低温甲醇洗副产酸气在变换催化剂硫化中的应用
2014-01-01 02:44:24
天津化工 2014年4期
(天津渤化永利化工股份有限公司,天津300420)
通过对二硫化碳作为硫化剂进行变换催化剂硫化的特点以及低温甲醇洗副产酸气的成份与性质的比较,提出利用低温甲醇洗副产酸气替代二硫化碳作为硫化剂进行变换催化剂硫化的工艺,并在甲醇变换催化剂硫化中成功应用并具有明显优势。
1 变换催化剂介绍
永利化工合成氨甲醇分厂有30万t/a合成氨和50万t/a甲醇两套装置,煤气化工艺采用SHELL气化工艺,粗煤气中CO(干基)含量高达64%(传统和早先引进的气化工艺制得的原料煤气中CO含量最高不超过48%),变换均采用耐硫变换工艺,催化剂均采用钴钼系耐硫变换催化剂,在使用前均需要硫化后方具备使用,其硫化的效果直接影响到催化剂性能。
钴钼系耐硫变换催化剂硫化前有效成份为CoO和MoO3,载体为镁铝方晶石,根据使用位置与温度等的不同,添加碱金属、稀土等添加剂对催化剂的性能进行适当调节;在大型合成氨和甲醇变换装置上广泛应用。钴钼系耐硫变换催化剂硫化技术是变换催化剂应用的关键步骤,合适的硫化技术不仅能发挥催化剂良好的变换活性和活性稳定性,能够延长催化剂的使用寿命,而且还能直接影响变换工序的运行质量。
2 硫化剂
在催化剂的硫化过程中,无论采用何种硫化剂,最基本的硫化剂就是硫化氢(H2S)。因此只要在硫化条件下容易提供硫化氢的物质都可以作为硫化剂。常见的有:高硫煤气、EM(乙硫醇)、NBM(正丁硫醇)、DMDS(二甲基二硫化物)、DMS(二甲基硫化物)、CS2(二硫化碳)、COS(硫氧化碳)、TNPS(二叔壬基多硫化物);目前工业应用中一般选择CS2(二硫化碳)为硫化剂。
3 硫化工艺
钴钼系耐硫变换催化剂硫化工艺按工艺流程分为一次通过法和气体循环法,在单炉催化剂硫化时一般采用气体循环法,在双炉或多炉同时硫化一般选用一次通过法;同时在多炉串联变换工艺的硫化中,一般选用一次通过法。钴钼系耐硫变换催化剂硫化工艺按硫化剂种类分为高硫煤气流化法、有机硫加氢流化法,比如二硫化碳加氢流化法就是机硫加氢流化法的一种。钴钼系耐硫变换催化剂硫化工艺采用那种硫化工艺其载气均选用低压氮气。
目前因高硫煤气流化法需要前工序提供高硫煤气成本高,且在硫化过程中因煤气中CO含量高同时反复发生硫化和变换反应,影响催化剂硫化后的使用性能,在工业应用中逐步被淘汰;目前工业上基本采用二硫化碳加氢流化法,即二硫化碳硫化工艺,然后再根据具体情况选择一次通过法或气体循环法。
4 低温甲醇洗副产酸气硫化法
4.1 低温甲醇洗副产酸气硫化法的提出
合成氨甲醇分厂有合成氨甲醇两套装置,煤气净化均为低温甲醇洗工艺,低温甲醇洗副产酸气是富含硫化氢的混合气体,主要成份为H2S、CO2、N2、COS以及少量的CO,根据硫化反应方程式可知,硫化反应的有效成份是H2S,同时COS也可作为硫化反应的硫的来源,CO2和N2对于硫化反应来讲是惰性组分,CO含量很少对硫化反应影响较小,在硫化过程中可以不计;所以低温甲醇洗副产酸气可以作为钴钼系耐硫变换催化剂的硫化剂,从而首次提出采用低温甲醇洗副产酸气作为硫化剂的钴钼系耐硫变换催化剂流化工艺。低温甲醇洗副产酸气成份为:H2(0.39%),N2(22.40%),CO(1.65%),Ar(0.00%),CH4(0.00%),CO2(46.16%),H2S(22.32%),COS(6.05%),CH3OH(0.56%),H2O(0.00%),HCN(0.47%)。
4.2 低温甲醇洗副产酸气流化工艺
低温甲醇洗副产酸气流化工艺(简称酸气硫化工艺)是采用低温甲醇洗副产酸气作为硫化剂,配以适量的H2,在氮气作为载气的情况下对钴钼系耐硫变换催化剂进行硫化的一种工艺,此工艺又可根据具体变换工艺流程分为并联一次放空法和并联气体循环法、串联一次放空法和串联气体循环法以及并联串联混合一次放空法和并联串联气体循环法,单炉硫化按照串联或并联的一种特殊形式对待;具体的硫化工艺根据现场以及变换工艺流程特点进行选择。以下就以QDB型催化剂硫化,串联一次放空法为例进行简要叙述。催化剂升温前的准备工作:
催化剂装填完毕,并气密合格;氮气系统置换合格,各导淋取样分析O2≤0.1%;准备好低温甲醇洗副产酸气;准备好氢气和低压氮气(氮气量8000~12000Nm3/h)。
每吨QDB型催化剂理论消耗30标方H2S,一次放空法实际消耗约60标方H2S。(折合低温甲醇洗副产酸气分别为135 Nm3和270 Nm3)。
催化剂的升温:
严格按升温曲线,采用纯氮气对催化剂床层进行升温,氮气流量8000~12000Nm3/h,控制氮气的升温速率不超过50℃/h。
当催化剂进行自然恒温时,排水必须完全,注意勤排各导淋;恒温排水期间,控制床层上下相邻两点温差不超过100℃。
催化剂的硫化:
当变换炉层温度大于180℃,最低点大于130℃,同时排水结束后;配入氢气继续对催化剂床层进行升温,氢气的配入量使变换炉入口H2质量分数达到2%~3%。
当催化剂升温至230℃时,床层最低点温度不低于180℃,开始添加酸脱气对催化剂进行硫化,观察床层温升变化情况,刚开始酸脱气的补入量为60~80Nm3/h,使变换炉入口H2S质量分数达到0.1%~0.2%;随着酸脱气的配入床层温度也随之缓慢提高。
当床层温度稳定后,逐步缓慢提高酸脱气加入量至200~240Nm3/h,使变换炉入口H2S达到0.4%~0.6%,同时适当补入H2,保持入口H2含量在2%~3%,控制床层温度在260~300℃,对催化剂进行硫化;同时要定时分析床层出口H2S和H2质量分数(每0.5h分析一次,维持床层入口H2在2%~3%)。
保证在较低的床层温度(小于300℃)的条件下,使H2S穿透催化剂床层。H2S穿透的标志是连续两次分析变换炉出口H2S质量分数超过1000×10-4%。
当H2S穿透床层后,开始以20~30℃/h的速率提高入口温度使床层温度达到340~380℃,进入硫化主期;硫化主期酸脱气的配入量以控制变换炉出口H2S质量分数0.6%~1.0%。

表1 硫化工艺比较分析

表2 甲醇变换硫化主要成本比较分析表 单价:元
硫化末期,维持催化剂的温度在380~400℃进行高温硫化4~6h,连续续三次分析变换炉进出口H2S浓度基本一致(每两次分析的间隔时间要大于10min),则认为催化剂硫化结束。
5 在永利化工的应用
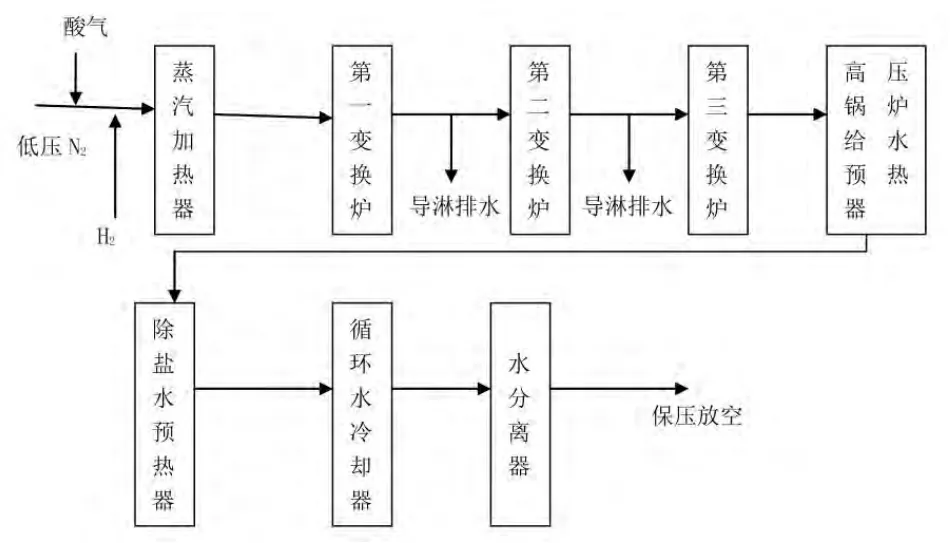
图1 甲醇变换酸气硫化工艺流程简图
2013年8 月永利化工甲醇变换一变和二变进行节能改造,将原高汽气比耐硫变换钴钼系催化剂更换为低汽气比耐硫变换钴钼系催化剂,酸气硫化工艺首次在工业上应用。
根据永利化工实际情况,选用合成氨低温甲醇洗酸气加氢气作为硫化剂,采用酸气硫化工艺中的串联一次放空法进行硫化;工艺流程简图见图1。
此工艺流程的优点在于一次可以同时对甲醇变换系统进行整体升温,降低导气时温度变换对设备的影响,减少因温差引起的泄漏,同时利用一变升温余热给二变升温、二变余热给三变升温,同时对整体热量通过高压锅炉给水预热器和除盐水预热器对升温余热和硫化反应热进行回收;在硫化的同时就可实现对后系统升温,缩短导气准备时间;同时因采用了低压的低温甲醇洗副产酸气(0.25MPa),有效降低了泄漏风险,提高了硫化过程的安全性;与传统二硫化碳硫化工艺相比H2浓度低很多,H2用量明显降低,同时在硫化过程中无裂解反应,H2S浓度易于控制,硫化期间催化剂床层温度平稳,有利于催化剂平稳硫化,缩短硫化时间,为延长催化剂使用寿命奠定了基础保障。
总体而言:酸气硫化工艺安全性较好,有利于平稳催化剂,有利于延长催化剂使用寿命,具有明显成本优势。具体比较分析见表1和表2。
总之,永利化工首次提出使用低温甲醇洗副产酸气作为硫化剂的酸气硫化工艺,并首次在甲醇变换催化剂硫化中成功应用,与传统的二硫化碳硫化工艺相比具有明显的安全、成本优势,同时硫化时H2S浓度和催化剂床层温度易于控制,有利于更好发挥催化剂性能,酸气硫化工艺必将成为永利化工变换催化剂硫化的首选工艺,同时也为国内外同行提供可靠的经验借鉴。
猜你喜欢
天津大学学报(自然科学与工程技术版)(2024年3期)2024-01-20 15:16:40
新疆大学学报(自然科学版)(中英文)(2022年5期)2022-12-07 14:01:56
黄金(2021年4期)2021-09-10 07:22:44
纺织科学研究(2021年6期)2021-07-15 08:41:40
四川化工(2020年2期)2020-05-20 10:46:42
兵工学报(2019年6期)2019-08-06 01:06:46
山东工业技术(2018年15期)2018-09-26 10:05:20
化工设计通讯(2017年7期)2017-07-07 00:45:19
科技创新与应用(2017年4期)2017-03-27 15:22:04
化学与生物工程(2016年12期)2017-01-03 06:19:48