锌铝药芯钎焊丝钎焊铝/铜接头性能及组织
2013-11-19 10:04:56邹家生许祥平
江苏科技大学学报(自然科学版) 2013年5期
邹家生, 杨 芬, 许祥平
(江苏科技大学 先进焊接技术省级重点实验室,江苏 镇江 212003)
由于铝/铝和铝/铜的钎焊比较困难,近年来国内外对锌铝药芯钎焊丝的研发成为了铝钎焊领域的一个新热点[1].锌铝药芯钎焊丝产生的历史不长,但发展速度极快且应用日趋广泛,随着以铝代铜的逐步深入以及铝/铝钎焊自动化的发展,对锌铝药芯钎焊丝的需求成百倍的增长.锌铝药芯焊丝特别适宜于铝/铜的钎焊连接,采用锌铝药芯钎焊丝钎焊铝铜器件不仅可以大大提高生产效率、稳定焊接质量[2],而且在锌铝中加入银、锰、硅等元素可以提高接头强度和耐腐蚀性[3].
锌铝药芯钎焊丝中铝的含量范围大致为2%~40%,在此基础上添加银、铜、硅、锰、镍等元素可以得到更多的性能各异的锌铝药芯钎焊丝.目前市场上较多的是8213,8612,8812等锌铝药芯钎焊丝.但这些锌铝药芯钎焊丝均存在接头强度偏低,耐腐蚀性能不佳等问题[4].本文通过设计制备不同成分的锌铝药芯钎焊丝并进行铝/铜接头的钎焊连接,对接头的剪切强度和耐蚀性进行深入的分析研究.
1 试验材料与方法
制备锌铝药芯钎焊丝的锌铝合金钎料设计成分如表1所示.按铝元素含量由高到低分别编号为1~4,5号钎料为在2号钎料基础上添加少量银元素,5种锌铝药芯钎焊丝的熔化温度范围如表2.文中旨在通过调整锌铝合金中铝元素含量及添加少量银元素,考察铝元素含量及银元素对锌铝合金钎料性能的影响.
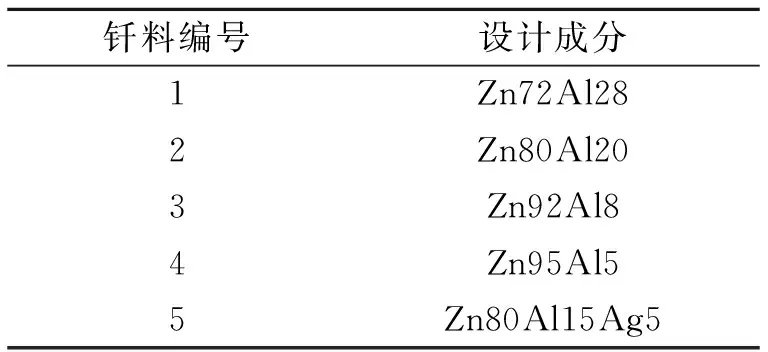
表1 锌铝钎料合金设计成分Table 1 Compositions of Zn/Al solders
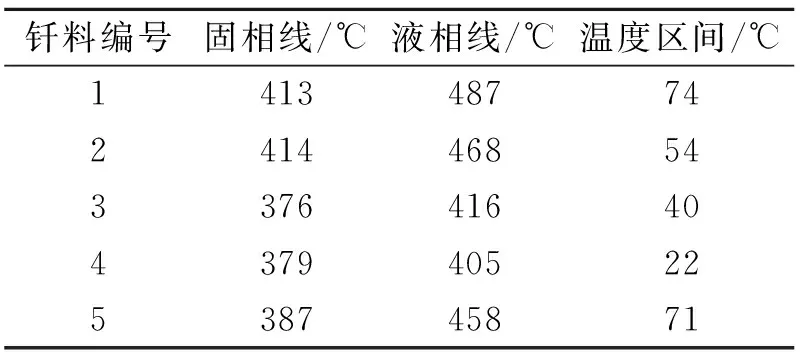
表2 锌铝合金钎料的熔化温度范围Table 2 Solidus and liquidus curves of solders
制备锌铝药芯钎焊丝的药芯成分为CsF-AlF3共晶钎剂,该钎剂熔点较低,是近年来新研发的匹配铝合金中温钎焊的无腐蚀性钎剂.
钎焊接头的剪切强度试验参照GB11363-2008《钎焊接头强度试验方法》进行,三个试样为一组,取平均值.强度试验试板材料为6063铝合金和紫铜,试板尺寸为80 mm×20 mm×2 mm.
将炉中钎焊、火焰钎焊的接头试样置于20℃左右的人造海水(2.7%NaCI+0.1%KCl+0.6%CaCl2+0.6%MgCl2+H2O)中浸泡10天,洗净,吹干后按前述接头剪切强度试验方法测试腐蚀后接头的剪切强度,以分析接头腐蚀后的失强率.
2 实验结果及分析
2.1 锌铝药芯钎焊丝钎焊铝/铜接头剪切强度
采用5种锌铝药芯钎焊丝在540℃×5 min的钎焊工艺下炉中钎焊铝/铜接头,接头剪切强度试验结果如图1.
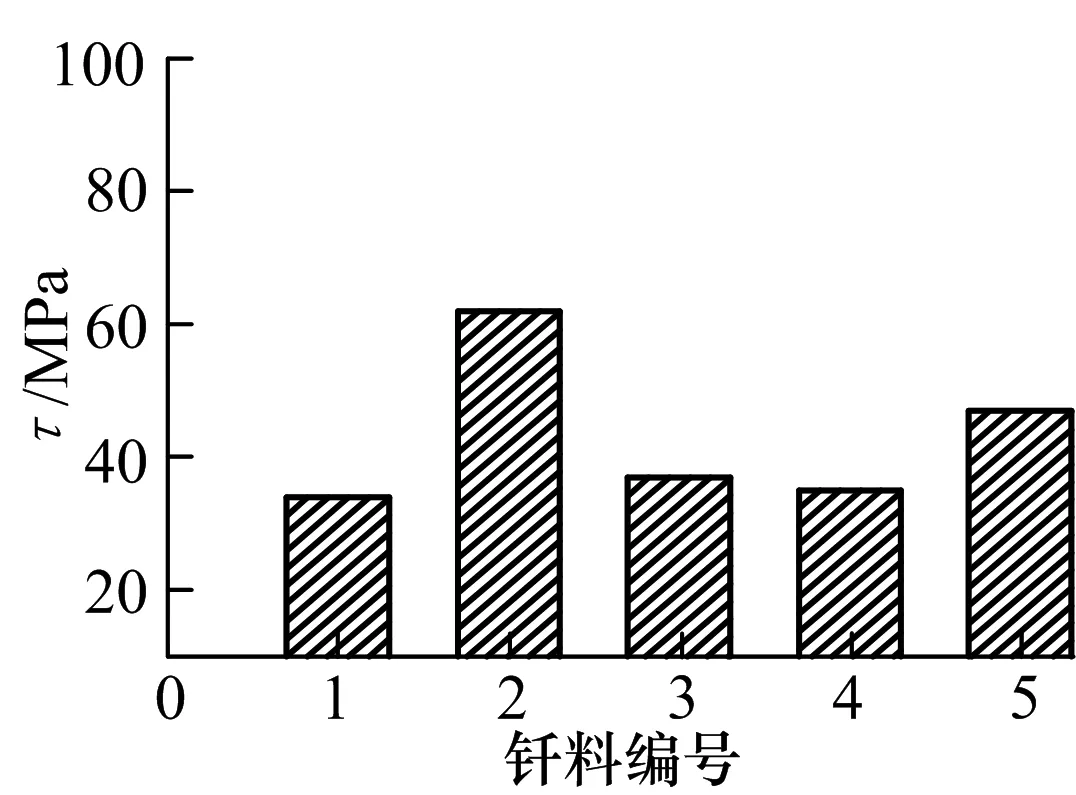
图1 锌铝药芯钎焊丝炉中钎焊铝/铜接头剪切强度Fig.1 Shear strengths of Al/Cu joints brazed by furnace brazing
试验结果表明:钎料中Al元素的含量对接头剪切强度有明显影响.随锌铝钎料中Al元素的增加,接头剪切强度先增大后减小.Al元素含量为20%的Zn80Al20钎料钎焊的接头强度达到最大值,为62 MPa.另外,含银的Zn80Al15Ag5钎料接头剪切强度接近50 MPa,处于较好水平.
采用5种锌铝药芯钎焊丝火焰钎焊铝/铜接头的剪切强度试验结果如图2.

图2 锌铝药芯钎焊丝火焰钎焊铝/铜接头剪切强度Fig.2 Shear strengths of Al/Cu joints brazed by flame brazing
试验结果和前述炉中钎焊的结果类似.随锌铝钎料中Al元素含量的增加,接头强度也先增大后减小.Zn80Al20药芯钎焊丝的接头剪切强度最大,为81 MPa,含银的Zn80Al15Ag5药芯钎焊丝铝/铜接头强度较高,达到65 MPa.
炉中钎焊和火焰钎焊的试验结果均说明:钎料中的Al元素的含量对接头性能有明显影响,随锌铝钎料中Al元素的增加,接头剪切强度均呈先增大后减小的规律,这主要由于不同的成分导致钎缝组织不同所致.另外,根据前期试验结果[5]:5种锌铝药芯钎焊丝在铝上的润湿性均很好,而Zn72Al28,Zn80Al20在紫铜上的润湿性最好,Zn80Al15Ag5次之,Zn92Al8和 Zn95Al5药芯钎焊丝最差.显然,锌铝药芯钎焊丝在紫铜上的润湿性的好坏对铝/铜接头的性能亦有明显地影响.
采用锌铝药芯钎焊丝对铝/铜接头进行火焰钎
焊时也发现:Zn92Al8和 Zn95Al5药芯钎焊丝的流动性和填缝性相比于其他焊丝明显要差,但含Ag的Zn80Al15Ag5药芯钎焊丝有良好的填缝性和流动性,钎缝圆角成型良好,多余焊根少,非常适合于火焰钎焊.
2.2 锌铝药芯钎焊丝钎焊铝/铜接头耐蚀性
采用5种锌铝药芯钎焊丝钎焊铝/铜接头经人工海水腐蚀后的接头失强率如图3.
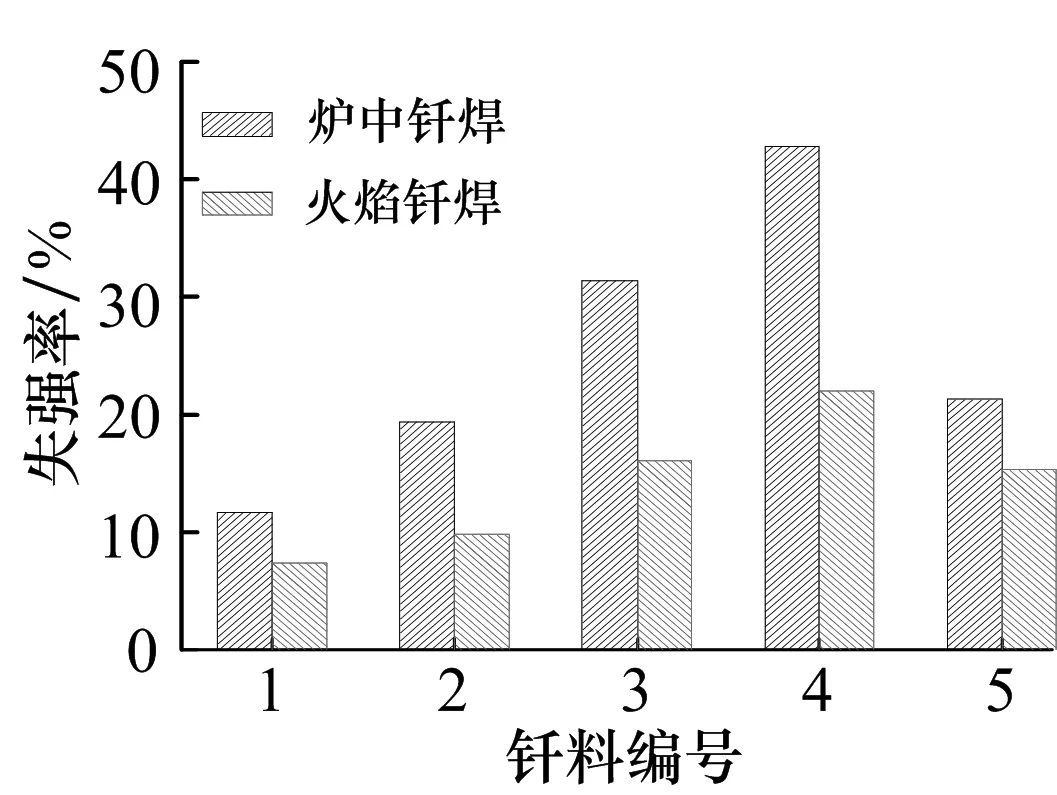
图3 锌铝药芯钎焊丝钎焊铝/铜接头腐蚀后的失强率Fig.3 Strong loss rates of the corroded Al/Cu joints
试验结果表明:锌铝药芯钎焊丝钎焊铝/铜接头的耐蚀性主要取决于锌铝钎料中的铝含量.随锌铝钎料中铝元素含量降低,接头的耐蚀性能迅速变差.4号锌铝药芯钎焊丝为锌铝共晶钎料,含铝量仅为5%,接头被严重腐蚀,强度相比于腐蚀前下降了40%左右;5号钎料和2号钎料相比,虽然锌的含量相同,但用5%的银取代5%的铝并不能改善钎料的耐蚀性,反而有所降低,这也说明了只有提高铝的含量才能有效改善锌铝钎料的耐蚀性.分析其原因:可能是随锌铝钎料中铝元素含量提高,钎缝表面氧化铝膜增多并趋向致密.另外,铝含量的提高,可能有利于降低钎缝和母材的电极电位差,从而提高接头的耐蚀性.
钎焊方法不同,铝铜接头的耐蚀性也有较大差别.从图3发现,锌铝药芯钎焊丝火焰钎焊铝铜接头的耐蚀性相比于炉中钎焊接头要好很多.锌铝药芯钎焊丝火焰钎焊方法加热速度快,高温停留时间短,冷却速度快,使得钎缝组织晶粒细小,有利于提高钎缝的耐蚀性.另外,这种快速加热快速冷却的工艺也在一定程度上减小了锌铝钎料对母材的溶蚀作用,也有利于提高接头的耐蚀性.
2.3 锌铝药芯钎焊丝钎焊铝/铜接头组织
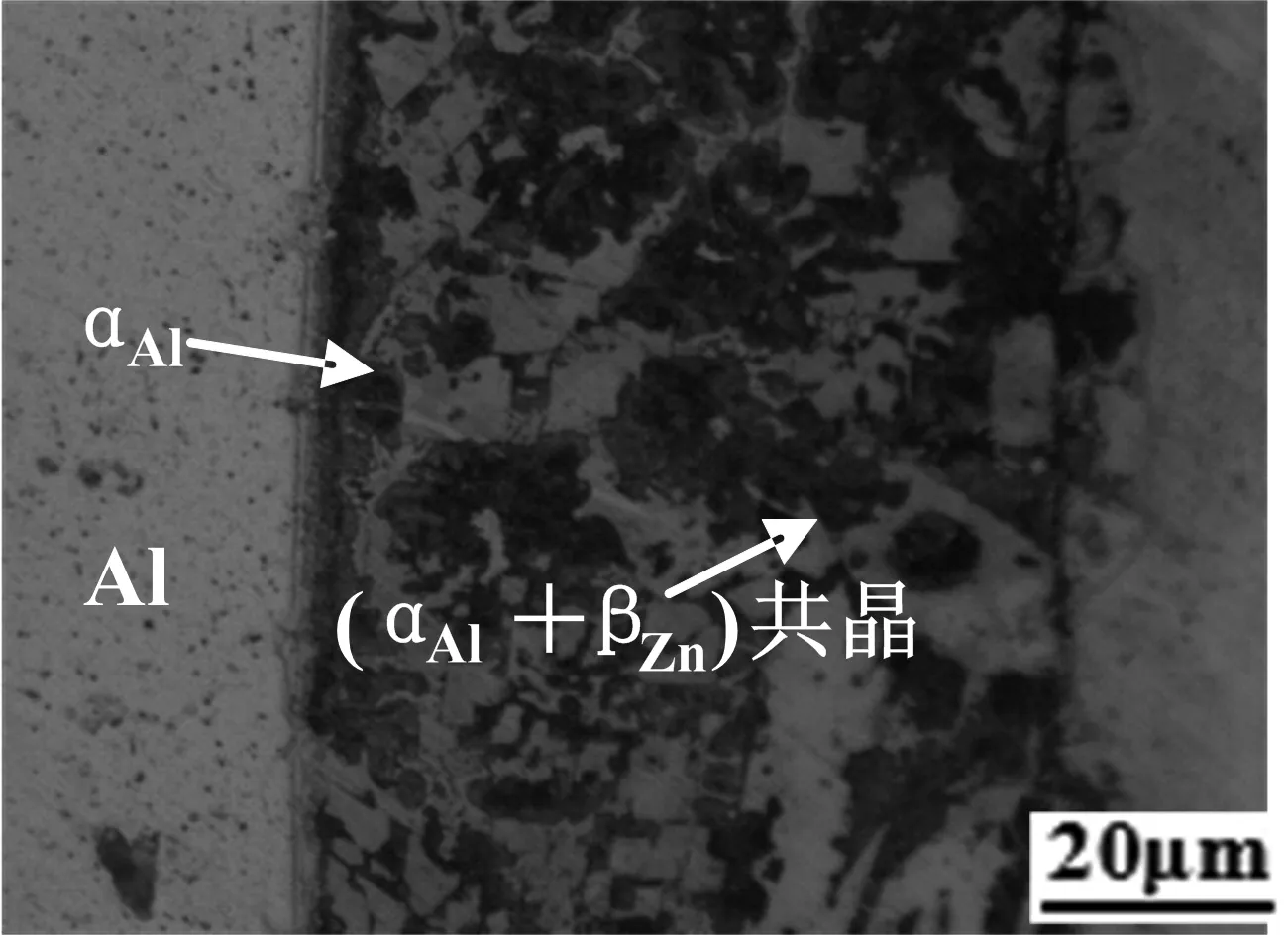
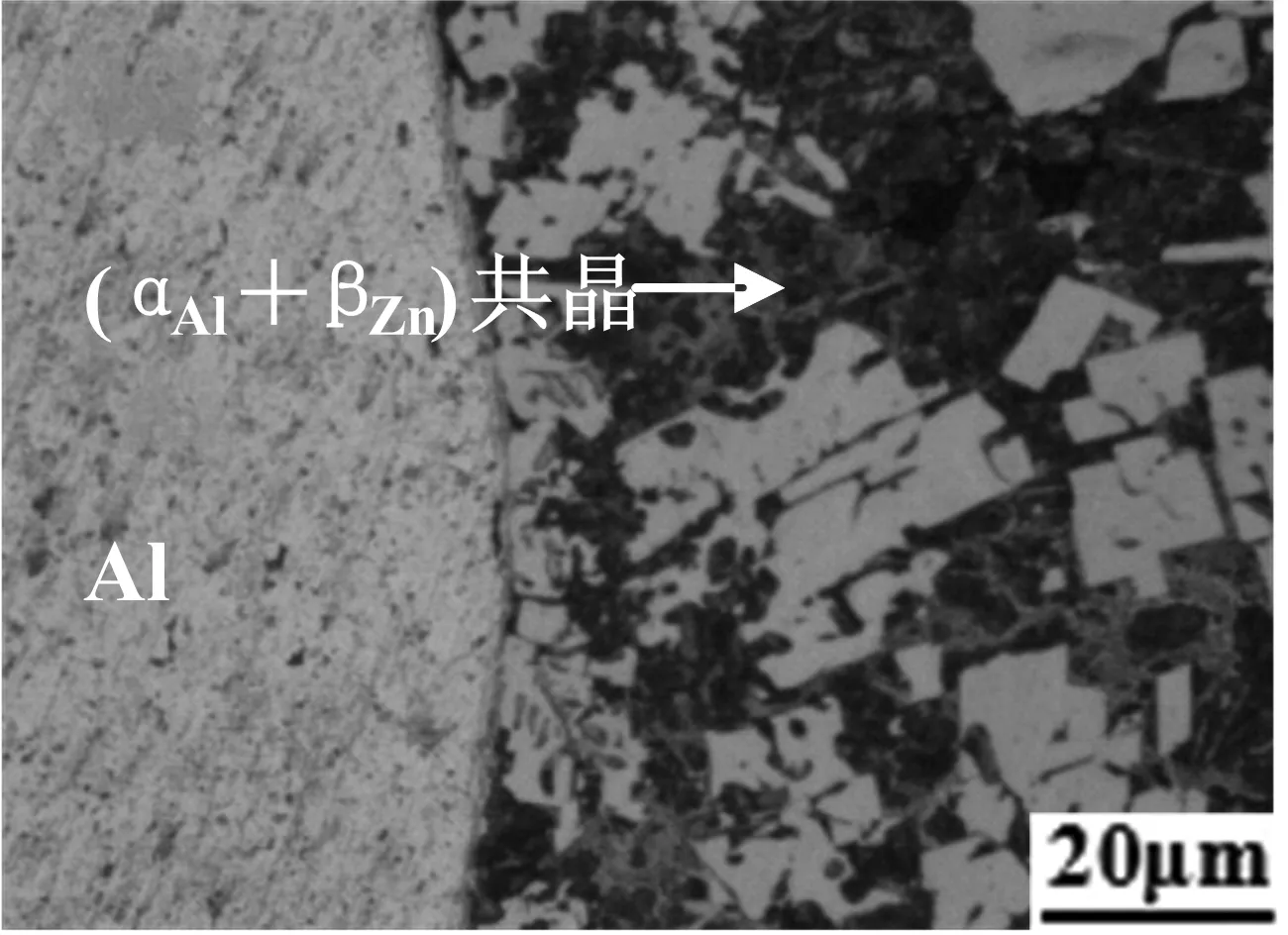
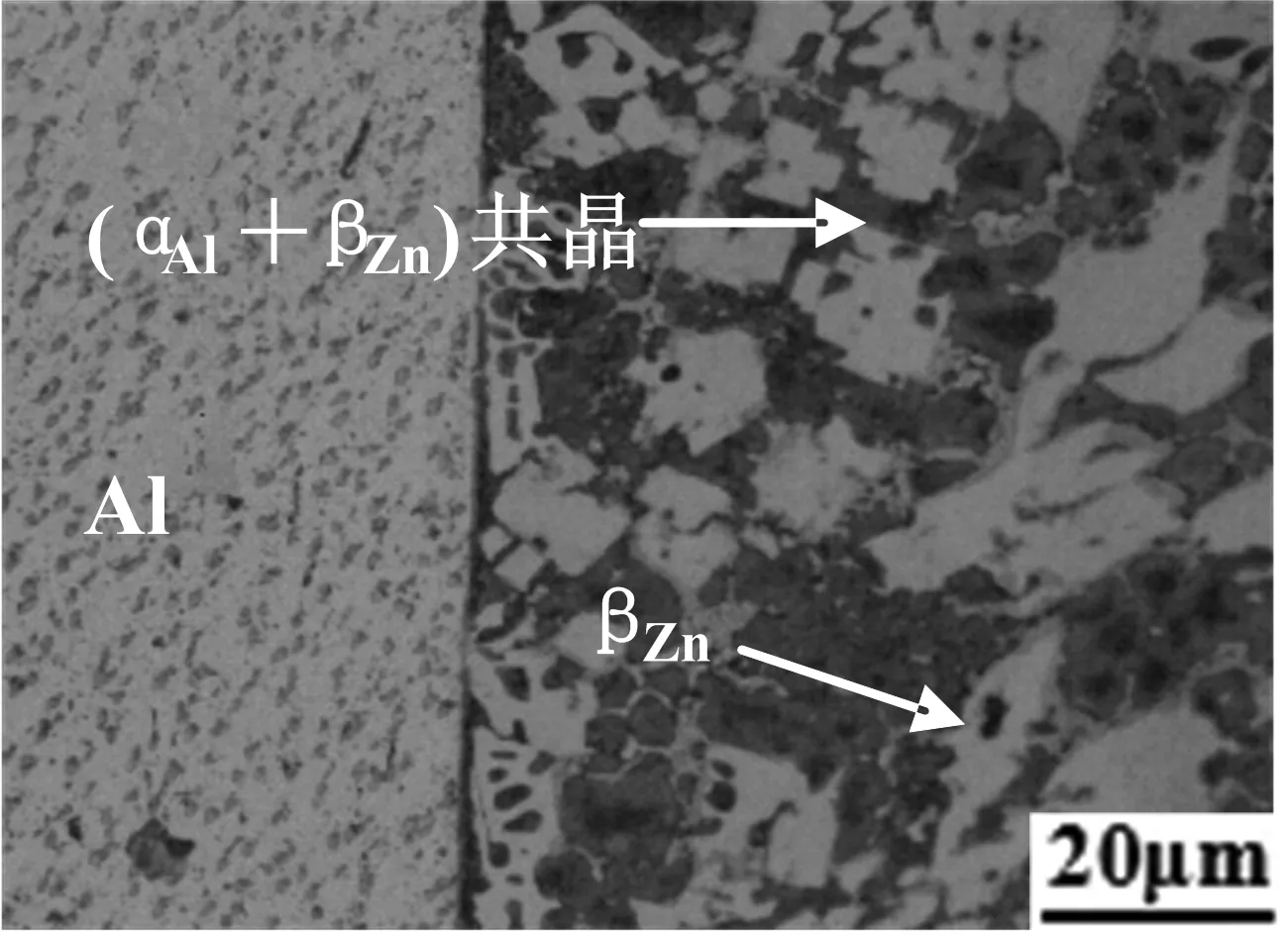
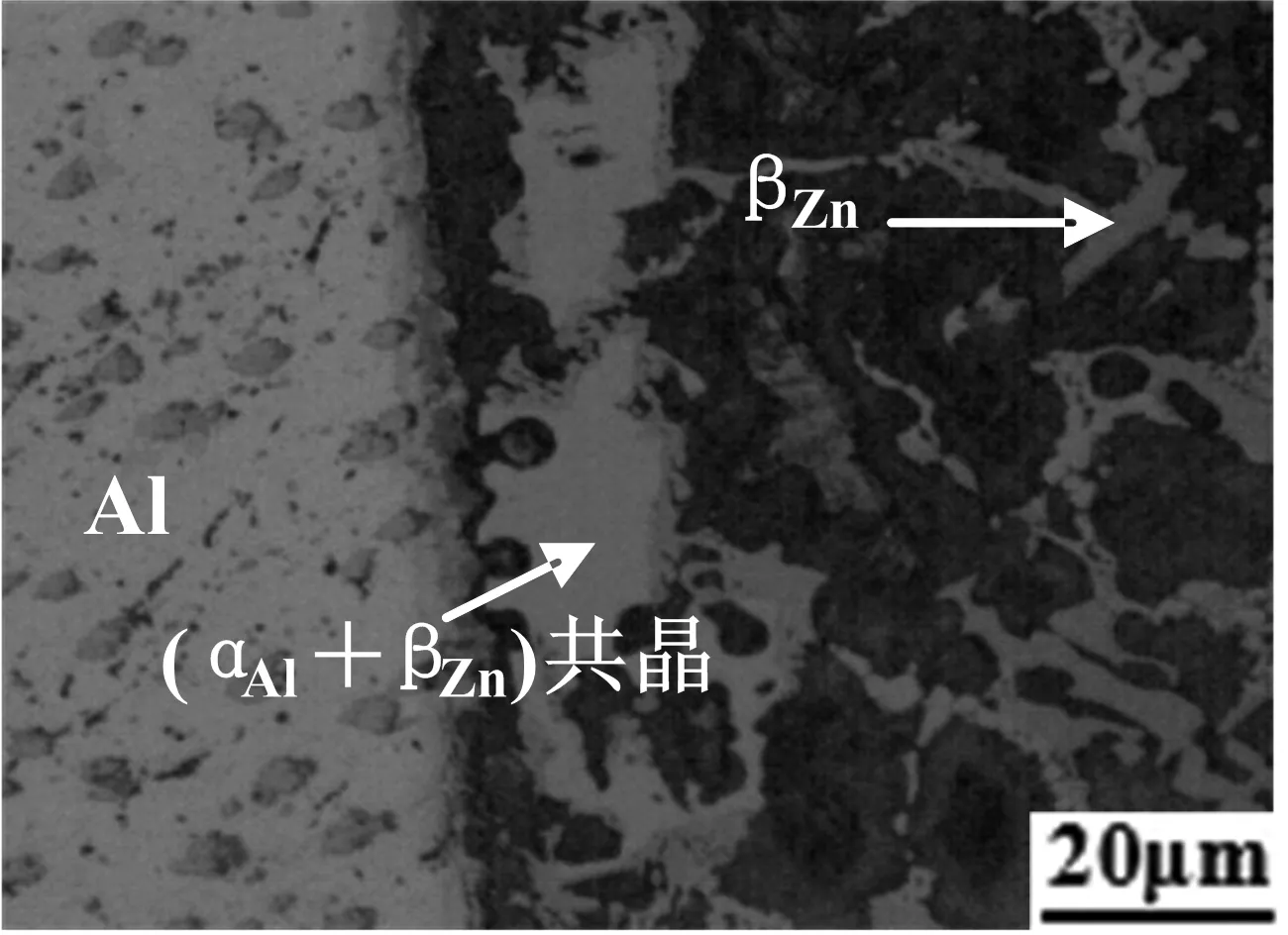
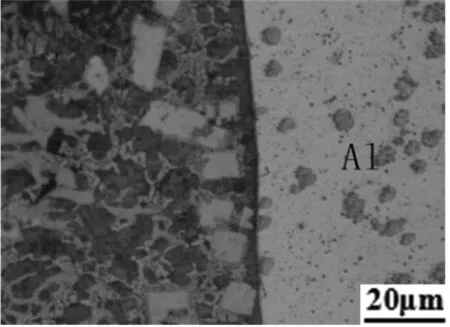
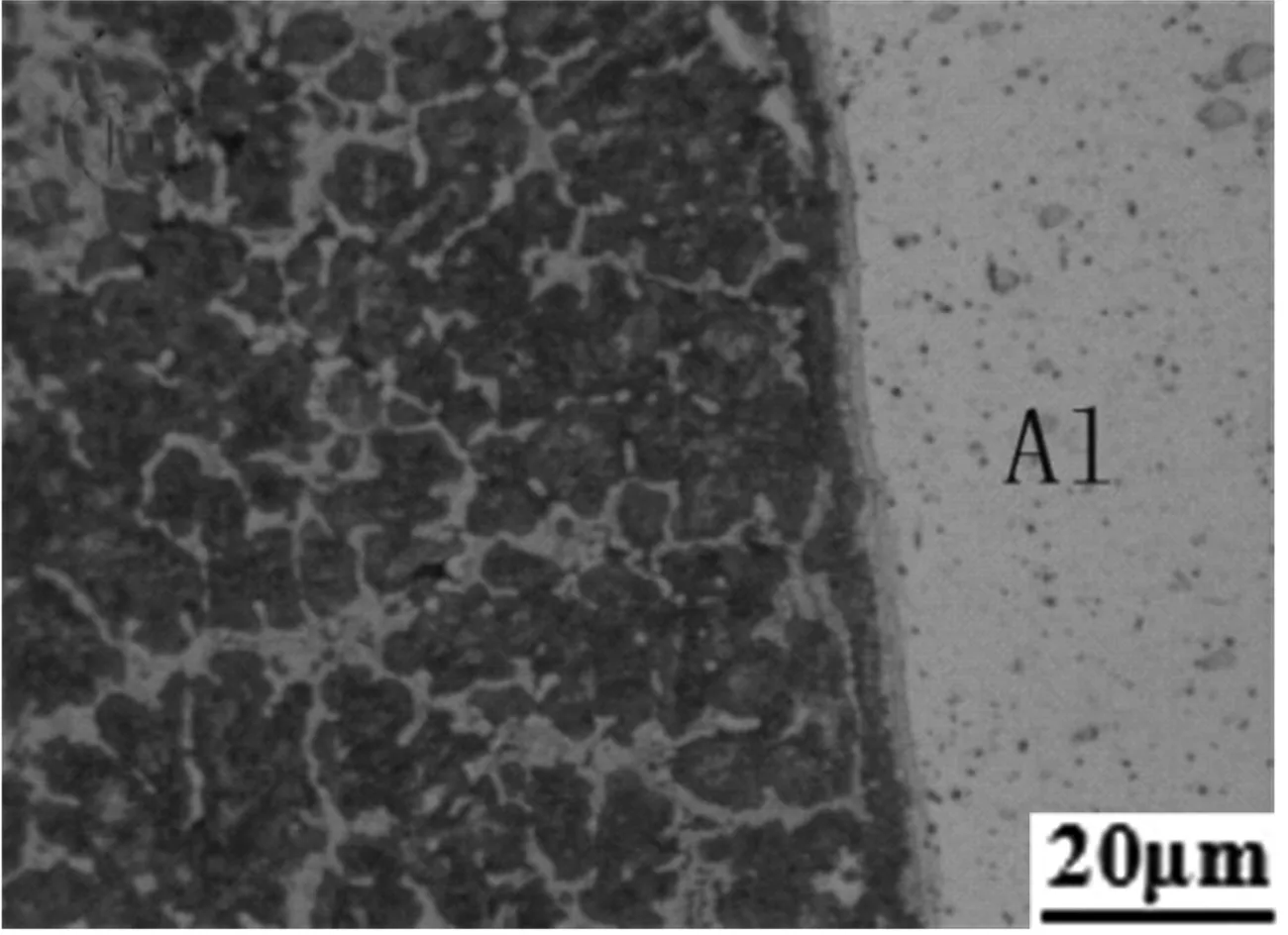
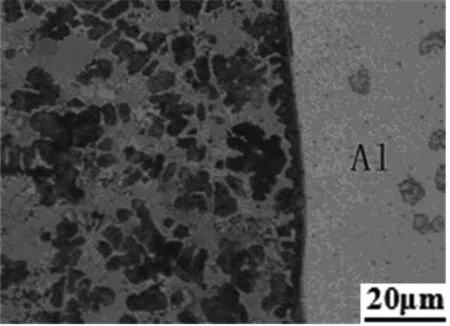
锌铝药芯钎焊丝炉中钎焊铝/铜接头中铝母材侧界面结构如图4.钎料和铝母材连接致密,形成良好的冶金结合.
a) 1号钎料
b) 2号钎料
c) 3号钎料
d) 4号钎料

e) 5号钎料图4 炉中钎焊铝/铜接头中铝侧界面结构Fig.4 Interface structures of Cu side in the Al/Cu joints brazed by furnace brazing
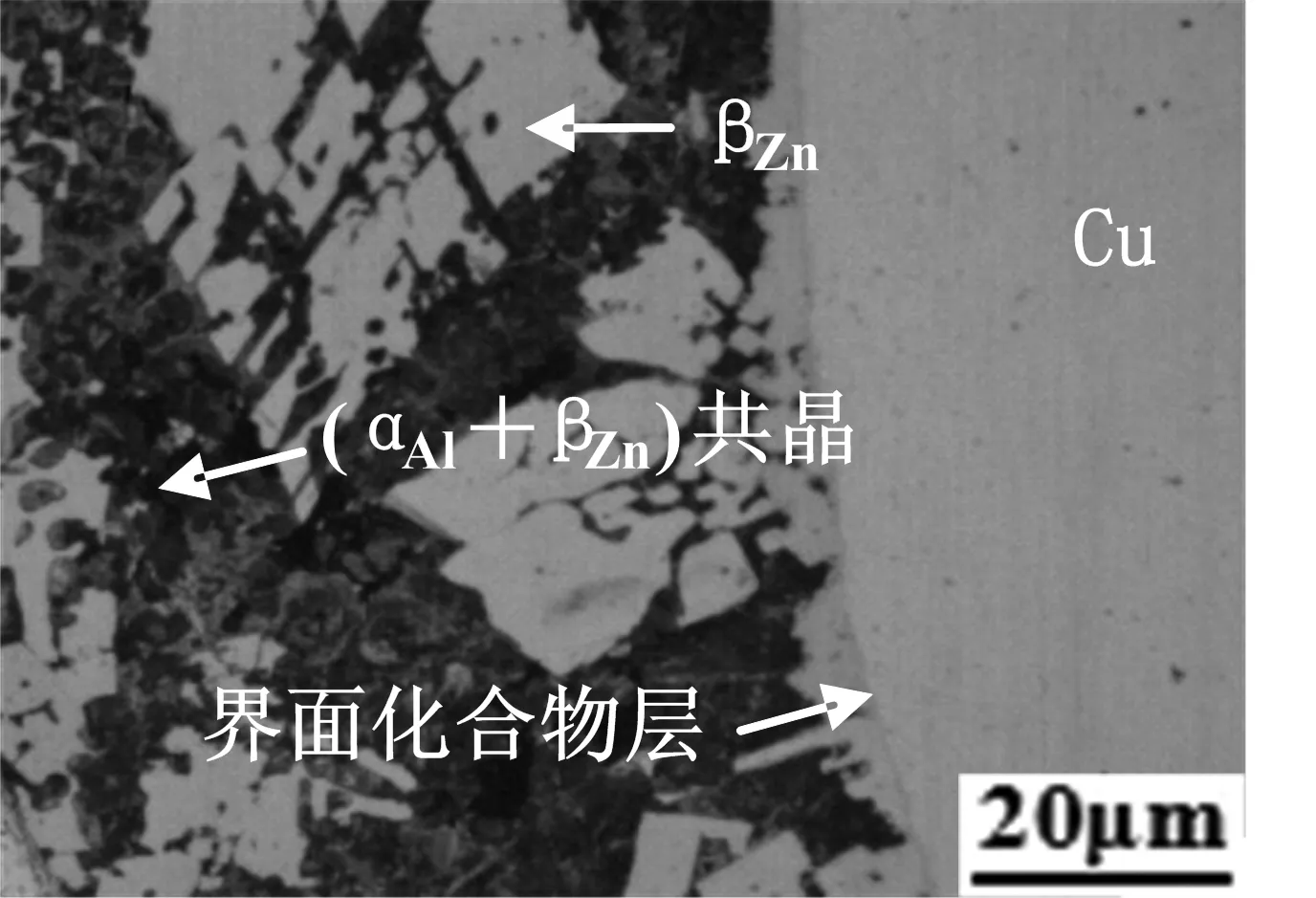
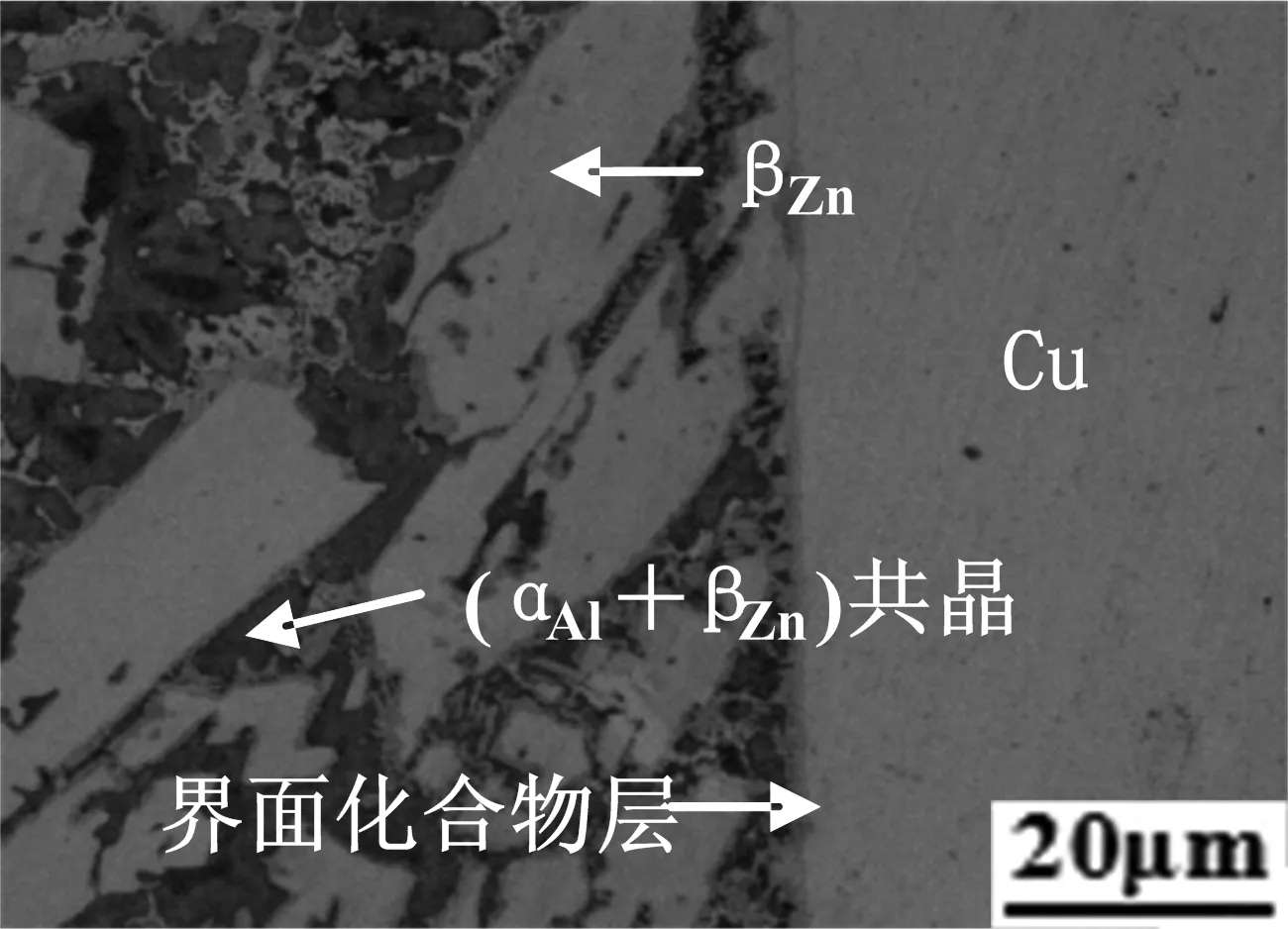
锌铝药芯钎焊丝炉中钎焊铝/铜接头中铜母材侧界面结构如图5.钎料和铜母材连接致密,形成良好的冶金结合.钎缝组织和铜母材可以看到明显的联生结晶现象.
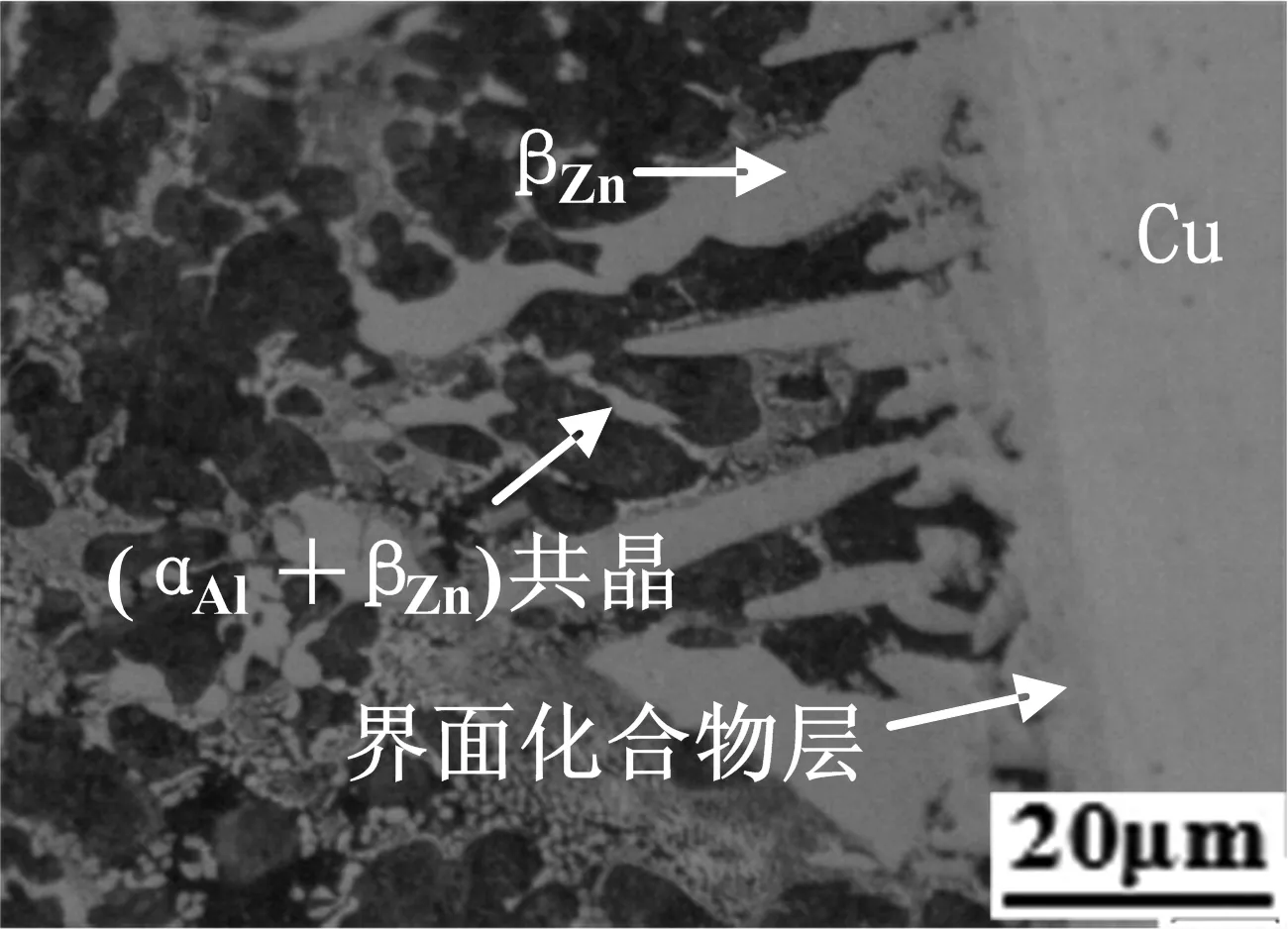
a) 1号钎料
b) 2号钎料
c) 3号钎料
d) 4号钎料
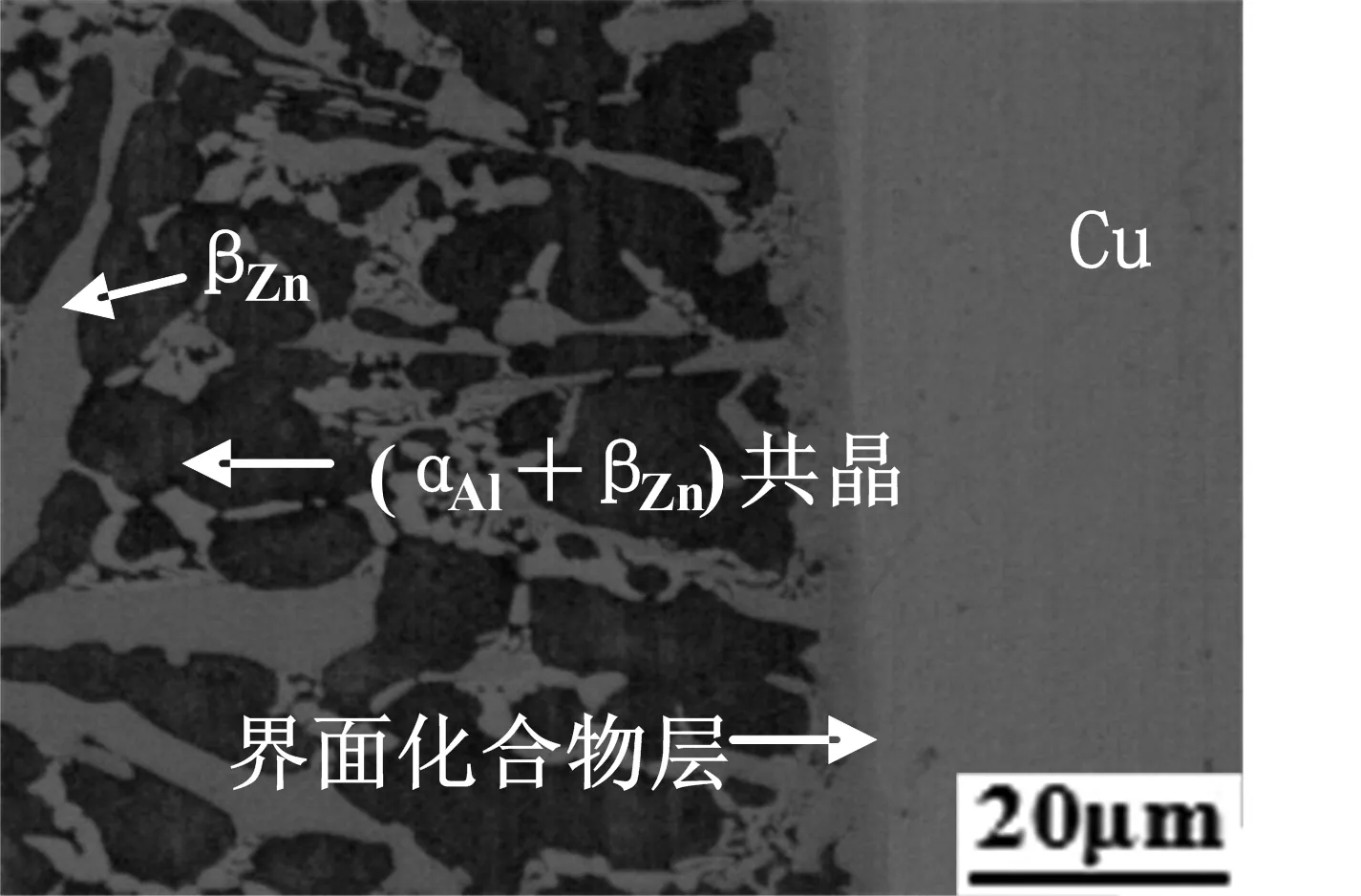
e) 5号钎料图5 炉中钎焊铝/铜接头中铜侧界面结构Fig.5 Interface structures of Cu side in the Al/Cu joints brazed by furnace brazing
根据Zn-Al相图,Zn-Al钎料钎焊铝/铜接头的组织应是初生相加(αAl+βZn)共晶,在共晶点Zn78Al22以左,为αAl+(αAl+βZn)共晶;在共晶点Zn78Al22以右,为βZn+(αAl+βZn)共晶.由于铝与锌之间互溶度很大,在铝母材侧,由于铝向液态钎料的快速溶解,使铝侧附近界面中Al含量急剧提高,冷凝时就会出现αAl作为初晶沿母材的某些晶粒为晶核联生长大.但向钎缝中心,则随锌含量的急剧升高,其组织为βZn+(αAl+βZn)共晶.图4中大块的亮白色块状物体主要成分是锌,即为βZn初晶.观察图4中的连接界面,随锌含量提高铝含量降低,连接界面呈锯齿状,说明高锌锌铝钎料对铝母材有强烈的溶蚀作用.
在图5中可以发现钎料中的Zn,Al向铜母材扩散,形成一明显的界面化合物层,当Zn,Al浓度达到一定值时,在界面上与Cu生成Cu-Zn和Cu-Al化合物[4,6],3,4号钎料中含Al较少,因而主要是生成铜锌化合物;1,2号钎料含Al较多,Al在铜中扩散较快,主要是生成铜铝化合物.
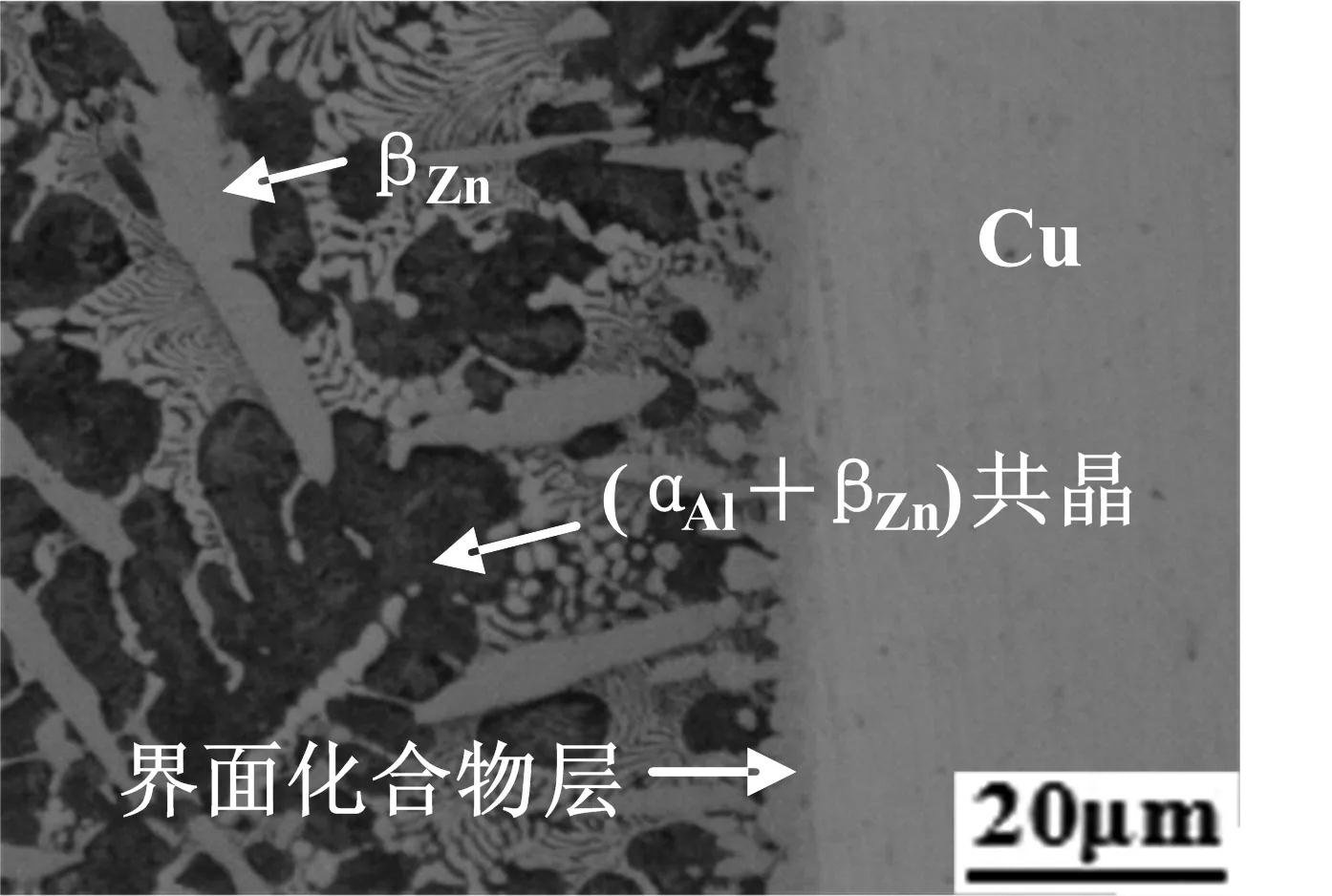
根据前面强度试验结果:采用2号钎料钎焊的铝/铜接头强度最高.由图5钎缝微观结构发现,2号钎料钎缝组织中亮白色的βZn呈块状,而1,3,4号钎料的钎缝组织中βZn呈片状或笋状,块状的组织更有利于得到高强度.另外,试验发现:锌铝药芯钎焊丝钎焊铝/铜接头一般断裂于铜母材侧的钎缝,说明铜母材侧的钎缝界面结构对接头强度有重要的影响.根据Cu-Zn和Cu-Al相图,室温下Zn在Cu中的固溶度大致为39%,Al在Cu中的固溶度大致为8%;而Cu在Zn,Al中的固溶度均很小.因此在锌铝药芯钎焊丝的钎焊温度下,在铜侧界面主要发生的是液态钎料中Zn,Al向母材Cu的扩散,而钎料中过高的Zn含量或Al含量均会导致界面中出现脆性的Cu-Zn或Cu-Al脆性化合物,从而降低接头强度.2号锌铝药芯钎焊丝成分为Zn80Al20,Zn,Al含量适中,铜侧钎缝界面结构主要以固溶体为主,这可能是2号钎料具有最高接头强度的主要原因之一.
含银元素的5号锌铝药芯钎焊丝钎焊铝/铜接头的强度仅次于2号钎料.这是因为Ag可提高锌铝钎料的润湿性,并使钎料组织变质及晶粒细化,从而提高铝/铜接头的强度,但5号钎料铜母材侧的钎缝组织为片状,导致其强度不如2号钎料钎焊的铝/铜接头.
采用锌铝药芯钎焊丝火焰钎焊铝/铜接头中铝侧界面结构如图6.
a) 1号钎料
b) 2号钎料
c) 5号钎料图6 火焰钎焊铝/铜接头中铝侧界面结构Fig.6 Interface structures of Al side in the Al/Cu joints brazed by flame brazing
对比图4、图6发现:火焰钎焊焊缝组织要细小致密很多,这是由于火焰钎焊和炉中钎焊的不同特点所造成的.火焰钎焊加热冷却速度快,高温停留时间短,因此焊缝组织细小.另外,炉中钎焊由于高温停留时间长,铝/铜接头铝侧由于铝向液态钎料的过度溶解导致熔蚀,铝/铜接头铜侧由于液态钎料中的Zn,Al向母材Cu的过度扩散出现脆性的Cu-Zn或Cu-Al化合物,均会使接头强度降低.
3 结论
1)对于同成分的锌铝药芯钎焊丝,采用火焰钎焊的铝/铜接头抗剪强度要比炉中钎焊高,Zn80Al20药芯钎焊丝钎焊的铝/铜接头强度最高.
2)随钎料中Al含量降低,铝/铜接头的耐腐蚀性变差,Zn72Al28药芯钎焊丝钎焊的铝/铜接头耐腐蚀性最好.相同条件下,火焰钎焊的铝/铜接头的耐腐性明显好于炉中钎焊的接头.
3)Zn80Al20药芯钎焊丝钎焊的铝/铜接头钎缝组织呈块状.锌铝药芯钎焊丝中适中的Zn,Al含量有利于使铝/铜接头铜侧界面得到固溶体组织,并避免铝侧母材的过度熔蚀.
参考文献(References)
[1] 龙伟民,于新泉,张雷,等.锌铝药芯钎焊丝的发展及应用展望[C]∥第十六届全国钎焊及特种连接技术交流会论文集.2008:146-149.
[2] 龙伟民,张雷程, 亚芳. 铝与铜连接技术的研究[J]. 金属加工,2008,58(12):47-49.
Long Wiming, Zhang Leicheng, Ya Fang. The research of Al and Cu connect technology[J].MetalWorking,2008,58(12):47-49. (in Chinese)
[3] 倪艳敏,章文英.Al-Cu钎焊接头性能的改善[J].热加工工艺,2002,31(3):56-58.
Ni Yanmin, Zhang Wenying. The performance improvement of Al-Cu brazing joint[J].HotWorkingTechnology,2002,31(3):56-58. (in Chinese)
[4] 刘凤美,陈平,锌基中温钎料的研究[J].材料研究与应用,2008,2(2):126-128.
Liu Meifeng,Chen Ping. The research of zinc-based intermediate temperature solder[J].MaterialsResearchandApplication,2008,2(2):126-128. (in Chinese)
[5] 颜鑫鑫,许祥平,邹家生.锌铝药芯钎焊丝制备及润湿性研究[J]. 焊接,2013(1):32-35.
Yan Xinxin, Xu Xiangping, Zou Jiasheng. Preparation and wettability rlayer connecting model[J].Welding,2013(1):32-35.(in Chinese)
[6] 薛松柏,董健.Al/Cu管异种材料火焰钎焊连接[J].焊接,2003(12):23-25.
Xue Songbai, Dong Jian.The flame brazing′s connection of Al/Cu pipe dissimilar materials[J].Welding,2003(12):23-25.(in Chinese)
猜你喜欢
机械制造(2022年5期)2022-06-10 02:03:10
电焊机(2018年4期)2018-05-03 03:12:10
制造技术与机床(2017年3期)2017-06-23 08:11:30
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
焊接(2016年3期)2016-02-27 13:01:27
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年5期)2015-07-18 11:03:41