
影响磷化膜质量的因素分析
2014-01-29 02:13:48刘崇军
电镀与环保 2014年2期
刘崇军
(大连地区军代室,辽宁 大连116033)
0 前言
武器的表面防腐处理大多采用磷化工艺。对磷化膜的要求主要是致密牢固、耐蚀性高。为满足此要求,生产中调整总酸度、游离酸度,以及锰、铁的质量浓度。即使这样,也经常会出现磷化膜达不到要求的现象。
为此,我们针对一些影响磷化膜质量的工艺因素进行了试验与分析,并就我们研究的结果进行简要介绍,且提出我们的看法,供工厂生产和部队维修参考。
1 试验
1.1 马日夫盐的影响
马日夫盐[Mn(H2PO4)2]是形成磷化膜的主盐。采用不同质量浓度的马日夫盐对试件进行磷化处理(溶液温度50℃,磷化时间10min),然后按标准规定的浸泡法对磷化膜进行防腐性能对比试验,结果见表1。
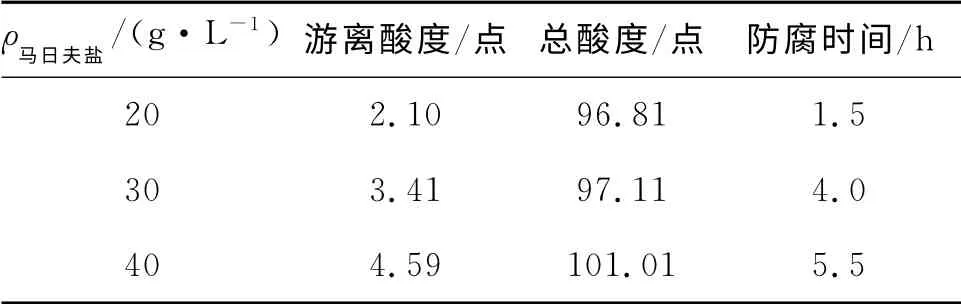
表1 马日夫盐对磷化膜质量的影响
由表1可知:随着马日夫盐的质量浓度的增加,磷化膜的防腐能力相应提高。
1.2 溶液温度的影响
将试件在不同的溶液温度下进行磷化处理(马日夫盐30g/L,磷化时间10min),然后按标准规定的浸泡法对磷化膜进行防腐性能对比试验,结果见表2。

表2 溶液温度对磷化膜质量的影响
由表2可知:随着溶液温度的升高,磷化膜的防腐能力相应提高;但当溶液温度超过50℃后,磷化膜的防腐能力提高不显著。
1.3 磷化时间的影响
采用不同的磷化时间对试件进行磷化处理(马日夫盐30g/L,溶液温度50℃),然后按标准规定的浸泡法对磷化膜进行防腐性能对比试验,结果见表3。
由表3可知:随着磷化时间的延长,磷化膜的防腐能力相应提高;但当磷化时间超过9min后,磷化膜的防腐能力提高不显著。

表3 磷化时间对磷化膜质量的影响
1.4 溶液中硫酸根、氯根的影响
配制含有不同质量浓度的硫酸根、氯根的磷化溶液,并用此溶液对试件进行磷化处理(马日夫盐30g/L,溶液温度50℃,磷化时间10min),然后按标准规定的浸泡法对磷化膜进行防腐性能对比试验,结果见表4和表5。

表4 硫酸根对磷化膜质量的影响
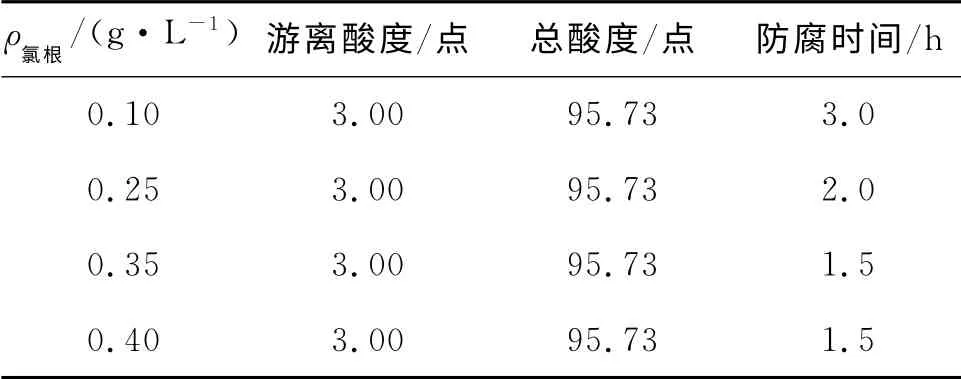
表5 氯根对磷化膜质量的影响
由表4和表5可知:随着溶液中硫酸根、氯根的质量浓度的增加,磷化膜的防腐能力均下降。
1.5 零件表面粗糙度的影响
将试件分为两组,一组在磨床上磨光,另一组按喷砂工艺进行喷砂处理,然后对试件进行磷化处理。此后按标准规定的浸泡法对磷化膜进行防腐性能对比试验,结果见表6。
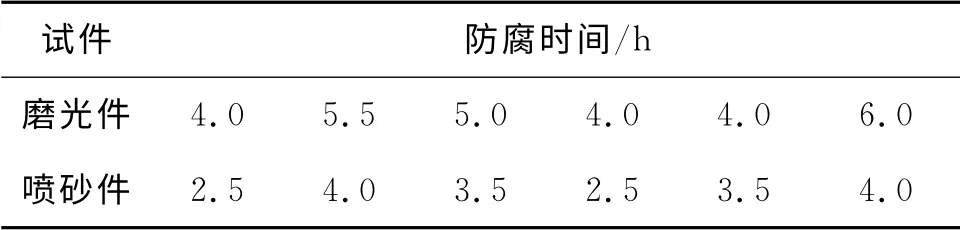
表6 零件表面粗糙度对磷化膜质量的影响
由表6可知:磨光件表面磷化膜的防腐能力明显高于喷砂件的。
2 结论
(1)溶液中马日夫盐的质量浓度高,则生成的磷化膜的防腐能力强。生产中应控制其在工艺规定的上限。由于生产过程中马日夫盐逐渐消耗,因此,要注意根据总酸度及锰的质量浓度来及时添加所必须的马日夫盐。
(2)随着溶液温度的升高和磷化时间的延长,磷化膜的防腐能力均相应提高。但当溶液温度和磷化时间增至一定程度后,磷化膜的防腐能力提高均不显著。
(3)随着溶液中硫酸根、氯根的质量浓度的增加,磷化膜的防腐能力均下降。这可能是溶液中硫酸根、氯根过多时,由其所生成的硫酸盐、氯化物为可溶物质所致。因此,在生产中要注意酸洗件必须中和、洗净后再进入磷化溶液中。
(4)零件表面粗糙度低,生成的磷化膜的防腐能力强。因此,磷化前尽量不采用喷砂来除锈及活化表面。
猜你喜欢
电镀与精饰(2022年10期)2022-10-14 08:37:12
世界有色金属(2021年6期)2021-06-14 08:30:46
煤气与热力(2021年3期)2021-06-09 06:16:26
电镀与环保(2017年6期)2018-01-30 08:33:37
电镀与环保(2017年5期)2017-12-19 12:06:05
电镀与环保(2017年3期)2017-06-23 08:24:51
安徽工程大学学报(2016年2期)2016-07-20 03:52:22
当代化工研究(2016年7期)2016-03-20 16:21:57
汽车维修与保养(2015年7期)2015-04-17 02:12:44
石油化工应用(2014年2期)2014-03-11 17:39:00
