
基于PLC 和伺服控制的细绳卷绕成型机
2013-12-23 04:08吴明琪周武能张志杰孙培德
江汉大学学报(自然科学版) 2013年2期
吴明琪,周武能,张志杰,孙培德
(东华大学 信息科学与技术学院,上海 201620)
0 引言
细绳卷绕成型机在制绳行业中应用十分广泛,是在生产线的主流程中处于最下游的主体设备。目前,国内制绳行业的卷绕机还处于半自动化状态,设备陈旧,采用传统的电气控制方式,电气控制的任务基本都由继电器控制系统完成[1]。由于该系统具有结构简单、价格低廉、抗干扰能力强等优点,应用较为广泛,至今仍在许多简单机械设备中应用。但是该系统采用固定的硬接线方式来完成各种控制逻辑,灵活性差,拓展性不强。另外机械式的触点工作频率低、易损坏、可靠性不高、寿命低,经常需要维修。综上所述,当前制绳企业一方面需要克服传统电气控制方式带来的缺点,提高企业的生产效率和自动化程度;另一方面,自动化程度的提高可以减缓人力资源成本带来的压力,保存企业的优势,寻求生存和发展的空间。
随着大规模集成电路和微处理器的发展和应用,可编程逻辑控制器(PLC)以软件手段来完成各种控制功能,克服了传统电气控制系统的诸多缺点,作为工业现代化的技术支柱之一,在工业自动化控制领域占有十分重要的地位。PLC 把计算机的功能完备、通用性和灵活性好等优点和继电器控制系统的操作方便、简单易懂、价格低廉等优点结合起来,是一种适应于工业环境的通用控制装置[2]。电机是本系统一个重要的执行部件,三相交流异步电机已无法满足本设计对精确位置控制和高转速的需求,而伺服控制技术以其精确的检测装置,速度和位置双闭环控制,高性能的伺服电动机与宽调速范围的速度调节等优点可满足当前复杂控制的需求。
1 细绳卷绕成型机装置的基本设计
细绳卷绕成型机自动控制系统的基本设计思想:卷绕头由原来的直接电机启停控制改为伺服电机控制;成型部分由原来的手动控制改为步进电机控制;整机在PLC 的控制下自动完成一筒细绳卷绕成型的全过程。细绳卷绕成型机的3D 结构如图1 所示。
该设备的主要工作流程如下:由自动进筒生头装置将空筒置于卷绕位置,并将需卷绕绳线牵引至初始位置;卷绕头总控装置按照一定的卷绕方案启动卷绕头的伺服电机进行卷绕;同时按照同一卷绕方案,总控装置通过步进电机控制卷筒的卷绕位置,以形成所需的卷绕成型;完成规定长度(或形状)的卷绕后,总控装置控制切断装置切断绳线,并启动卸筒装置将卷绕成型的成品卷筒卸下(也可用人工卸筒)。
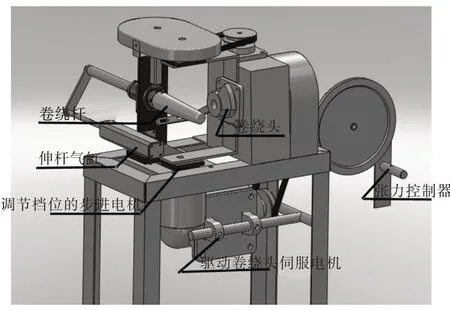
图1 细绳卷绕成型机
如图1 所示,卷绕杆和卷绕头通过皮带、皮带轮、齿轮等一系列传动机构连接,它们使用的是同一个动力源,即伺服电机。卷绕杆和卷绕头的旋转通过这些齿轮相互影响,这种影响需要基于实际的工程经验进行调试,保证成品绳团漂亮美观、不易松垮。在保证卷绕头具有较高转速的同时,需要对其停止的区域进行限定以使得在卸筒时不与卷绕杆碰撞,避免发生机械和电气故障。因为在卸筒时卷绕杆附加的伸缩机构(气动机构)会动作,伸出卷绕杆,通过旁边的卸筒装置完成卸筒。为了卸筒方便,卷绕杆与卷绕头旋转的轴之间会成直角,如果卷绕头停止的位置在上半周,线头也在上半周,这样会对下个卷绳周期产生影响;如果卷绕头停在水平位置,则卸筒时会与卷绕杆发生碰撞,所以卷绕头最好停在正下方的位置,这里就需要伺服电机的位置控制。
另外,不同的线材需要绕出不同的形状,可以在触摸屏中选择不同的线材,触摸屏会与PLC进行通信,将所需绕绳的参数传递到PLC 中。图1 中调节档位的步进电机需要和驱动卷绕头和卷绕杆的伺服电机通过PLC 的控制相互配合,完成不同线材的不同卷绕方法,保证了卷绕成的绳团美观不易松垮。
2 三相交流永磁同步电动机伺服系统
2.1 三相交流永磁同步伺服系统的工作原理与组成
将PLC 发出的指令脉冲和编码器检测带的位置反馈脉冲送入伺服控制器进行比较,确定偏差,得到校正信号作为速度控制器ASR 的给定,再经过电流调节和功率放大,使得伺服电机和卷绕头向着偏差减小的方向旋转。因为位置指令是一个经常变化的随机变量,需要输出准确跟踪给定的变化,所以位置随动系统的主要性能指标由输出相应的快速性、灵活性、准确性决定。采用位置环、速度环、电流环构成的三闭环控制系统可以满足以上指标。交流永磁同步电动机伺服系统的三闭环位置控制的组成框图如图2 所示。
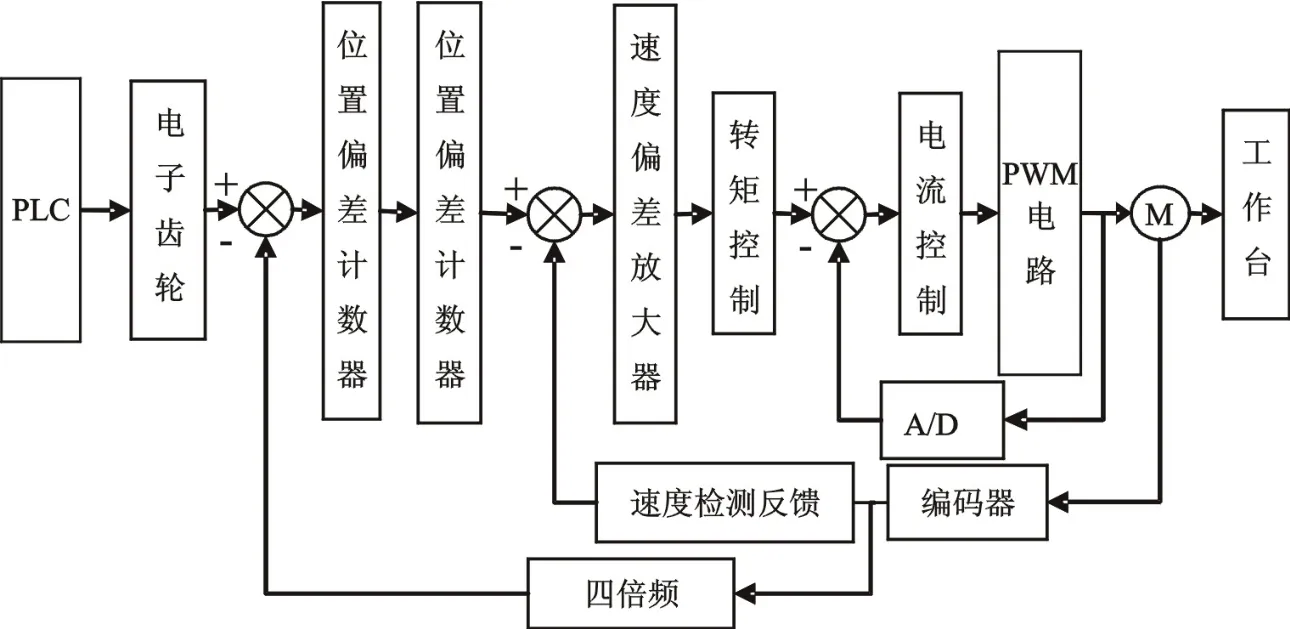
图2 三闭环位置控制伺服系统
2.1.1 速度和位置传感器 为检测电动机的实际运行速度,通常在电动机轴的非负载端安装速度检测传感器,在伺服系统里该部件一般为光电编码器。对于永磁同步伺服电动机来说,还必须有转子永磁体的磁极位置检测器检测出磁极位置,从而实现电枢电流的正交控制。实际上,检测电机的转子旋转速度、磁极位置和系统的定位控制都可用光电编码器来完成。
2.1.2 功率逆变器和PWM 生成电路 功率逆变器主要由整流器和逆变器两部分组成。整流器将输入的三相交流电整流成直流电,经过电容器滤波平滑后提供给逆变器作为直流输入电压,在PWM 控制信号的驱动下,逆变器将输入的直流电变成电压和频率可调的交流电,输入到伺服电动机的电枢绕组中。PWM 回路以一定的频率产生触发功率器件的控制信号,使功率逆变器的输出频率和电压保持协调关系,并使流入电枢绕组中的交流电流保持良好的正弦性。
2.1.3 速度控制器和电流控制器 速度控制器一般是PI 调节的,它的输出是直流电流量,它的作用主要是稳定控制速度,不产生振荡。在进行位置控制时,速度环需要具备快速响应的能力,并能在稳态时具有很硬的转矩特性,从而抑制各种扰动。
电流控制器是三闭环位置控制系统的最内环,它使得电枢绕组中的电流在幅值和相位上都能得到有效的控制,通常也采用PI 调节,具备快速响应的能力,以应对电流瞬时跟踪控制的要求,它的电流环增益不能在PLC 里调节,是随着伺服控制器的型号而定的[3]。
2.2 三相交流永磁同步伺服系统的应用
PLC 发出的脉冲信号需要和伺服电机光学编码器反馈的脉冲信号共同送入伺服控制器,均需要通过电子齿轮变换才能进行偏差的设计。电子齿轮是一个分频器,可以根据需要搭配分倍频值。PLC 在进行控制时,可以不顾及机械的减速比和编码器的脉冲数,其计算与应用也十分简单。以本设计为例,1 圈旋转角为360°,机械结构的传动减速比为3∶1,编码器反馈脉冲为2500P/R,1 指令单位定为0.1°,则旋转一周需要360/0.1=3600 个指令,按照电子齿轮比的计算公式B/A=(编码器脉冲数×4/负载轴旋转1 圈的指令量)×减速比=(2500×4/3600)×3=25/3。
在细绳卷绕成型机卷绕头的位置控制系统中,使用信捷DS2-20P7 伺服电机及驱动器,通过对PLC 的高速脉冲输出Y000 进行编程,实现PLC每输出3600 个脉冲,伺服电机旋转一周,驱动卷绕头旋转一周。Y000 的高速脉冲作为伺服驱动器的位置指令,脉冲的数量决定了卷绕头的旋转位移,脉冲的频率决定了伺服电机旋转的速度,即卷绕头的旋转速度。
3 细绳卷绕成型机控制系统的软硬件设计
3.1 系统硬件设计
本控制方案采用PLC 作为主控制单元,协调设备中各个部分的运行,实现细绳卷绕成型机的自动控制。
PLC 控制系统提供了许多专业化运动控制功能块,如电子齿轮、电子凸轮、转矩控制、触发定位、鼓序列发生器、CNC 等,可以满足各种控制需求,实现同步控制功能。即使对于远距离的电机,PLC 控制系统也可以通过工业总线网络通信方式实现和远距离的电机同步调速,大大减少布线数量,提高系统稳定性。
整个自动化系统由PLC 相连接。根据需要可选择设置上位机(操作面板),用于整个自动化系统工艺过程及运行数据的动态显示、系统主要设备的停送电、工艺参数的设定、故障报警显示、整个自动化系统监控、生产报表打印以及生产管理等。
由PLC 组成的细绳卷绕成型机自动控制系统用于完成各部分传动装置的速度设定(包括升降速曲线控制、卷绕成型控制等)、联调以及必要的手动操作、现场工艺数据的显示等。细绳卷绕成型机的电气结构如图3 所示。
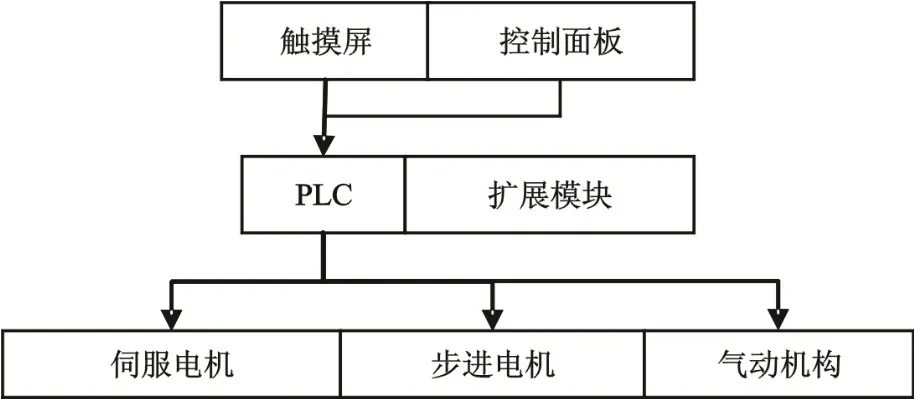
图3 细绳卷绕成型机的电气结构图
系统由PLC(信捷XC5)与伺服系统(DS2-20P7)等元件组合而成,具有功能强、扩展性好、模块化的特点。
本系统所需的I/O 点数较多,输入信号包括光电传感器、接近开关、控制面板的按钮,还有一些限位开关等。输出信号包括伺服驱动和步进驱动的信号、控制面板的指示灯、气动所需的电磁阀控制等。由于伺服驱动和步进驱动需要高速脉冲,PLC 采用晶体管输出型,基于上述考虑,选配信捷CPU 模块XC5-48T-E 和扩展模块XC-E8TR,总共28 个输入和28 个输出[4]。
设计好电气图纸和加工电控柜,完成接线后,需对伺服电机进行参数设定,参数设定见表1。
3.2 系统软件设计
细绳卷绕成型机的流程图如图4 所示。整个主程序由上电检测复位、卷绕成型功能、急停报警处理以及状态显示等部分组成。
3.2.1 上电检测复位子程序 系统上电之后按下复位按钮,PLC 调用上电检测复位子程序,目的是保证系统处于就绪状态,如果子程序通过检测各个传感器,得到系统未处于就绪状态,则该子程序启动相应的执行机构进行复位。
3.2.2 急停报警处理子程序 当系统正在运行时,PLC 会在每个扫描周期调用该子程序。急停动作时,主控程序停止执行。PLC 也会在每个扫描周期扫描一些关键执行机构的报警信号,如果伺服电机或者步进电机出错报警,则PLC 立即使主控程序停止,同时报警信号灯闪烁。

表1 伺服驱动器的参数设置表

图4 细绳卷绕成型机的软件设计流程图
3.2.3 主控程序 图4 是主控程序的软件设计流程图,细绳卷绕成型机会在本阶段完成一系列步进顺序动作。当卷绕头和卷绕杆旋转一定时间(使用定时器)之后,绳团生头完成,卷绕头和卷绕杆继续旋转,步进电机开始运行,它与伺服电机搭配完成绳团成型的功能。当卷绕完毕(计伺服电机运转圈数)并且卷绕头所停位置正确时,卸筒装置(气动机构)完成卸筒动作,这样一个工序完成,如此往复,完成下一个绳团的卷绕[5]。
4 结论
经调试,该细绳卷绕成型机结构简单、功能强大、装备灵活、系统稳定,使用PLC 利用其内部的软触点来取代先前的机械触点,大大提高了细绳卷绕成型机的自动化程度,如配合触摸屏的使用调试和现场操作更加方便。此外,本系统又充分发挥了伺服控制系统的优势,即控制灵活、响应迅速、定位精准等特点,满足三闭环位置控制系统的性能要求,具有很好的应用前景。
[1] 司徒元舜,麦敏青.纺丝成网生产线中的高性能卷绕机[J].纺织导报,2011(12):95-99.
[2] 王永华.现代电气控制及PLC 应用技术[M].北京:北京航空航天大学出版社,2008:1-3.
[3] 厉虹,杨黎明,艾红,等. 伺服技术[M]. 北京:国防工业出版社,2008:133-136.
[4] 徐新. 基于PLC 的智能仓储控制系统设计[J]. 江汉大学学报:自然科学版,2010,38(3):41-44.
[5] 吉凤. 基于PLC 与伺服电机控制的机械手设计方案[J].科技资讯,2012(24):115,141.
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
哈哈画报(2022年1期)2022-04-19
动漫界·幼教365(中班)(2021年1期)2021-04-06
制造技术与机床(2018年9期)2018-09-19
小学生学习指导(中年级)(2017年12期)2017-11-09
制造技术与机床(2017年3期)2017-06-23
中国铸造装备与技术(2017年3期)2017-06-21
制造业自动化(2017年2期)2017-03-20
山东工业技术(2016年15期)2016-12-01
北京航空航天大学学报(2016年4期)2016-02-27
