水煤浆加压气化技术的发展途径探讨
2013-12-23 05:52刘孝弟顾学颖
化工设计通讯 2013年1期
刘孝弟,张 勇,顾学颖
[1.北京航天动力研究所,北京 100076;2.山西阳煤丰喜肥业(集团)临猗分公司,山西临猗 044100;3.清华大学,北京 100084]
水煤浆加压气化技术是由美国GE 公司(原美国TEXCO 公司)在渣油加压气化工艺基础上开发的洁净煤气化技术,也是我国引进并运行的第一种运行压力超过4.0MPa的煤气化技术,首先应用于上海焦化、山东鲁南、陕西渭河等工程项目。多年来经过国内技术人员的共同努力,对该项技术不断消化吸收,并针对国内的煤种特性及应用特点,使水煤浆加压气化技术取得了长足的发展,展现了广阔的应用前景。
1 水煤浆加压气化技术的不足
美国GE公司水煤浆加压气化技术的原始设计中,在加压气化部分的基本配置如下[1]。
(1)立式带耐火砖的气化炉(图1)。
(2)顶置单台三通道的气化工艺烧嘴,内通道供应中心氧气,中通道供应水煤浆,外通道供应外氧气,烧嘴的冷却采用了冷却盘管结构。
(3)开车时利用抽引器使气化炉形成负压,在工艺烧嘴的位置安装预热点火烧嘴,利用高品质的轻质燃料(柴油、液化气、弛放气等),对气化炉进行预热(预热期间,所有燃烧气体排放)。当炉膛温度达到1 000℃以上时,更换工艺烧嘴,利用耐火砖的蓄热能力,将水煤浆与氧气的混合物点燃。同时关闭抽引器,使炉膛逐渐建压。
(4)为了稳定生产,需要设置热备用气化炉,热备用气化炉需要不间断供应轻质燃料,以保证气化炉膛保持一定的温度,从而利于耐火砖的热变形及缩短气化炉的启动时间。
运行中,水煤浆气化工艺暴露出以下问题。
(1)比起粉煤气化工艺(SHELL、GSP、HT-L)的水冷壁结构,耐火砖需要定期更换,增加了运行费用。同时由于耐火砖,不但需要热备用情况下的启动条件,而且要限制气化温度,是高灰熔点煤种处理不可逾越的障碍。
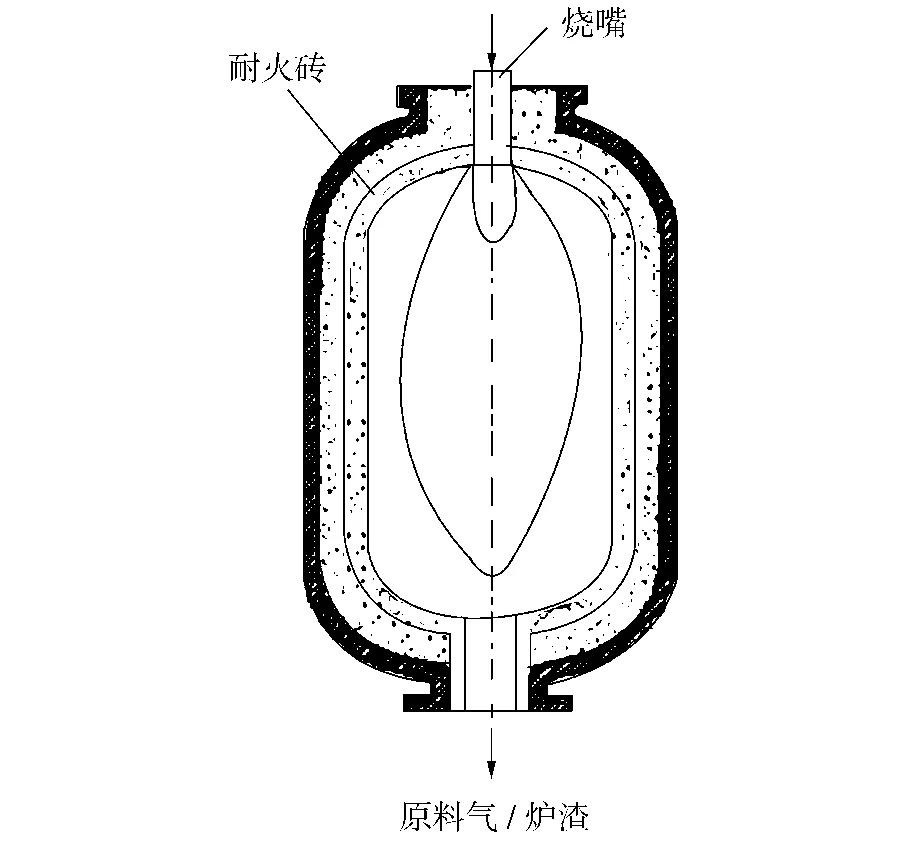
图1 带耐火砖的水煤浆加压气化炉
(2)由于使用了含固体颗粒的液体燃料,三通道烧嘴的中喷头物理磨损非常严重,加上外喷头的化学侵蚀以及冷却水盘管的结构不尽合理,导致烧嘴的使用寿命不太长,一般情况下,使用30~50d就必须更换。加大了维护和使用成本,而且使热备用炉成为不可缺少的补充手段。
(3)开车时的预热及热备用炉所需的轻质燃料,加大了运行成本,浪费了能源。同时,在热状态下更换烧嘴,也存在安全隐患。
鉴于以上问题,广大科研人员进行了长期的探索,实施了一系列改进,使水煤浆加压气化工艺技术在实际生产中焕发了越来越强大的生命力,在煤的洁净利用领域内占领了一席之地。
2 水煤浆技术的改进
2.1 煤基多元料浆气化技术[2]
多元料浆气化技术的核心改进点是在水煤浆的制浆工艺中,加入其他有利于水煤浆流动,改善煤的气化性能,并且增加气化后对有效气体成分有用的添加剂:石油焦、沥青、油、煤液化残渣、化工废液、废水等。据报道,在长距离输送、改善气化条件、增加有效气体成分等方面具有一定的成效。
但从根本上来说,煤基多元料浆气化技术基本上没有脱离GE水煤浆加压气化技术的总体模式,从流程和设备结构及布置上没有原则性的改动,只是从原料的组成上进行了改进。从运行结果和废物利用等方面来说,水煤浆气化工艺还是有很多改进之处。
2.2 多喷嘴对置式水煤浆气化技术[3]
多喷嘴对置式水煤浆气化技术是华东理工大学与国家煤气化工程技术中心共同开发的技术。其根本点在于改进了GE水煤浆加压气化技术的供料方式,采用多喷嘴的对置式布局。对置形式的喷嘴,强化了水煤浆的雾化效果,改善了气化炉内的温度场、速度场等,改善了气化条件(见图2),据报道,合成气的有效气体成分有所提高。该技术在国内已经占领了一定的市场,2008年该技术返过去出口到了美国市场,与美国Valero能源公司签订了用于石油焦气化制氢项目的气化装置合同。
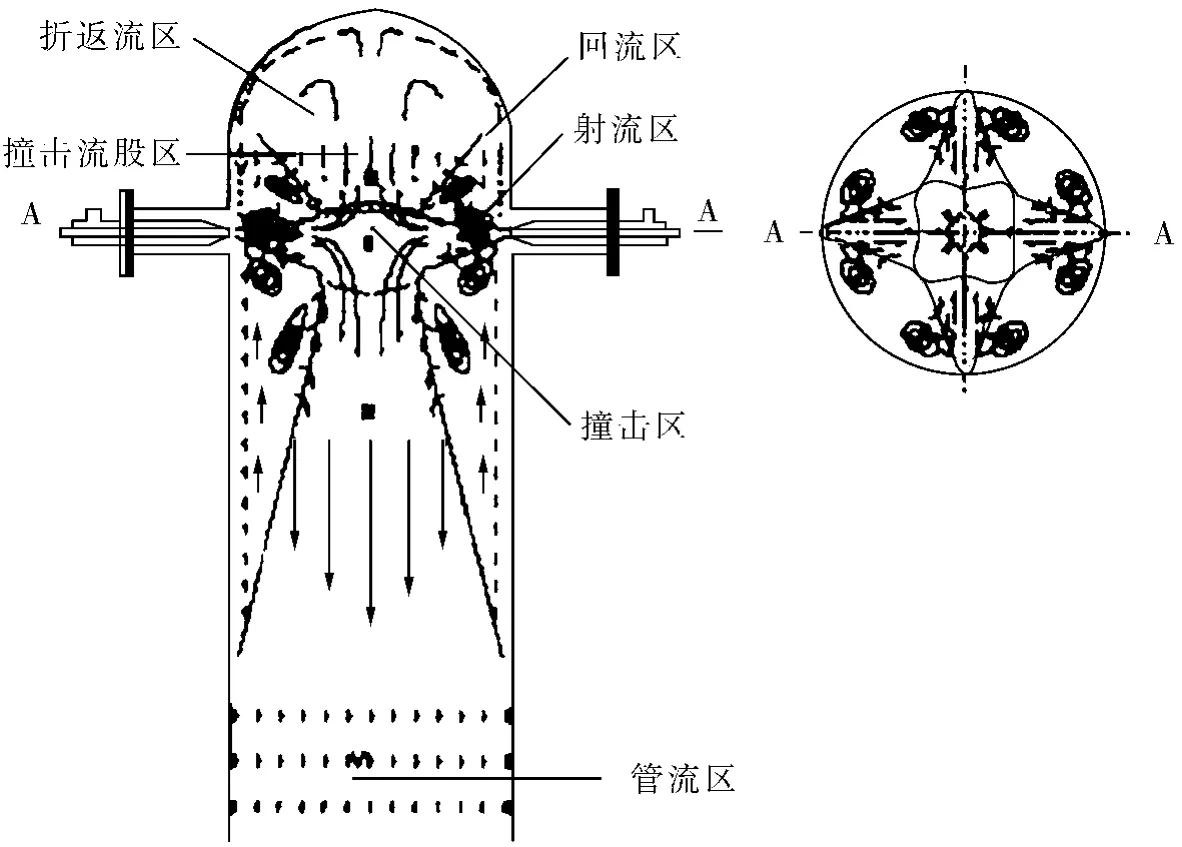
图2 四喷嘴对置式水煤浆加压气化炉
2.3 熔渣-非熔渣水煤浆气化技术(分级气化)[4]
该技术由清华大学与山西丰喜肥业(集团)共同开发,其主要原理是将GE水煤浆加压气化技术的顶置单烧嘴改成为顶置主烧嘴加二次补氧烧嘴。利用二次补氧烧嘴,一方面可以降低顶置主烧嘴对水煤浆雾化的苛刻条件,降低主烧嘴内水煤浆的流速(减缓物理磨蚀),提高主烧嘴的使用寿命(连续使用可达100d以上);另一方面,由于有二次氧气,主烧嘴出口处的氧气浓度下降,该区域内的气体温度也会下降(理论计算可降低200℃左右),这样就会导致主烧嘴外表面化学侵蚀的因素有所减缓,这也是提高工艺烧嘴使用寿命的有效措施之一。具体情况见图3,图4。
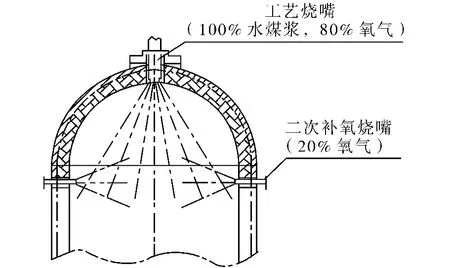
图3 分级气化水煤浆气化炉
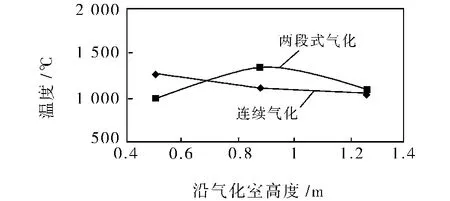
图4 分级气化炉膛内温度分布
以上各种措施,均得到了用户的认可,也都有装置在线运行,形成了多彩的市场格局(表1)。
2.4 水煤浆气化工艺烧嘴的延寿措施
以上介绍的几种技术,要么从原料的配备方面改进,要么从工艺路线上改进,均没有工艺烧嘴的延寿措施。实际上,提高工艺烧嘴的寿命,对于水煤浆气化工艺的技术竞争力具有非常重要的现实意义。
文献[4,5]中详细介绍了如何利用航天产品表面处理工艺技术,对工艺烧嘴的零件进行表面处理,提高中喷头耐物理磨蚀、外喷头耐化学侵蚀的方法,可以将工艺烧嘴的连续使用寿命提高到150d以上(图5),这些技术已在上海焦化、陕西渭河、华鲁恒升等多家单位成功使用,对于降低气化炉运行和维护费用起到了重要作用,为提高水煤浆工艺的长周期运行提供了保证条件。
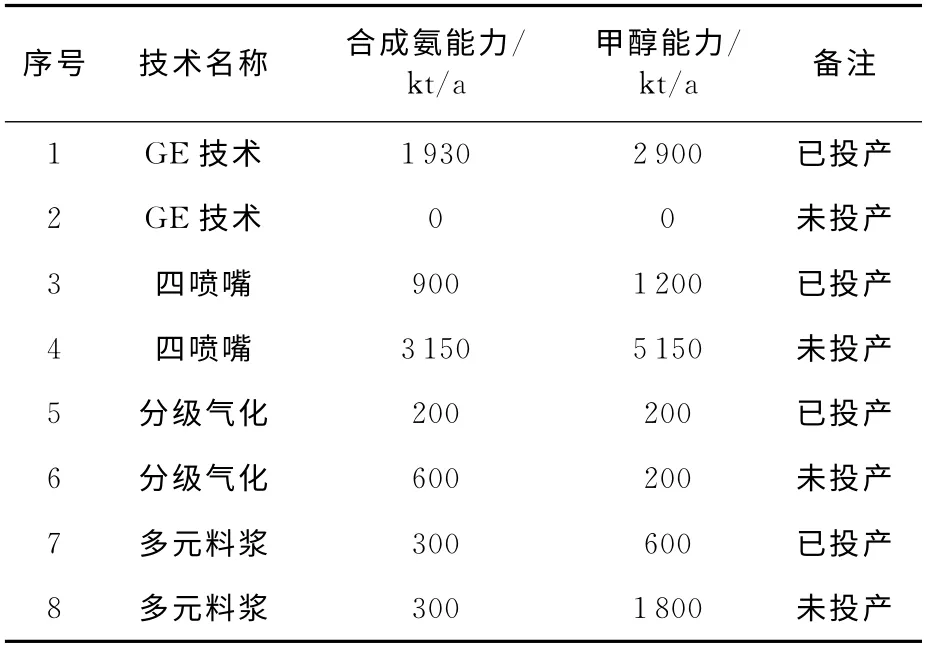
表1 水煤浆加压气化应用装置情况

图5a 改进前烧嘴使用一个周期后
图5b 表面处理后烧嘴使用一个周期后
2.5 带水冷壁的水煤浆气化炉的技术突破[6,7]
众所周知,水煤浆加压气化炉从一开始就设计成带有耐火砖内衬的形式(图1)。这是由于水煤浆与氧气混合物的点火必须要耐火砖的蓄热才能完成。造成的最大问题有以下。
(1)由于需要耐火砖蓄热,因此在气化炉开车时,必须用轻质燃料加热,而且需要抽引器使炉膛建立负压,所有加热期间的燃烧气体必须排空,造成较大的浪费。同时,耐火砖在使用过程中会逐渐损坏,因此,要定期更换,一要停炉耽误生产,二要产生不小的费用。
(2)由于耐火砖耐高温极限的限制,气化炉的运行温度一般不能高于1 100℃,因此,对于处理高灰熔点的煤种就显得无能为力,这就造成了水煤浆气化工艺只能使用较低灰熔点煤种的局面。
山西丰喜肥业(集团)临猗分公司,首先提出了利用水煤浆工艺处理高灰熔点煤种的问题,经和清华大学商议,试图采取水冷壁式的气化炉用于水煤浆的气化。存在的问题是,由于是水冷壁,无法实现蓄热功能,即需要冷炉点火。如何实现水煤浆的点火就成了该方案能否实现的最重要因素,该课题的重点就集中在此。
北京航天动力研究所具有多年从事气化炉工艺烧嘴的研制经验,该项任务就落在了我们的肩上。为此,我们进行了大量的研究工作,设计出“带点火功能的水煤浆工艺烧嘴”,同时申报了国家发明专利[8]。该烧嘴设计中考虑了以下因素:①足够的能量点燃水煤浆与氧气的混合物;②点火燃气的供应与切断;③点火能量的提供;④点火装置的热保护,即实现多次点火的需求;⑤点火装置的安装与工艺烧嘴性能的匹配;⑥烧嘴冷却结构的改进,摒弃一贯采用的盘管形式,采用水冷夹套,提高工作可靠性。
2011年8月22日,国际首套带水冷壁的水煤浆加压气化炉在山西丰喜肥业(集团)临猗分公司一次点火成功,首次连续运行时间达到了140d,带点火功能的水煤浆工艺烧嘴始终保持了稳定的工作性能,在业内产生了较大的影响。水煤浆气化炉从此不再需要大量的轻质燃料预热,而且点火过程不再需要抽引器建立负压,气化炉的升温和建压同步进行,点火阶段的燃烧气体直接可以利用,避免了不必要的浪费。同时,工艺烧嘴兼顾了点火的功能,不需要热状态下替换烧嘴,避免了安全隐患。水冷壁水煤浆气化炉的运行成功,可能会将水煤浆气化工艺带入一个新的发展阶段。主要表现在以下几个方面。
(1)该气化炉不再为耐火砖的更换不断地投入资金。
(2)可以提高气化炉的运行温度,使煤种的适应性得到进一步的放宽。
(3)气化炉不再需要预热过程,即实现冷炉直接点火,大大缩短启动过程,直接可以升温升压,节省费用。
到目前为止,该气化炉已累计运行了279d。2012年9月3 日,中国石油和化学工业联合会组织了国内有关专家对此工程项目进行鉴定。鉴定结论为:“……气化炉水冷壁采用垂直悬挂膜式壁结构,……特殊设计的工艺组合烧嘴,使气化炉启动速度快,节省了开车成本……煤种适应性较好……总体技术水平处于国际领先水平,……建议加快大型化的开发及推广应用”。
水冷壁结构水煤浆气化炉工艺,由于以上所述的性能优势,很快得到了业内的认可。目前,该工程项目由北京盈德清大科技有限责任公司全力推广,用户情况见表2。
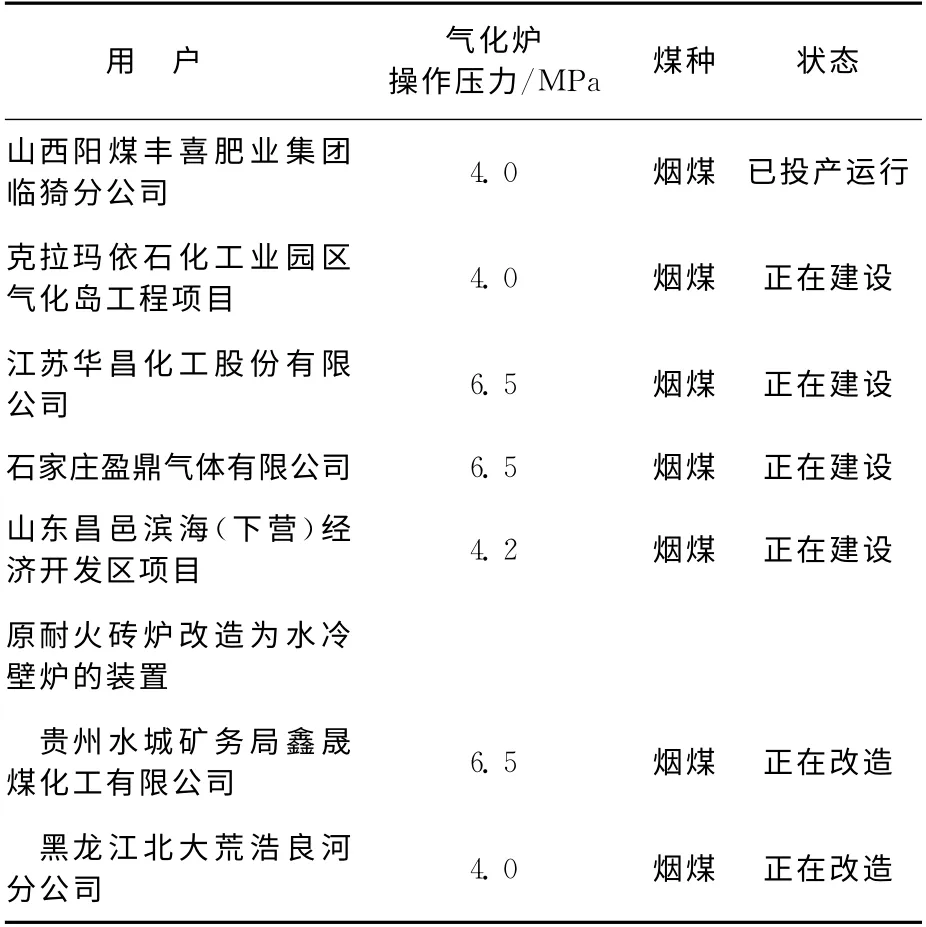
表2 水冷壁水煤浆加压气化炉装置用户情况
可以预见,水冷壁结构的水煤浆气化炉工艺在未来的煤洁净气化市场中将占一席之地。
3 其他技术改进途径的思考
3.1 工艺烧嘴材料的优化
提高工艺烧嘴连续使用寿命的最直接方法是,利用新兴的材料技术发展成果,选用适合水煤浆气化工况的喷头材料,加工喷头零件,从而使整个工艺烧嘴达到长周期的运行条件。据有关报道,兖矿鲁南化肥厂已经进行了利用高温陶瓷材料作为喷头镶嵌内衬的试验,达到了不错的效果。
3.2 喷头零件的表面处理
对工艺烧嘴的中喷头进行耐物理磨蚀表面处理,对外喷头进行抗高温化学侵蚀处理。北京航天动力研究所借鉴航天产品的表面处理工艺进行了有效的尝试,已经取得了可喜的进展,进一步的研究试验工作正在进行中。
3.3 喷头结构的改进
对中喷头物理磨蚀机理的研究结果表明,优化中喷头的型面,改善固体颗粒的冲击角度,会进一步提升中喷头的工作寿命[5]。关于工艺烧嘴的冷却结构,北京航天动力研究所已经利用夹套式结构替换了盘管式结构,取得了一定的进展。
3.4 工艺条件的优化
熔渣-非熔渣气化工艺中,利用二次补氧,减缓了中喷头的物理磨蚀和外喷头的化学侵蚀,对工艺烧嘴工作寿命的提高起到了一定的作用。如何进一步优化工艺条件,降低对工艺烧嘴雾化水煤浆性能的要求,也是一个值得考虑的方向。
4 结 语
在广大技术人员的共同努力下,水煤浆加压气化技术不断焕发出新的生命力,取得了一个又一个进步。由于可以实现泵送,气化炉操作压力高、操作简单,煤种有一定的适应能力,可以相信,该技术的应用市场还将有进一步的扩展。
[1]陕西省渭河化肥厂.《渭化科技》-美国德士古气化装置译文专辑,2000年增刊.
[2]张晓慧.多元料浆气化装置的设备布置及工艺配管设计[J].化肥设计,2009,48 (1):35~37.
[3]朱敏,孙永奎,马廷卫,等.多喷嘴对置式水煤浆气化装置优化与改进 [J].化工设计通讯,2011,37 (4):65~69.
[4]刘孝弟,尹润生.改进水煤浆气化工艺装置的一些思考[J].大氮肥,2009,32 (4):222~227.
[5]刘孝弟,王岳,李兵科.水煤浆气化炉工艺烧嘴有关问题的探讨 [J].化肥工业,2009,36 (2):20~23.
[6]王中刚,韩喜民.水煤浆水冷壁气化炉建设及运行总结[G].2011年全国氮肥、甲醇行业技术经验交流会资料汇编,90~95.
[7]刘孝弟,张勇,王岳,等.带点火功能的水煤浆烧嘴及应用 [J].化工设计通讯,2011,37 (6):15~18,22.
[8]王岳,刘孝弟,宋晓峰,等.自带点火装置的水煤浆加压气化工艺烧嘴装置:中国,ZL200920219759.3 [P].
猜你喜欢
水泥技术(2022年5期)2022-09-28
煤化工(2022年2期)2022-05-06
中国特种设备安全(2021年7期)2022-01-19
中氮肥(2021年2期)2021-12-25
机械设计与制造(2020年11期)2020-11-23
港口装卸(2020年5期)2020-11-03
化肥设计(2018年4期)2018-09-06
电力勘测设计(2017年2期)2017-05-05
化工管理(2016年4期)2016-09-12
天津科技大学学报(2016年1期)2016-02-28