两级厌氧-好氧-厌氧氨氧化组合工艺处理制药和淀粉混合废水
2013-11-01 03:20姚宏王钰楷何永淼徐菁田盛马友千张树军
环境工程技术学报 2013年3期
姚宏,王钰楷,何永淼,徐菁,田盛,马友千,张树军
1.北京交通大学市政环境工程系,北京 100044 2.哈尔滨辰能工大环保科技股份有限公司,黑龙江 哈尔滨 150078 3.北京排水集团,北京 100056
两级厌氧-好氧-厌氧氨氧化组合工艺处理制药和淀粉混合废水
姚宏1,王钰楷1,何永淼1,徐菁1,田盛2,马友千2,张树军3
1.北京交通大学市政环境工程系,北京 100044 2.哈尔滨辰能工大环保科技股份有限公司,黑龙江 哈尔滨 150078 3.北京排水集团,北京 100056
采用两级厌氧-好氧-厌氧氨氧化组合工艺处理金霉素和淀粉生产混合废水。连续272 d现场试验结果表明,当原水CODCr为4 000~16 000 mgL,氨氮浓度为100~800 mgL(均值为530 mgL),总氮浓度为200~1 000 mgL(均值为624.4 mgL)时,该组合工艺对CODCr去除率为94%~98%,对氨氮和总氮去除率均值分别为96.9%和89.8%。出水CODCr、氨氮和总氮浓度均值分别为514、15.6和59.2 mgL。组合工艺可有效削减有机物负荷,减轻后续深度处理的负担,同时通过生物处理除氮降低了常规物化脱氮的运行费用和投资成本,且出水氨氮和总氮浓度均满足GB 21903—2008《发酵类制药工业水污染物排放标准》要求。
混合废水;两级厌氧反应器(UASB);好氧反应器(AO系统);厌氧氨氧化(ANAMMOX);金霉素;淀粉
抗生素废水具有高有机物浓度、高氨氮、高硫酸盐、高毒性等特点,是世界上公认的难降解高氨氮有机废水[1]。其生物毒性不但表现在常规综合指标或某一有毒有害污染物指标上,并且表现为可引起各种复合毒性[2]。目前,国外处理抗生素废水的主导工艺为厌氧和好氧生物处理组合,利用微生物,主要是细菌的代谢作用,实现污染物的脱毒和降解。开发工业废水有毒有机物高效生物处理技术的关键在于培养和保持能够适应工业废水特点的高效菌群,如耐受高含盐、高温、高冲击负荷、高毒性等特点的微生物[3]。许多学者[4-10]报道了利用厌氧和好氧生物处理组合工艺处理金霉素、青霉素、四环素、头孢拉定等抗生素废水,在有机物去除方面取得很好的效果。生产抗生素的发酵和提炼工艺中大量使用有机、无机氮化合物,其中的很大一部分残留在废水中,目前推广使用的抗生素废水处理组合工艺以去除CODCr为目的,除氮能力极其有限,使大量氨氮随废水排放到天然水体中,对水生态系统造成严重破坏。2008年国家颁布了GB 21903—2008《发酵类制药工业水污染物排放标准》,对氮的排放明确提出了要求。国内许多学者开展了对抗生素废水的脱氮研究,如孙京敏等[11-13]关于膜生物反应器、生物接触氧化与兼性水解及两段氧化脱氮试验研究;陈婷婷等[14-15]开展的制药废水厌氧氨氧化(ANAMMOX)脱氮性能与毒性机理的研究,但仅讨论了水的稀释倍数对脱氮性能及产生的毒性之间的关系。此外,Jin等[16-17]还对厌氧氨氧化反应的动力学机理和菌群构成等方面进行了细致的研究。国外对于厌氧氨氧化的研究着重于实验室配水试验对其反应机理和运行参数的研究,如对厌氧氨氧化的生理参数进行的细致研究[18],Strous等[19]在基质限制条件下用序批式反应器(SBR)运行两年,测得了三个重要的动力参数。而采用厌氧氨氧化工艺处理实际抗生素废水运行效果鲜有报道。
为节约运行成本,减轻金霉素废水毒性,提高金霉素废水的可生化性,笔者采用两级厌氧-好氧-厌氧氨氧化组合工艺同时处理金霉素和淀粉混合废水,现场连续运行272 d,重点探讨该组合工艺各单元对实际制药厂废水中有机污染物、氨氮、总氮等的去除规律及效果,以期为实际工程的设计及运行提供有力支撑。
1 工艺与方法
1.1 工艺流程与条件
两级厌氧-好氧-厌氧氨氧化工艺流程见图1。其中,UASB反应器(两级厌氧工艺)和厌氧氨氧化反应器的内径均为0.08 m,总高为1.9 m,有效容积为8.25 L;反应器外部包有保温材料,反应器内有加热棒并连接有耦合电阻控制器,采用水浴加热,温度实现全自动控制。AO反应器(好氧工艺)的长×宽×高为0.5 m×0.12 m×0.35 m,有效容积15 L,共11格,第1格为厌氧段,后10格为好氧段。具体组装设备见表1。

图1 两级厌氧-好氧-厌氧氨氧化工艺流程Fig.1 The process scheme chart of two-phase anaerobic, aerobic and anaerobic ammonia oxidation
1.2 试验水质与污泥接种
以某金霉素制药企业及其下属淀粉厂混合废水为研究对象,试验用水取自该厂废水处理厂的调节池,污泥分别取自该废水处理厂的厌氧反应器、好氧反应器(采用周期循环好氧活性污泥法)及笔者实验室提前驯化和培养好的厌氧氨氧化颗粒污泥,该厂排放废水水质如表2所示。

表2 废水处理厂进水水质
1.3 组合工艺运行过程
组合工艺总计运行272 d,经历三个阶段:启动阶段、负荷提高阶段和满负荷阶段。各工艺运行过程中的主要参数如表3所示。

表3 组合工艺各单元运行参数
2 结果与讨论
2.1 组合工艺对CODCr的去除
原水为金霉素生产废水和淀粉生产废水的混合废水,组合工艺进出水CODCr的变化如图2所示。
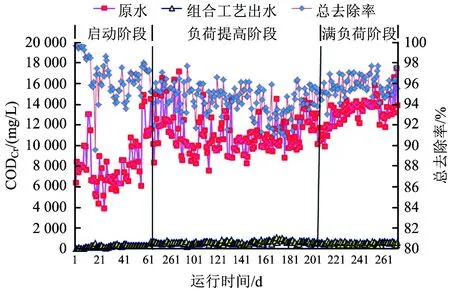
图2 组合工艺进出水CODCr变化Fig.2 Variation of influent and effluent CODCr along operation time
从图2可以看出,两级厌氧-好氧-厌氧氨氧化组合工艺的进水CODCr基本处在4 000~18 000 mgL,组合工艺的出水CODCr在1 000 mgL以下,均值为514 mgL,组合工艺对CODCr的总去除率基本上都在90%以上,稳定在94%~98%。
两级厌氧-好氧-厌氧氨氧化组合工艺对CODCr的处理效果是由各工作段共同作用的结果,单独靠任一工艺段均无法达到CODCr的高效去除。组合工艺各工艺段单独对CODCr的去除效果如图3所示。

图3 组合工艺各部分对于去除CODCr的贡献Fig.3 CODCr removal contribution of each stage
从图3可以看出,在两级厌氧-好氧-厌氧氨氧化组合工艺中,两级厌氧UASB反应器是去除CODCr的主要工艺段,平均77%的CODCr是在该厌氧段去除的,其中约43%的CODCr是在一级UASB反应器中去除的,约33%的CODCr是在二级UASB反应器中去除的;一级UASB反应器为二级UASB反应器缓冲了大量的不利冲击,并且缓解了二级UASB反应器的处理压力。AO反应器作为主要的短程硝化反应器平均去除约17%的CODCr,对CODCr的去除有一定的贡献。而最后的厌氧氨氧化反应器作为主要的脱氮反应器,平均约有1%的CODCr在该阶段被去除,进一步降低了出水的CODCr。综上所述,在两级厌氧-好氧-厌氧氨氧化组合工艺中,两级厌氧段承担了大部分CODCr的降解任务,而AO段和厌氧氨氧化段也对组合工艺CODCr的去除有一定的作用。
2.2 组合工艺对氨氮的去除
原水中除了含有大量CODCr外,还含有较多的氨氮,组合工艺对氨氮的去除主要发生在AO反应器的短程硝化阶段以及厌氧氨氧化阶段。AO反应器氨氮变化如图4所示,厌氧氨氧化反应器氨氮变化如图5所示。

图4 AO反应器氨氮变化Fig.4 Variation of ammonia concentration in AO stage

图5 厌氧氨氧化进出水氨氮浓度及去除率变化Fig.5 Variation of influent and effluent ammonia concentration and removal rate in ANAMMOX stage
由图4可知,反应器运行期间,进水氨氮浓度为100~500 mgL,变化显著,波动明显,大部分时间在400 mgL左右;出水氨氮浓度比较稳定,基本处于200 mgL以下;反应器启动阶段(1~61 d)氨氮转化率较大,这是因为反应器DO浓度(1~3 mgL)较高,且还没有形成稳定的短程硝化,所以80%以上的氨氮被硝化;当反应器进入稳定运行阶段(62~80 d)后,氨氮的转化率基本上在50%~70%,81~141 d时,由于降低了DO浓度(≤0.5 mgL),导致氨氮转化率出现较大波动,出水氨氮浓度也直线上升,超过了200 mgL,第141天后,增加曝气量,DO浓度有所增加,且保持稳定,该阶段氨氮转化率稳定在60%,出水氨氮浓度稳定在160 mgL。
由图5可知,厌氧氨氧化反应器启动阶段(1~61 d),氨氮的去除率不稳定(40%~90%),波动较大;进入运行阶段(61~100) d后,进水氨氮浓度为50~200 mgL,变化显著,出水氨氮浓度基本上在40 mgL以下,变化不大,氨氮的去除率在90%左右,反应器进入较为稳定的运行阶段;在稳定运行期间,不难看出,进水氨氮浓度过高,会造成氨氮去除率明显降低,波动明显。101~141 d,出水氨氮浓度有较大提升,其原因是进水氨氮浓度有所升高,但出水变化趋势与进水变化趋势相同,高的进水氨氮浓度对系统造成一定冲击,致使氨氮去除率明显下降(80%左右),且波动较大。由此可见,高进水氨氮浓度对系统冲击较大,维持较为稳定且合适的进水氨氮浓度对厌氧氨氧化反应器尤为重要。
综上所述,两级厌氧-好氧-厌氧氨氧化组合工艺具有很好的抗冲击性、适应性和稳定性,对氨氮有很好的去除效果,能够保证稳定高效的氨氮去除率和理想的出水氨氮浓度(图6)。
从图6可以看出,两级厌氧-好氧-厌氧氨氧化组合工艺对氨氮的处理效果明显。系统进水氨氮浓度为100~800 mgL,均值为530 mgL,组合工艺氨氮去除率稳定在90%以上,均值为96.9%,且出水氨氮浓度均在100 mgL以下,均值为15.6 mgL,出水氨氮浓度稳定。两级厌氧-好氧-厌氧氨氧化组合工艺对氨氮的高效去除,主要是因为AO反应器实现高效的短程硝化,厌氧氨氧化实现稳定去除,短程硝化和厌氧氨氧化的结合使氨氮去除效果明显,当组合工艺稳定运行后,二者结合既能达到高效去除氨氮,又可以节省曝气耗能。
2.3 组合工艺对总氮的去除
总氮作为水体的重要指标,其稳定去除关系到工艺是否达标和可行。AO反应器短程硝化阶段主要目的是将氨氮短程硝化为亚硝态氮,而总氮的去除主要集中在厌氧氨氧化阶段(图7)。
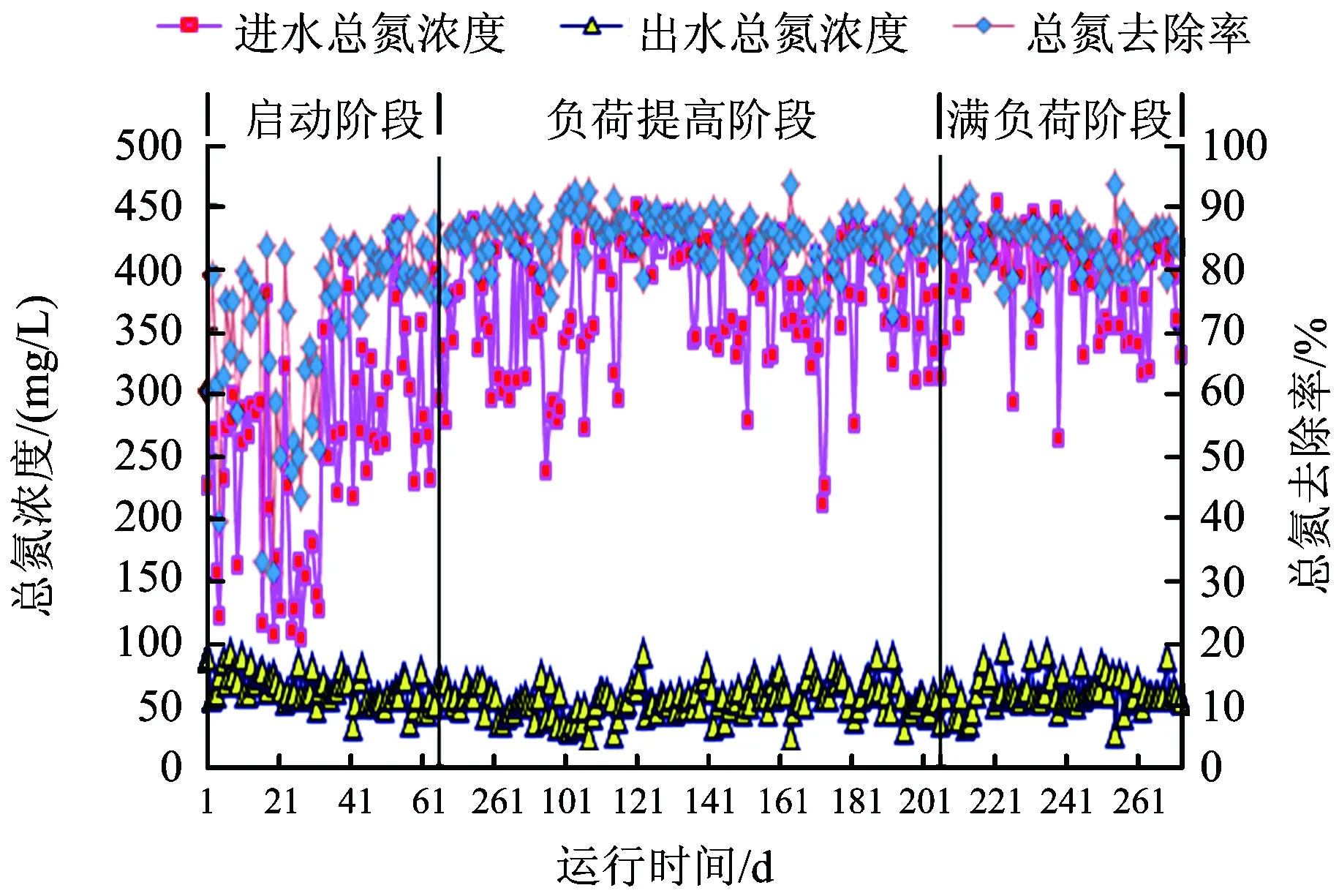
图7 厌氧氨氧化进出水总氮浓度及去除率变化Fig.7 Variation of influent and effluent total nitrogen concentration and removal rate in ANNAMMOX stage
由图7可知,厌氧氨氧化反应器启动阶段(1~61 d),总氮的去除率不稳定,为40%~90%,该阶段进水总氮浓度波动幅度也较大(100~300 mgL);第61天后,系统进入稳定运行阶段,进水总氮浓度为200~450 mgL,均值为300 mgL,出水总氮浓度基本在100 mgL以下,均值为50 mgL,而总氮的去除率稳定在80%~90%。可见,厌氧氨氧化反应器稳定运行期间,对总氮有很好的去除效果。
两级厌氧-好氧-厌氧氨氧化总的组合工艺中进出水总氮浓度与去除率变化如图8所示。

图8 组合工艺中进出水总氮浓度及去除率变化Fig.8 Variation of influent and effluent total nitrogen concentration and removal rate along the process
从图8可以看出,两级厌氧-好氧-厌氧氨氧化组合工艺进水总氮浓度为200~1 000 mgL,均值为624.4 mgL,组合工艺联合处理后,总氮的去除率稳定在80%~95%,均值为89.8%,出水总氮浓度在100 mgL以下,均值为59.2 mgL。综上所述,该组合工艺对总氮有很好的去除效果,能够保证稳定且高效的总氮去除率,出水总氮浓度较低,能满足现行的发酵类制药废水对总氮的排放要求。
3 结论
(1)两级厌氧-好氧-厌氧氨氧化组合工艺对CODCr、氨氮及总氮均具有稳定和高效的去除效果,其作为金霉素和淀粉生产混合废水预处理工艺是可行的。
(2)两级厌氧-好氧-厌氧氨氧化组合工艺处理金霉素和淀粉生产混合废水,当进水CODCr为4 000~16 000 mgL时,出水CODCr为1 000 mgL以下,均值为514 mgL,CODCr的总去除率为94%~98%,其中两级UASB厌氧段平均贡献了77%,好氧段平均贡献了17%,厌氧氨氧化平均贡献了1%,可以看出组合工艺中两级UASB厌氧段对CODCr的去除起主要作用。
[1]ROLINSON G N,GEDDES A M.The 50th anniversary of the discovery of 6-aminopenicillanic acid (6-APA)[J].International Journal of Antimicrobial Agents,2007,29(1):3-8.
[2]胡洪营,吴乾元,杨扬,等.面向毒性控制的工业废水水质安全评价与管理方法[J].环境工程技术学报,2011,1(1):46-51.
[3]周岳溪,宋玉栋,蒋进元,等.工业废水有毒有机物全过程控制技术策略与实践[J].环境工程技术学报,2011,1(1):7-14.
[4]AMIN M M,ZILLES J L,CHARBONNEAU S,et al.Influence of the antibiotic erythromycin on anaerobic treatment of a pharmaceutical wastewater[J].Environ Sci Technol,2006,40(12):3971-3977.
[5]de GRAAFF M S,VIENO N M, KUJAWA-ROELEVELD K,et al.Fate of hormones and pharmaceuticals during combined anaerobic treatment and nitrogen removal by partial nitritation-anammox in vacuum collected black water[J].Water Res,2011,45(1):375-383.
[6]巩有奎,张林生.抗生素废水处理研究进展[J].工业水处理,2005,25(12):1-4.
[7]王国平,邹联沛.UASB-膜生物反应器处理抗生素废水的研究[J].环境科学与技术,2006,29(9):96-98.
[8]TANG C J,ZHENG P,CHEN T T,et al.Enhanced nitrogen removal from pharmaceutical wastewater using SBA-ANAMMOX process[J].Water Res,2011,45(1):2201-2210.
[9]SHIMADA T,ZILLES J L,MORGENROTH E,et al.Inhibitory effects of themacrolide antimicrobial tylosin on anaerobic treatment[J].Biotechnology and Bioengineering,2008,101(1):73-82.
[10]何永淼.两级厌氧-好氧-厌氧氨氧化组合工艺处理金霉素废水的试验研究[D].北京:北京交通大学,2011.
[11]孙京敏,韩美清,任立人.膜生物反应器(MBR)工艺处理抗生素废水中试研究[J].环境工程,2007,25(5):14-16.
[12]梅竹松,杨天强,叶小忠.生物接触氧化与兼氧水解-Bardenpho脱氮工艺应用于农用抗生素废水处理的比较分析[J].环境污染与防治,2007,29(8):631-634.
[13]相会强,李树新,曹相生.抗生素废水两段生物接触氧化脱氮试验研究[J].水处理技术,2006,32(3):35-37.
[14]陈婷婷,唐崇俭,郑平.制药废水厌氧氨氧化脱氮性能与毒性机理的研究[J].中国环境科学,2010, 30(4):504-508.
[15]唐崇俭,郑平,陈建伟.流加菌种对厌氧氨氧化工艺的影响[J].生物工程学报,2011,27(1):1-8.
[16]JIN R C,ZHENG P.Kinetics of nitrogen removal in high rate ANAMMOX upflow filter[J].J Hazard Materi,2009,170(23):652-656.
[17]CHEN T T,ZHENG P,SHEN L D,et al.Kinetic characteristics and microbial community of Anammox-EGSB reactor[J].J Hazard Materi, 2011,190(123):28-35.
[18]van de GRAAF A A,de BRUIJN P,ROBERTSON L A,et al.Autotrophic growth of anaerobic ammonium-oxidizing micro-organisms in a fluidized bed reactor[J].Microbiology,1996,142(8):2187-2196.
[19]STROUS M,HEIJNEN J J,KUENEN J G,et al.The sequencing batch reactor as a powerful tool for the study of slowly growing anaerobic ammonium-oxidizing microorganisms[J].Applied Microbiol Biotechnol,1998,50(5):589-596. ○
StudyonAntibioticandStarchMixedWastewaterTreatmentbyCombinedTwo-phaseAnaerobic,AerobicandANAMMOXProcess
YAO Hong1, WANG Yu-kai1, HE Yong-miao1, XU Jing1, TIAN Sheng2, MA You-qian2, ZHANG Shu-jun3
1.Department of Municipal and Environmental Engineering, Beijing Jiaotong University, Beijing 100044, China 2.Harbin Chenergy HIT Environmental Technology Co., Ltd, Harbin 150078, China 3.Beijing Drainage Group Co., Ltd., Beijing 100056, China
A full-scale test was conducted with a process combining two-phase anaerobic, aerobic and ANAMMOX to treat mixed wastewater from chlortetracycline and starch production. 272 days of continuous experimental result demonstrated that the removal rate of CODCr, ammonia and total nitrogen (TN) of the combined process was 94%-98%, 96.9% and 89.8% when the influent CODCr, ammonia and TN were 4 000-16 000 mgL, 100-800 mgL(average value 530 mgL) and 200-1 000 mgL(average value 624.4 mgL), respectively. The effluent average CODCr, ammonia and TN concentration were 514, 15.6 and 59.2 mgL, respectively. The combined process could effectively reduce the organic load, the burden on the follow-depth treatment, and also the operating and investment costs of conventional materialized denitrification by using biological treatment. The ammonia and TN of effluent could meet theDischargeStandardsofWaterPollutantsforPharmaceuticalIndustryFermentationProducts(GB 21903-2008).
mixed wastewater; two-phase up-flow anaerobic sludge blanket (UASB); AO system; ANAMMOX; chlortetracycline; starch
1674-991X(2013)03-0183-06
2012-10-26
国家水体污染控制与治理科技重大专项(2012ZX07202-002);国家自然科学基金项目(51078023);内蒙古科技厅引导金项目(2010)
姚宏(1975—),女,副教授,主要从事水处理与资源化技术研究,yaohongts@163.com
X703.1
A
10.3969j.issn.1674-991X.2013.03.030
猜你喜欢
化工管理(2022年14期)2022-12-02
云南化工(2021年8期)2021-12-21
食品安全导刊(2021年21期)2021-08-30
中国饲料(2020年7期)2020-06-23
中国猪业(2016年10期)2016-11-16
环境科技(2016年6期)2016-11-10
环境科技(2015年3期)2015-11-08
四川畜牧兽医(2015年10期)2015-08-15
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
数学年刊A辑(中文版)(2014年5期)2014-11-01