
电机转子本体嵌线槽圆周加工方法
2013-12-10 07:06孙杰
上海大中型电机 2013年2期
孙 杰
(上海电气集团上海电机厂有限公司,上海 200240)
0 引言
随着技术的发展,电机额定转速要求越来越高,电机振动要求越来越小,转子圆周本体嵌线槽的传统方法已不适应现今电机的发展。因此需要研究一种等分精度更加高的转子本体嵌线槽圆周加工的方法。在“西气东输”项目20MW级超高速防爆变频调速同步电机的制造过程中,采用了划线、旋转角度编码器新加工方法来加工转子本体等分嵌线槽。
锻钢整体转子,一般采用锻件整体锻出转轴。转轴精加工后,在本体按照规定的等分要求加工嵌线槽。一般有34,42,68等分要求。如此多的槽加工,等分精度直接影响转轴质量的均匀,以致间接影响到转子平衡精度,最后关乎电机的振动是否达标。
1 加工对象
西气东输二线天然气长输管道压缩机组进行配套20MW级超高速防爆变频调速同步电动机,电动机额定转速3 120~5 040r/min,振速≤2.3mm/s。转子本体嵌线槽结构为34等分槽,长1 380mm。见图1所示。

图1 主机转子本体嵌线槽示意图

图2 γ252专用开槽机
2 加工设备
汽轮发电机类型的转子本体嵌线槽加工,一般采用大直径盘铣刀加工。此次加工设备为γ252专用开槽机如图2所示。转子搁在机床座式轴承座上,机床头部动力头夹住转子一端,带动转子旋转。转子每旋转一个角度,大直径盘铣刀根据嵌线槽深度开槽加工。
3 等分开槽加工方法的分析
汽轮发电机类型的电机转子嵌线槽加工可采用以下两种方法:
1)传统开槽方法——划线、等分盘、插销
2)新开槽方法——划线、旋转角度编码器
3.1 传统开槽方法——划线、等分盘、插销
传统开槽方法示意图如图3所示。
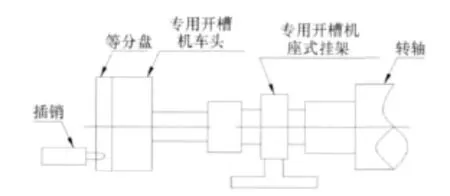
图3 传统开槽方法示意图
在划线平板利用圆规、划针划出的等分线作参考,再借助等分盘来实现对电机转轴进行嵌线槽圆周等分。这种方法采用插孔进行控制,而孔与孔之间必然存在加工角度偏差,并且所有等分孔的各自尺寸也不同,会造成与插销配合的误差,而且插孔时会出现卡死现象。所以,以等分盘为基准等分铣槽,工装自身的精度、等分盘与插销配合精度决定了最后嵌线槽的等分精度。这就导致最后电机转子嵌线槽等分精度不是很高。例如20MW级超高速防爆变频调速同步电动机转轴外圆φ750,等分盘一个孔公差±0.025mm,34等分其中2个相邻孔角度误差在0.4583′,累计误差15.5′(即等分盘自身等分误差)。而且,插销与等分盘孔间隙配合0.03~0.05mm。那么,当等分盘、插销配合使用时,两者误差累加,等分精度远低于15.5′。
此种开槽方式,适合等分要求较低,平衡要求较低的转轴本体嵌线槽加工方法,但不适合本文的加工对象。
3.2 新开槽方法——划线、旋转角度编码器
对于本文加工对象,由于比常规汽轮发电机转速要求高,平衡要求高,传统开槽方法不适用本文加工对象,必须寻找一种新的开槽方法。
3.2.1 新开槽方法启发
数控车床的数控系统具有显示转轴旋转的角度功能,而且能精确到0.001°。如此高精度的旋转角度,是源于数控车床车头有一个旋转角度编码器,而且旋转角度编码器是通过电子脉冲来显示等分,不存在机械等分装置反向间隙的弊端。那么利用旋转角度编码器与加工对象直接连接,加工对象旋转任意角度,同时带动旋转角度编码器,就能实时反映在旋转角度编码器显示器上。
3.2.2 新开槽方法
1)在划线平板上用圆规、划针划出34等分嵌线槽中心线。等分嵌线槽示意图如图4所示。
2) WANG等[6]基于漂移物体的形状搭建的漂移轨迹预测试验平台,通过对漂移物体受风、流和浪单独影响和综合影响多种场景下的数据进行分析,建立漂移轨迹预测统计模型。

图4 等分嵌线槽划线示意图
2)将电机转子放置在开槽机轴承座上。
3)将开槽机的车头连接在电机转子的一端,电机转子的另一端通过连接法兰轴连接旋转角度编码器器的测头,示意图如图5所示。
4)开槽机按序加工嵌线槽。每加工完一个嵌线槽后,按等分角度旋转电机转子,并观察旋转角度编码器的显示器显示的旋转角度,到达预定的旋转角度后,停止旋转。
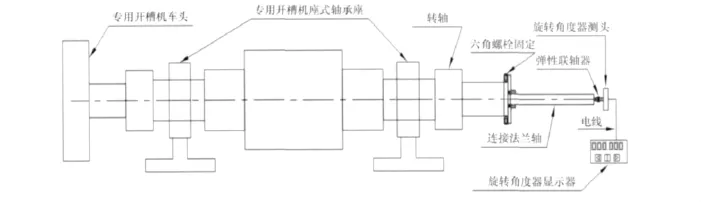
图5 连接示意图
5)每次旋转后,用划针检验划线的等分槽线。
3.2.3 新开槽方法优点
1)精度高
传统开槽方法:等分盘等分孔大小不同,等分误差及与插销配合误差导致最后的加工误差比较大。
新开槽方法:排除一切外在因素误差。电机转子旋转,通过连接法兰,同步带动旋转角度器测头,同时显示器显示实时旋转角度,精确到0.001°,直至所需的角度为止。图6为20MW级超高速防爆变频调速同步电动机等分开槽实际加工角度记录表。
2)工装少
传统开槽方法:根据电机转子嵌线槽槽数,需配不同等分的等分盘(即34等分,配34等分的等分盘;44等分,需配44等分的等分盘)。
新开槽方法:连接法兰中的法兰盘根据不同电机转子轴端外圆尺寸替换即可,其它部分无需替换。适用所有等分槽加工,只需计算出每个旋转角度,旋转电机转子即可。
3)操作简便

图6 加工角度记录表
传统开槽方法:等分盘自身比较笨重。安装时,需与专用开槽机车头同轴度对好,同时与插销垂直度要好,否则插销可能会发生插不进等分盘的等分孔中。
新开槽方法:不存在安装问题。只需拧紧连接法兰上的螺栓,与电机转轴连接即可。
4 结语
西气东输二线天然气长输管道压缩机组配套电机20MW级超高速防爆变频调速同步电动机转轴嵌线槽开槽工序已于2011年4月顺利完成。8.4t转子低速平衡良好。未加平衡块前,两头不平衡量分别为347g和287g。电机转子成功超速到5 545r/min,同时在工作转速3 120~5 040r/min范围内,振速均≤2.3mm/s,符合设计要求。实践证明,电机转子本体嵌线槽圆周加工方法,大大提高了转轴本体n个嵌线槽的等分精度,降低了转子不平衡量,其加工方法是成功且可行的。在20MW级超高速防爆变频调速同步电动机嵌线槽加工中取得的成功经验,对今后类似汽轮发电机转轴本体嵌线槽加工具推广借鉴作用。
猜你喜欢
机械工程与自动化(2022年2期)2022-05-24
上海大中型电机(2021年1期)2021-06-09
考试与评价·八年级版(2020年5期)2020-10-29
考试与评价·八年级版(2020年5期)2020-10-29
模具制造(2019年10期)2020-01-06
山东冶金(2019年2期)2019-05-11
发明与创新(2017年7期)2017-01-19
电脑爱好者(2016年23期)2017-01-05
物理与工程(2010年5期)2010-03-25
中学英语之友·上(2008年6期)2008-06-30
