
EM253 位控模块在步进电动机控制中的应用
2013-11-22 07:51:36徐鹿眉
微特电机 2013年9期
徐鹿眉
(黑龙江工程学院,黑龙江哈尔滨150050)
0 PLC 控制步进电动机概述
步进电动机控制方法简单,转速与高速脉冲频率成正比,角位移与脉冲个数相对应。西门子S7 -200PLC 晶体管输出型具有2 个高速脉冲输出端子,分别是Q0.0 和Q0.1,可输出高速脉冲对步进电动机进行调速控制。S7-200PLC 输出高速脉冲和高低电平2 组信号给步进电动机专用驱动器,步进电动机驱动器驱动步进电动机运动。S7-200PLC 主机CPU224 可输出20 kHz 的高速脉冲,主机CPU224XP 可输出200 kHz 的高速脉冲,可满足步进电动机调速要求[1]。
在车床改造过程中,利用PLC 控制2 台步进电动机实现机床横纵工作台的进给。但是S7-200PLC主机仅能对2 台步进电动机进行调速控制,当步进电动机超过2 台时,像铣床工作台驱动时就需要3台步进电动机,PLC 没有足够的高速脉冲输出端子供电机调速。这样必须寻找一种易于PLC 控制的可输出高速脉信号的器件来实现步进电动机的调速控制。位控模块EM253 可以满足这项功能要求。
1 EM253 位控模块
EM253 位控模块作为S7-200PLC 的特殊功能模块,能够输出高速脉冲串,输出的高速脉冲串从每秒12 个到200 000 个脉冲;支持急停功能,具有线性加速和减速功能;广泛应用于步进电动机和伺服电动机的速度或位置控制。基于上述优点,选用EM253 进行步进电动机控制不单纯是为了增加一个高速脉冲输出口,在控制系统要求高的系统中EM253 能够胜任更高的控制要求。
2 控制系统硬件设计
本文以铣床三轴工作台为例介绍EM253 在步进电动机控制中的应用。
2.1 控制系统总体方案设计
铣床三轴工作台控制系统总体框图如图1 所示,CPU224 发出2 路高速脉冲信号,Q0.0 和Q0.1 分别控制步进电动机驱动器SH-22206A,进而分别对X轴和Y 轴步进电动机进行调速。Q0.2 和Q0.3 为高低电平信号,用来控制步进电动机转向。Z 轴步进电动机的控制通过EM253 位控模块来实现。 EM253 与 CPU224通过专用扁平扩展电缆连接,CPU224 的转速和方向等控制信号均通过专用扁平扩展电缆传送给步进电动机驱动器。

图1 控制系统总体框图
2.2 PLC 控制路设计
PLC 主机CPU224 硬件接线图如图2 所示。按钮SF 用来控制电机的起动、停车和换相等。主机电源和输入电源接+ 24 V(DC),输出电源接+ 5 V(DC)。Q0. 0、Q0.1、Q0.2 和Q0.3 输出接步进电动机M1 和M2 的驱动器。如果应用光电码盘进行步进电动机转速和角位移测量,根据PLC 高速脉冲输入工作模式选择固定的输入点进行接线,把控制按钮的位置和相应地址分配变化即可。
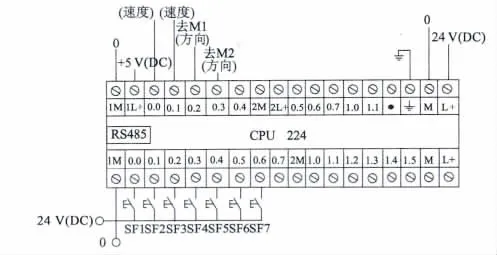
图2 CPU224 接线图
2.3 EM253 接线图设计
步进电动机是由EM253 位控模块控制的。EM253 端口P0、P1 发出控制步进电动机方向、速度的脉冲,连接到步进电动机后可实现控制步进电动机的运动方向和速度。EM253 接线图如图3 所示,P0 + 和P0-分别接步进电动机驱动器的CP + 和CP -,P1 + 和P1-分别接步进电动机驱动器的DIR+ 和DIR -。 SH -22206A 没有使能端子,驱动器如有使能端子,则DIS 与其相连。
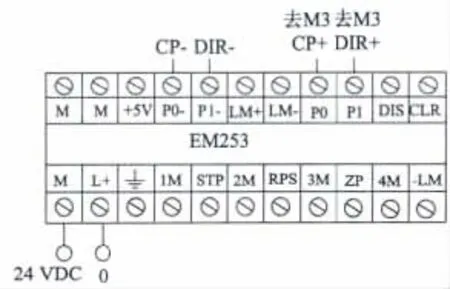
图3 EM253 接线图
2.4 步进电动机驱动器电路设计
本设计所选用的步进电动机是和利时公司的110BYG250C-SAHRHA-0402 步进电动机,此电机是两相混合式步进电动机。它具有体积小、转矩高、振动低等优点,驱动电压为220 V(AC),相电流为4 /6A[2]。与其配套的驱动器选择该公司的森创SH-22206A,工作电压为80~220 V(AC),输出电流4 /6 A,最大细分为32 细分。步进电动机驱动器SH-22206A 与步进电动机接线图如图4 所示。CP + 和CP -接EM253 速度控制信号,DIR + 和DIR-接EM253 方向控制信号。
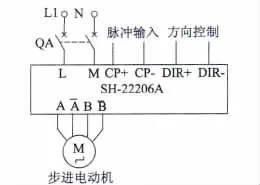
图4 步进电动机驱动器电路图
3 步进电动机控制程
PLC 高速脉冲输出指令具有两种控制方式:等脉宽高速脉冲串输出(PTO)和脉宽可调脉冲输出(PWM)。PLC 直接控制2 台步进电动机调速应用PTO 输出。程序设置的特殊储存器位,激活由控制位定义的脉冲操作,从Q0.0 或Q0.1 输出高速脉冲,高速脉冲串输出PTO都由PLS 命令激活输出。每个PTO 发生器对应专门的特殊寄存器,PTO 特殊寄存器有三种,即控制字节寄存器、状态字节寄存器和参数数值寄存器。PTO 特殊寄存器可用来控制PTO 的输出形式,并且能够反映输出状态和参数值的变化情况,其变化情况对步进电动机下一步操作有指导意义。
位控模块程序编写使用STEP 7-Micro /WIN位控模块向导,通过位控模块向导完成对EM253 的设置,生成位控模块所使用的所有相关组态和移动包络表信息。这些信息和程序块被一同下载到S7-200PLC 的存储器中,位控模块所需要的全部信息都存储在PLC 中,这样当位控模块更换时不必再重新进行编程或组态,使操作更加简单、方便。
STEP 7-Micro /WIN 为位控模块的组态和编程提供便捷的工具,遵循以下步骤:[3]
(1)位控模块组态
STEP 7-Micro /WIN 软件提供专门的EM253位控向导,操作方法简单、易懂,根据向导进行操作生成组态/移动包络表和位控指令。
(2)位控模块测试操作
利用STEP 7-Micro /WIN 软件提供的EM253位控模块控制面板,可以对位控模块的输入输出接线组态和移动路径的执行情况进行测试。
(3)S7-200 的执行程序创建
位控向导自动生成位控指令,可以将这些指令插入控制程序中,以下指令插入程序当中。指令及功能如表1 所示。用SM0.0 始终接通以确保POSx_CTRL 指令在每一个循环周期中都得到执行。
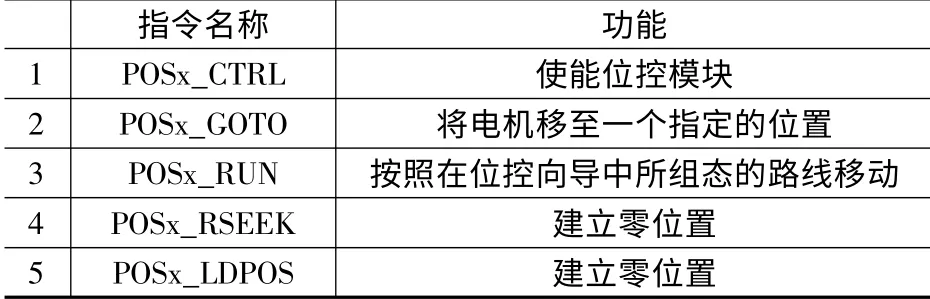
表1 位控模块指令及功能
(4)编译程序并将系统块、数据块和程序块下载到S7200
位控模块向导设置先要选择CPU 类型,再选择脉冲数值、脉冲时间等。再在梯形图中加入EM253子程序模块POSO_CTRL,允许程序启动EM253 命令的其他子程序。
位控模块配置向导生成的S7-200 定位控制指令POSx_CTRL 梯形图程序部分程序段如图5 所示。
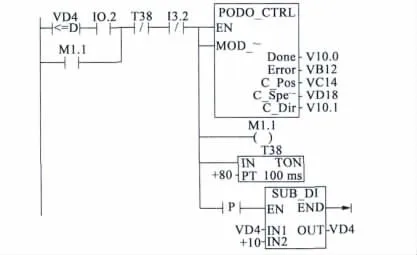
图5 POSx_CTRL 程序
4 结 语
铣床三轴工作台在实际铣床改造中得到应用,改造过程简单,可提高铣床的自动化程度。本文以铣床三轴工作台步进电动机控制系统为例介绍了EM253 位控模块的应用方法,给出了相关的电路图和程序。EM253 位控模块作为专门的位置控制模块,在PLC 缺少高速脉冲输出端子时应用非常关键,其更适用于控制要求高的步进电动机系统中,另外也可应用于交流伺服电机控制系统。
[1] 西门子(中国)有限公司.SIMATIC S7-200 可编程序控制器系统手册[M].北京:西门子(中国)有限公司,2008.
[2] 和利时公司.森创两相混合式步进电机细分驱动器SH -22206A 操作手册[M].北京:和利时公司,2010.
[3] 西门子(中国)有限公司.EM253 位控模块操作手册[M].北京:西门子(中国)有限公司,2005.
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23 13:13:06
制造技术与机床(2019年7期)2019-07-22 03:43:08
制造技术与机床(2019年7期)2019-07-22 03:42:28
课程教育研究·学法教法研究(2017年22期)2018-06-08 20:39:10
制造技术与机床(2017年8期)2017-11-27 02:10:01
制造技术与机床(2017年12期)2017-02-02 07:04:12
邢台学院学报(2016年4期)2016-02-28 19:54:41
科学家(2015年12期)2016-01-20 02:50:29
中国科技纵横(2015年21期)2015-12-14 09:21:59
制造技术与机床(2015年3期)2015-01-27 15:45:24
