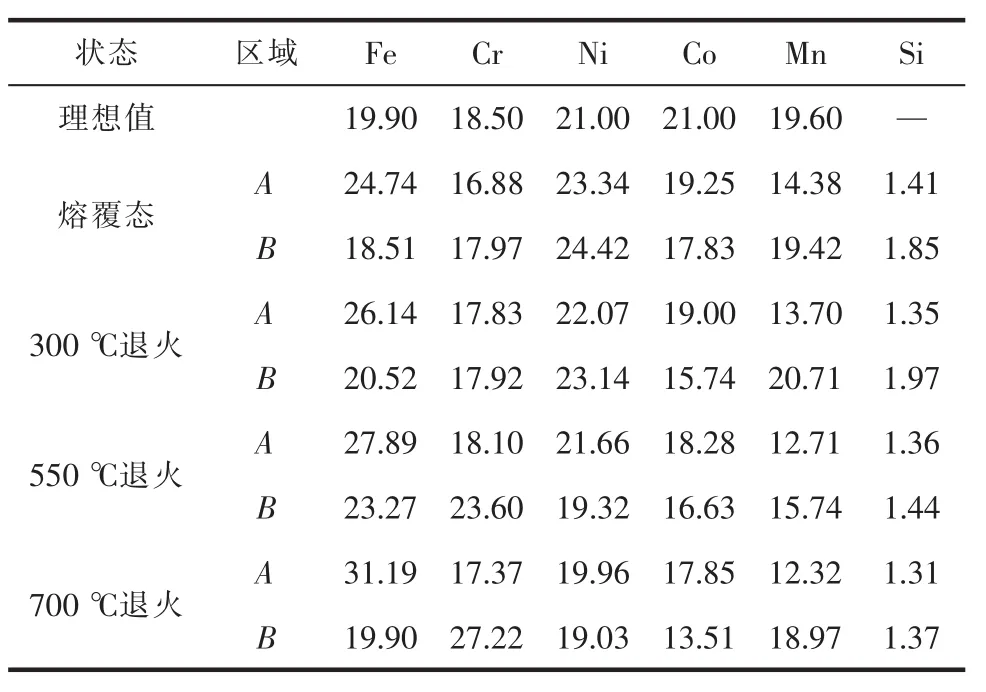
表3 涂层不同区域的EDS分析数据 %
在涂层组织的B区域检测到了Si元素,但从图5所示的XRD相分析可知,并无硅化物的衍射峰存在,所以少量的Si是以固溶体的形式存在于合金中。此外,随着退火温度的升高,涂层组织中的Si含量在A、B区域趋于均匀,而Fe元素有点富集在椭球的晶粒中,Cr元素有点富集在B区域,其余的元素无明显变化。
2.4 涂层硬度
对熔覆态涂层的A(枝晶)区域和B(枝晶间)区域进行了显微硬度测试,测试的压痕见图6,A、B区域的显微硬度分别为352 HV0.05、374 HV0.05,无明显差别。这主要是由于涂层的A、B区域均为FCC固溶体结构,化学组成也无明显变化,所以涂层的硬度无明显差异。
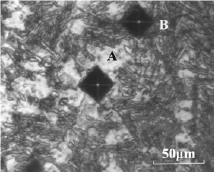
图6 涂层中区域A和B的硬度压痕
图7是FeCrNiCoMn涂层在不同温度退火后的硬度分布曲线。激光熔覆制备的涂层平均硬度为360 HV0.2,这与大部分具有FCC结构的高熵合金的硬度相差不大[5,15]。在低于550℃退火后,涂层的硬度基本都保持不变,表明涂层具有较好的抗高温软化性,这是由于涂层在退火时,高熵效应导致原子扩散和重分配缓慢,使涂层的相、组织不变而引起的。在700℃退火后,虽然涂层的组织形貌发生了变化,但没有形成新的相,A、B区域的化学成分与熔覆态差异不大,并未使涂层的硬度下降。值得注意的是,45钢热影响区(HAZ)处的硬度随退火温度的升高而不断下降,主要原因是45钢退火后的组织发生变化,不具有抗高温软化性能。
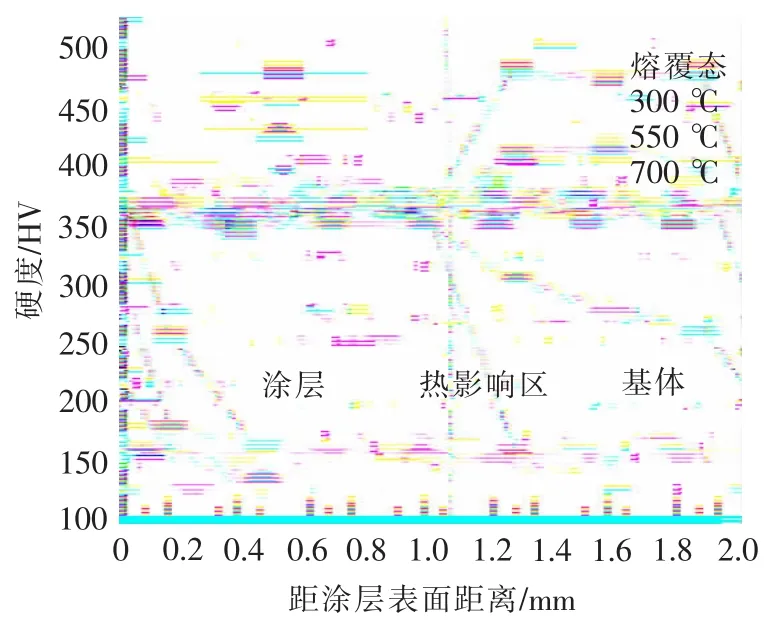
图7 FeCrNiCoMn涂层的硬度分布曲线
3 结论
(1)用气雾化法成功制备了FeCrNiCoMn高熵合金粉末,具有较好的球形度,适合激光熔覆的同轴送粉工艺要求。
(2)采用气雾化法制备的高熵合金粉末,在45钢基体表面激光同轴送粉熔覆制备了FeCrNiCoMn高熵合金涂层。涂层的宏观形貌相对于预置纯金属混合粉末有很大改善,且无裂纹、气孔产生。对气雾化法制备的高熵合金粉末进行激光熔覆,将扩大高熵合金在材料表面改性中的应用。
(3)FeCrNiCoMn涂层由单一的FCC固溶体相构成,组织形貌为椭球的枝晶与枝晶间结构。涂层在550℃退火4 h后,涂层的相、组织均无发生明显变化;涂层在700℃退火4 h后,涂层的相无变化,但组织中的枝晶间区域有长大的现象。
(4)激光熔覆制备的FeCrNiCoMn涂层平均硬度为360 HV0.2。随着退火温度的升高,涂层硬度保持不变,表明FeCrNiCoMn高熵合金涂层具有较好的抗高温软化性能。
[1] Yeh J W,Chen S K,Lin S J,et al.Nanostructured high entropy alloys with multiple principal elements:novel alloys design concepts and outcomes[J].Advanced Engineering Mater,2004,6(5):299-303.
[2] Huang P K,Yeh J W.Effects of nitrogen content on structure and mechanical properties of multi-element (AlCrNbSiTiV)N coating[J].Surface and Coatings Technology,2009,203:1891-1896.
[3] Shun T T,Hung C H,Lee C F.The effects of secondary elemental Mo or Ti addition in Al0.3CoCrFeNi high-entropy alloy on age hardening at 700℃[J].Journal of Alloys and Compounds,2010,495:55-58.
[4] Zhang Hui,Pan Ye,He Yizhu.Effects of annealing on the microstructure and properties of 6FeNiCoCrAlTiSi highentropy alloy coating prepared by laser cladding[J].Thermal Spray Technology,2011,20(5):1049-1055.
[5] Zhang Hui,Pan Ye,He Yizhu.Synthesis and characterization of FeCoNiCrCu high-entropy alloy coating by laser cladding[J].Materials and Design,2011,32:1910-1915.
[6] 张晖,潘冶,何宜柱.激光熔覆FeCoNiCrA1_2Si高熵合金涂层[J].金属学报,2011,47(8):1075-1079.
[7] 马明星,柳沅汛,谷雨,等.激光制备AlxCoCrNiMo高熵合金涂层的研究[J].应用激光,2010,30(6):433-437.
[8] Huang Can,Zhang Yongzhong,Vilar R,et al.Dry sliding wear behavior of laser clad TiVCrAlSi high entropy alloy coatings on Ti-6Al-4V substrate[J].Materials and Design,2012,41:338-343.
[9] Zhao Xinming,Xu Jun,Zhu Xuexin,et al.Characterization of 17-4PH stainless steel powders produced by supersonic gas atomization[J].Minerals,Metallurgy and Materials,2012,19(1):83-88.
[10]赵新明,徐骏,朱学新,等.超音速气雾化制备316L不锈钢粉末的表征[J].北京科技大学学报,2009,31(10):1270-1276.
[11]Liu W H,Wu Y,He J Y,et al.Grain growth and the Hall-Petch relationship in a high-entropy FeCrNiCoMn alloy[J].Scripta Materialia,2013,68(7):526-529.
[12]阳隽觎,周云军,张勇,等.无基元高混合熵合金形成固溶体结构三原则 [J].中国材料科技与设备,2007(5):61-63.
[13]Takeuchi A,Inoue A.Classification of bulk metallic glasses by atomic size difference,heat of mixing and period of constituent elements and its application to characterization of the main alloying element[J].Materials Transactions,2005,46(12):2817-2819.
[14]Zhang Y,Zhou Y J,Lin J P,et al.Solid-solution phase formation rules for multi-component alloys[J].Advanced Engineering Materials,2008,10(6):534-537.
[15]Ren B,Liu Z X,Cai B.Aging behavior of a Cu-Cr2Fe2NiMn high-entropy alloy[J].Materials and Design,2012,33:121-126.
Effects of Annealing on the Microstructure and Properties of FeCrNiCoMn High-Entropy Alloy Coating Prepared by Laser Cladding
Weng Ziqing,Yao Jianhua,Dong Gang,Yang Lijing
(Zhejiang University of Technology,Hangzhou 310014,China)
A FeCrNiCoMn high-entropy alloy powder is fabricated using gas atomization process and this powder is deposited on medium carbon steel substrate by laser cladding.The microstructures of the alloy powder and laser-cladding coating are analyzed using scanning electron microscopy,energy dispersive spectrum and X-Ray diffraction.The hardness of the coating is measured.The resistance to high temperature softening of the coating is also investigated under the annealing treatment performed at 300℃,550℃and 700℃for 4 h.The experimental results show that the alloy powder processed by gas atomization method has better sphericity,and the coating exhibits a microstructure of single face center cubic(FCC)phase,mainly composed of ellipsoidal dendrites and interdendrites.The phase in the microstructure of the coating remains unchanged after the annealing treatments and the morphology has little change below 550℃ annealing treatments but it has obvious change after 700℃ annealing treatment.The hardness of the coating does not change with the annealing treatments.
high-entropy alloy;coating;powder gas atomization;laser cladding;annealing
TG66
A
1009-279X(2014)02-0038-05
2013-10-30
国家国际科技合作专项资助项目 (2011DFR50540);浙江省重大科技专项重点工业项目(2012C11001)
翁子清,男,1989年生,硕士研究生。
猜你喜欢
山东陶瓷(2021年5期)2022-01-17
家庭影院技术(2021年3期)2021-05-21
陶瓷学报(2021年1期)2021-04-13
建材发展导向(2020年15期)2020-11-26
工业催化(2020年5期)2020-06-23
冶金设备(2019年6期)2019-12-25
四川水泥(2019年9期)2019-02-16
制造技术与机床(2018年8期)2018-10-09
中成药(2018年1期)2018-02-02
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01