
连铸式液态电渣浇注圆锭表面质量的影响因素
2013-11-28 02:30姜周华臧喜民董艳伍
材料与冶金学报 2013年3期
邓 鑫,姜周华,臧喜民,董艳伍
(东北大学 材料与冶金学院,沈阳 110004)
东北大学钢铁冶金研究所采用中间包加热、导电结晶器[1~3]、低频电源、钢水小流量控制、渣-金界面控制等技术,在国内首次成功开发了“连铸式液态电渣”新技术,该技术特征是去除传统电渣重熔工艺流程中自耗电极的铸造和准备工序,并通过改变渣池中温度分布使浇注速度比传统电渣自耗电极熔速提高5~10倍、电耗大幅度降低,克服了传统电渣重熔过程中“工艺流程长、生产效率低、生产成本高”的缺点.其原理如图1所示.
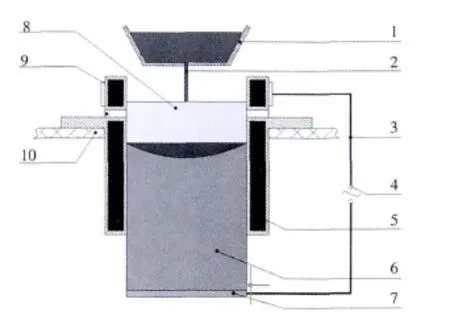
图1 连铸式液态电渣原理Fig.1 Principle of ESCCLM
严格控制连铸式液态电渣浇注[4]圆锭的表面质量,消除铸锭表面皱褶、重皮以及裂纹等现象的发生,可以减少下一道工序的修磨处理,对提高产品成材率和铸锭的内部质量都有很好的促进作用.
1 钢水浇注温度的影响
实验钢种为45#钢(成分见表1),液态电渣锭的截面直径为1 000 mm.

表1 实验钢种的化学成分(质量分数)Table 1 Chemical compositions of test steels(mass fraction)%
在相同渣系与渣量、以及相同供电制度的条件下,进行连铸式液态电渣浇注实验时,浇注温度分别为1 576℃和1 606℃时的钢锭表面质量如图2中(a)和(b)所示.从图2不难看出,当钢水浇注温度在1 576℃时,铸锭成型不够饱满,表面皱褶的现象较为严重;当钢水浇注温度达到1 606℃时,铸锭表面非常光洁.可见,1 606℃的钢水浇注温度可以使钢水和熔渣的流动性大大提高,金属熔池上部圆柱形段的深度增加,从而使熔渣在钢水中可以获得充分的上浮时间,消除了铸锭表面以及内部夹渣的现象,这些都有利于得到光洁的铸锭表面质量.
2 供电制度的影响
2.1 导电结晶器的作用
熔炼电流通过导电结晶器将电源、渣池、金属熔池[5]和钢锭构成供电回路,解决钢水在熔池中热量分布不均匀的问题,增加渣池边缘的温度,有利于金属熔池上部圆柱段的形成,并可以有效控制其圆柱段深度 Hms≥10 mm[6],以保证钢锭的表面光洁,如图3所示.
2.2 电流和电压
借用传统电渣的实践经验与定性结论,一般认为电流和电压增高,熔渣温度随之升高[7],渣皮变薄使得钢锭表面成型饱满.
在工业实验中采用不同的供电制度生产同一支钢锭时,当熔炼电压分别为73 V和80 V,熔炼电流为18 kA时铸锭的表面质量如图4所示,随着熔炼电压从73 V提高到80 V,铸锭表面的渣沟深度也随之逐渐变浅,可见提高熔炼电压对铸锭表面质量的改善是非常必要的.
3 专用预熔渣的影响
本实验采用的专用预熔渣既起到精炼的功能又起到润滑的作用[8],其强度较高,能够满足连续抽锭的需要.该预熔渣的熔点低,黏度随温度变化较小,电导率也比较低.在配合提高熔炼电压之后,钢锭的表面质量得到较好的改善.
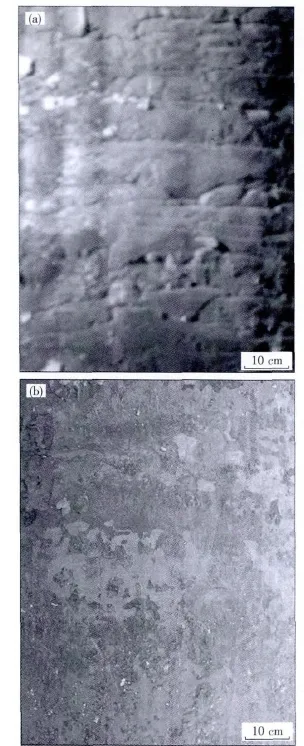
图2 不同浇注温度下钢锭的表面质量Fig.2 Surface quality of ingot with different casting temperature
4 二次冷却的影响
二次冷却的控制是连铸式液态电渣铸锭质量控制的关键之一.在二次冷却区域冷却量过强或过弱都会对钢锭的表面质量有影响,弱冷会导致钢锭表面温度高,氧化铁皮生成加速,促使残余元素(Cu、Sn)沿晶界富集形成表面裂纹.强冷会导致铸锭表面温度大大降低,加大了坯壳的温度梯度,促使微量元素(Al、Nb、B…)沿晶界沉淀,增加了裂纹的敏感性[9].
因此,二次冷却量的控制要保持均匀、稳定、适量的状态.在实验中由于二次冷却区域非常不均匀造成铸锭表面产生裂纹,如图5所示.
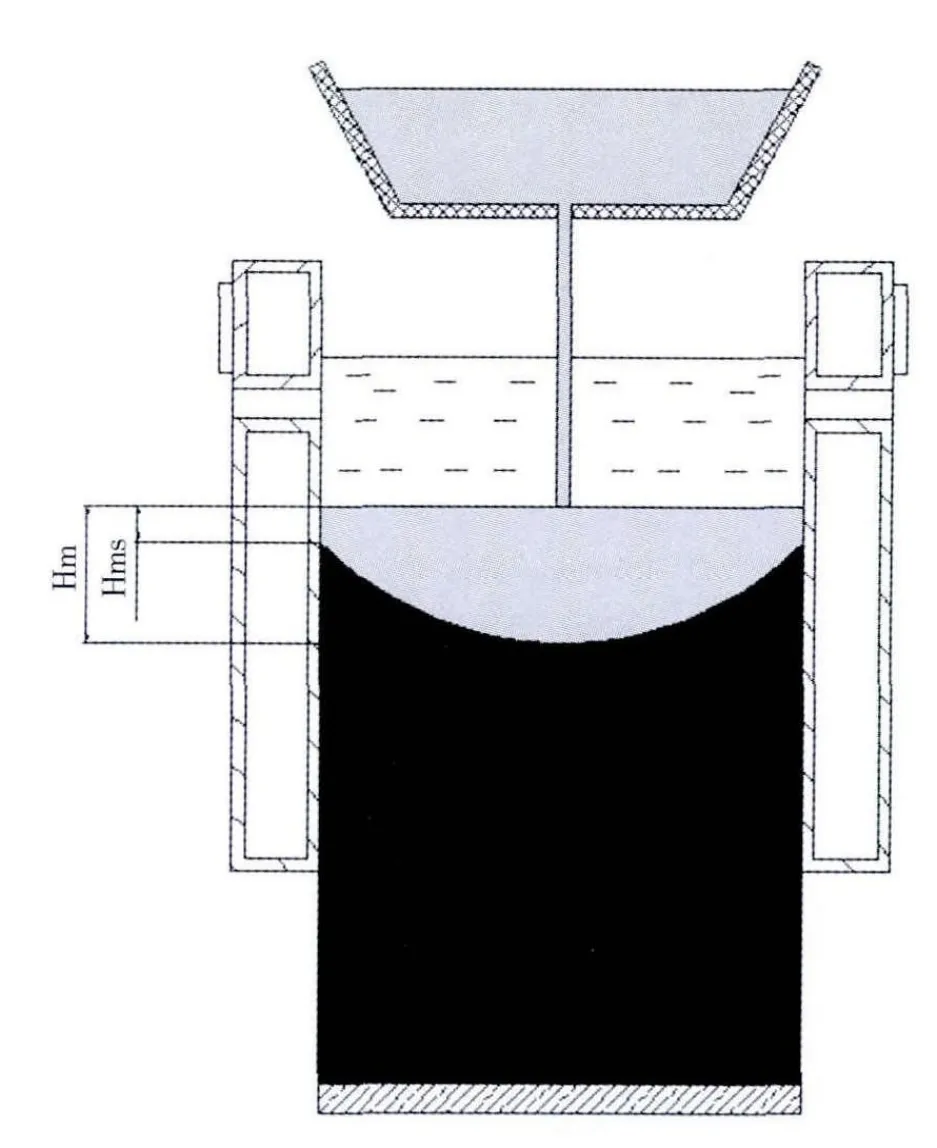
图3 ESCC铸锭金属熔池形状示意图Fig.3 Shape sketch of metal pool in ESCC ingot
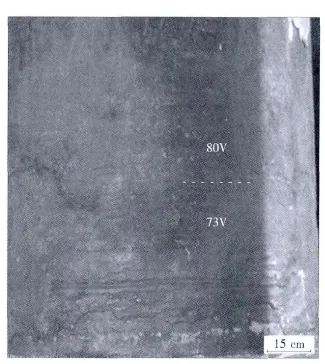
图4 不同电压下钢锭的表面质量Fig.4 Surface quality of ingot with different voltage
5 抽锭速度的影响
在实验中抽锭速度变化幅度过大对钢锭表面质量的影响较大,抽速过快会有漏渣、漏钢的风险;抽速过慢会产生渣皮过厚、表面皱褶等现象.从目前实验结果来看,在稳定控制渣-金界面的前提下,抽锭速度始终保持在8~10 mm/min的范围内有利于铸锭表面质量的控制.
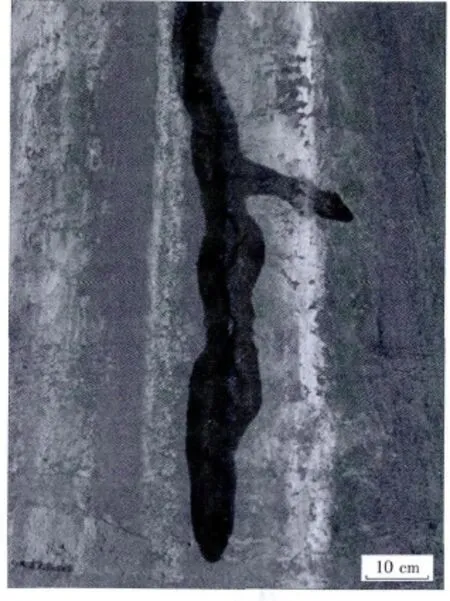
图5 钢锭表面裂纹Fig.5 Crack surface of ingot
6 结论
(1)钢水的浇注温度对铸锭表面质量影响很大,采用1 606℃的钢水浇注温度所生产的铸锭表面非常光洁.
(2)采用高电压,稳定的熔炼电流有利于改善铸锭表面质量.
(3)在连续抽锭的浇注过程中,采用强度较高、熔点低、黏度随温度变化小、电导率较低的专用预熔渣,对于铸锭的表面质量控制是很有必要的.
(4)均匀稳定、适量的二次冷却控制可以减少钢锭表面裂纹的发生.
(5)保持抽锭速度在8~10 mm/min的范围内有利于铸锭表面质量的控制.
[1]Holzgruber H,Holzgruber W.ESR development at inteco[C]//Medovar Memorial Symposium.Kiev:E O Paton Electric Welding Institute,2001:41-48.
[2]Holzgruber W,Holzgruber H.Production of high quality billets with the new electroslag rapid remelting process[J].MPT International,1996,19(5):48 -50.
[3] Medovar L B,Tsykulenko A K,Saenko V Ya,et al.New electroslag technologies [C]//Medovar Memorial Symposium.Kiev:E O Paton Electric Welding Institute,2001:49-60.
[4]徐卫国,傅杰,王玉刚,等.感应电渣离心浇铸技术的应用[J].特殊钢,1995,16(5):42-44.
(Xu Weiguo,Fu Jie,Wang Yugang,et al.Application of centrifugal electroslag induction casting technology[J].Special Steel,1995,16(5):42 -44.)
[5]陈希春,冯涤,傅杰,等.电渣冶金的最新进展[J].钢铁研究学报,2003,15(2):63-67.
(Chen Xichun,Feng Di,Fu Jie,et al.Recent development of electroslag metallurgy[J].Journal of Iron and Steel Research,2003,15(2):63 -67.)
[6]姜周华.电渣冶金的物理化学及冶金现象[M].沈阳:东北大学出版社,2000:67.
(Jiang Zhouhua.The physical chemistry and metallurgical appearanceofelectroslag metallurgy[M]. Shenyang:Northeastern University press,2000:67.)
[7]臧喜民,黄晓颖,姜周华,等.电渣连铸小方坯表面质量的影响因素[J].特殊钢,2006,27(5):49-50.
(Zang Ximin,Huang Xiaoying,Jiang Zhouhua,et al.Effect factors on surface quality of electroslag concasting billet[J].Special Steel,2006,27(5):49 -50.)
[8]李正邦.电渣冶金的理论与实践[M].北京:冶金工业出版社,2010:367.
(Li Zhengbang.Theory and practice of electroslag metallurgy[M].Beijing:Metallurgical Industry Press,2010:367.)
[9]幸伟,罗斌,马春武,等.二次冷却对连铸坯质量的影响[J].铸造技术,2012,33(1):66-68.
(Xing Wei,Luo Bin,Ma Chunwu,et al.Study on secondary cooling and quality of continuous cast billet[J].Foundry Technology,2012,33(1):66 -68.)
猜你喜欢
耐火材料(2021年4期)2021-12-28
大型铸锻件(2020年5期)2020-09-15
高校化学工程学报(2020年2期)2020-06-10
世界有色金属(2019年21期)2019-02-09
大型铸锻件(2017年2期)2017-03-28
大型铸锻件(2015年4期)2016-01-12
大型铸锻件(2015年4期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
化工机械(2015年2期)2015-12-26
大型铸锻件(2014年5期)2014-08-22
