
顶部浇注系统的生产应用
2013-11-20 09:57:12丁迎生
铸造设备与工艺 2013年4期
丁迎生
(天津正和金属有限公司,天津 300222)
1 零部件介绍
吸气端盖是大型空调压缩机零部件,材质HT 250,单重56 kg,零件设计压力2.8 MPa.铸件采用树脂砂生产,铸件上下分型后,中间有一个砂芯,为方便下芯,铸件只能放置在上箱,上箱高度600 mm,因此导致直浇道相对较高,浪费了铁水。
2 原铸造工艺
原工艺采用的是底部浇注工艺。为保证法兰组织均匀,横浇道为半圆型,在横浇道上开设5片40 mm×5 mm的内浇道,在铸件顶部厚大部位开设φ80 mm×200mm明冒口,铸件浇注后模重约80 kg,铸件出品率为70%。铸造工艺简图如图1所示。原浇注系统的缺点主要为:
1)顶部冒口中的铁水经过型腔后,温度降低,再对顶部厚大部位补缩,补缩效果差,铸件加工后打压有渗漏现象。
2)流路所占比例大,浪费了铁水。
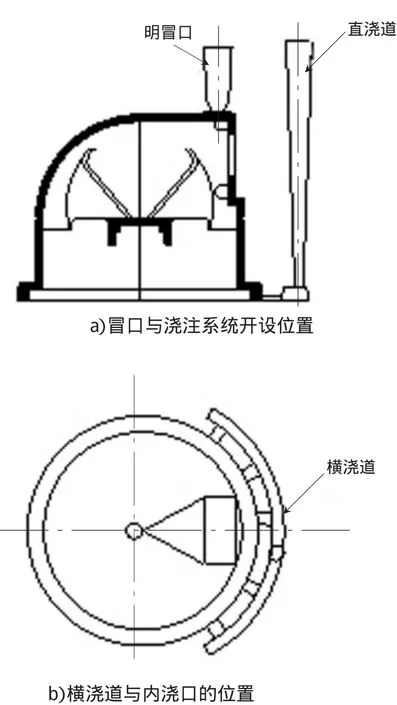
图1 铸造工艺简图
3 改进后铸造工艺
经过分析铸件的特点和现有铸造工艺的不足之后,我们认为要改变顶部冒口补缩不足,只有从顶部浇入铁水是最好的解决方案。于是对该铸件的铸造工艺进行了大幅度改进,如图2所示,去掉了所有的流路,改为从顶部的明冒口浇注。明冒口的上口就是浇注系统的浇口杯,冒口中部放置了泡沫滤网和陶瓷滤网作为挡渣系统,冒口颈就是内浇口。应用该浇注系统浇注后得到的改善有:
1)根本上解决铸件法兰面组织粗大、铸件上部厚大部位疏松等缺陷,得到了内在和外观品质优良的铸件。
2)铸件模重减至64 kg,工艺出品率达到87.5%,出品率有了大幅度的提高。
3)简化了后续的流路清理工作。
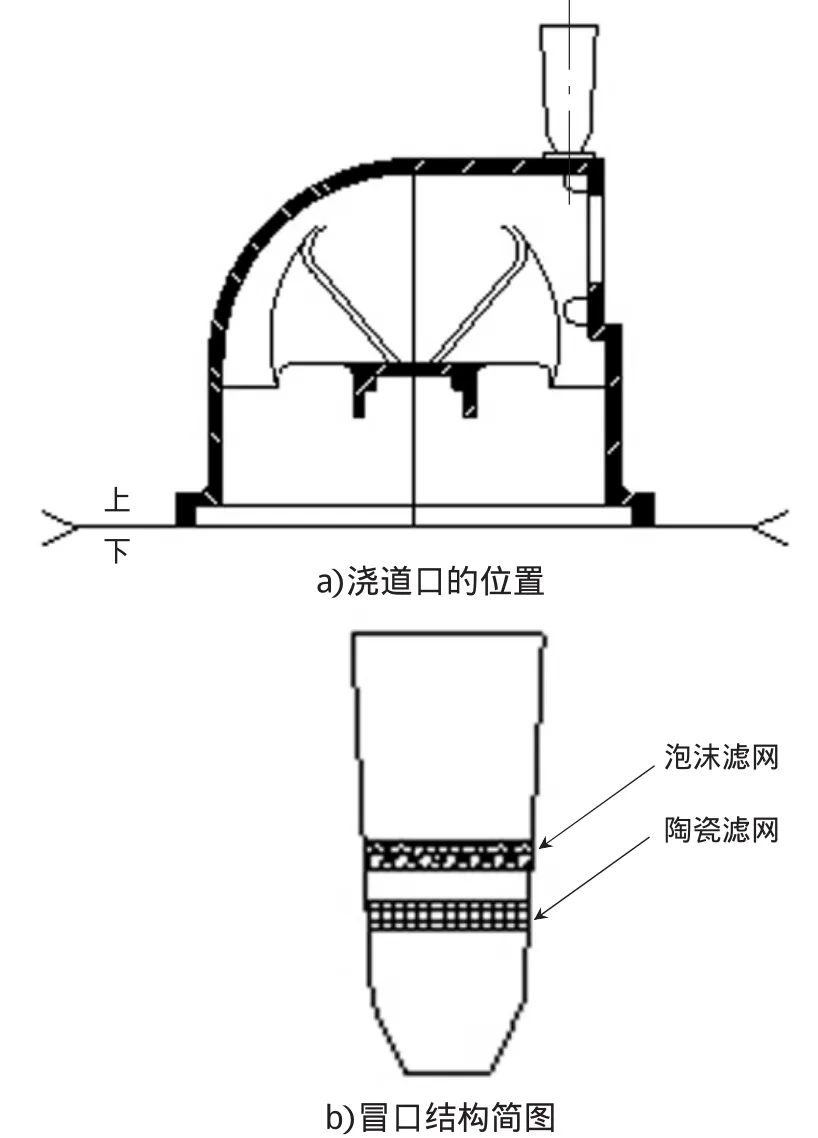
图2 改进后铸造工艺图
4 总 结
无流路顶部冒口浇注工艺在吸气端盖铸件上取得了成功,我们将此工艺进行了归纳总结,并将其应用到其他产品,也取得了很好的效果。现将经验归纳如下:
1)无流路顶冒口浇注工艺可应用于树脂砂、水玻璃砂等硬型的铸造生产。浇注冒口的位置可根据铸件结构选择在铸件的热节部位或次热节部位,有利于铸件的补缩。
2)可应用于各种灰铸铁,应用在树脂砂球墨铸铁生产上发现在冒口附近由于过热有表面渗硫和球化衰退现象,浇口宜选择在非加工面上,在生产中应先试做,再谨慎使用。
3)该工艺应用在50 kg~200 kg.的铸件上应用效果最理想。铸件过大,从一处入水会带来局部过热,从而产生冲砂、缩孔、组织粗大等铸造缺陷。
4)滤网的使用经验:在冒口中下部放置陶瓷滤网,陶瓷滤网上放置泡沫型滤网,结合使用发挥了泡沫滤网过滤效果好和陶瓷直孔滤网的整流作用,避免了泡沫滤网热强度差,容易冲碎的风险。滤网的孔径和厚度根据需要与厂家协商。泡沫型滤网的直径稍大于陶瓷滤网,两个滤网水平放置在冒口中间部位,应被冒口侧壁卡紧,保证在浇注过程中不漂浮。
5)滤网表面至砂型上表面应保证在100 mm以上,保证了铁水浇注时不容易外溅。在浇注开始时应迅速建立满杯浇注后再稍小流浇注,保证铁水是渗透过滤网,而不是直接冲过滤网,这样能较好地发挥滤网的过滤作用,挡渣效果更理想。
[1]李昂,吴密.铸造工艺设计技术与生产质量控制实用手册:第2篇:铸造工艺设计技术[M].北京:金版电子出版社,2003:155-156.
猜你喜欢
海洋通报(2022年4期)2022-10-10 07:41:22
金属加工(热加工)(2020年3期)2020-05-13 04:20:00
石油化工自动化(2019年5期)2019-11-08 09:18:06
顺德职业技术学院学报(2018年4期)2018-12-14 01:27:40
中国科技博览(2018年16期)2018-06-13 10:29:04
中国铸造装备与技术(2017年1期)2017-02-27 01:04:55
大型铸锻件(2015年4期)2016-01-12 06:35:10
中国铸造装备与技术(2015年5期)2015-12-10 10:23:38
油气田地面工程(2015年1期)2015-02-09 22:48:36
铸造设备与工艺(2015年1期)2015-01-21 02:09:38
