含氰黄金尾矿水泥窑资源化共处置的可行性
2013-11-01 03:20桑义敏田巍张倩刘佳李发生谷庆宝
环境工程技术学报 2013年3期
桑义敏,田巍,张倩,刘佳,李发生,谷庆宝*
1.北京石油化工学院环境工程系,北京 102617 2.北京金隅红树林环保技术有限责任公司,北京 100013 3.中国环境科学研究院土壤污染与控制研究室,北京 100012
含氰黄金尾矿水泥窑资源化共处置的可行性
桑义敏1,3,田巍2,张倩3,刘佳2,李发生3,谷庆宝3*
1.北京石油化工学院环境工程系,北京 102617 2.北京金隅红树林环保技术有限责任公司,北京 100013 3.中国环境科学研究院土壤污染与控制研究室,北京 100012
进行了水泥窑资源化共处置含氰黄金尾矿试验,探讨了利用含氰黄金尾矿替代部分水泥原料的可行性,考察了处理后尾矿和排放气体中氰化物的消解效果。结果表明,采用黄金尾矿替代部分水泥原料,在物料成分上是可行的。水泥窑中氧气浓度对尾矿中氰化物去除效率的影响不大,而处理温度对其去除效率有显著影响,高温有助于尾矿中氰化物的去除,处理后尾矿中剩余氰化物浓度满足HJ 350—2007《展览会用地土壤环境质量评价标准》的相关标准要求。氧气浓度对排放气体中氰化物的消解率有一定的影响,氧气浓度高,则排放气体中氰化物浓度低,而排放气体中氰化物浓度基本不受处理温度的影响。总体上,气态氰化物的消解率均在98%以上,排放气体中的氰化物浓度满足GB 16297—1996《大气污染物综合排放标准》和GBZ 2.1—2007《工作场所有害因素职业接触限值》的相关要求。
黄金尾矿;氰化物;水泥窑共处置;资源化
氰化物是黄金工业的重要浸金药剂,黄金冶炼行业涉及到的各种氰化物多为无机氰化物。无机氰化物为剧毒物质,可通过皮肤、口鼻吸入体内,危害极大。黄金冶炼产生的大量含氰尾矿侵占大面积土地,存在水源和土壤污染的风险,废弃尾矿若管理不善,有可能发生重大环境事故,如尾矿坝溃坝、滑坡等[1]。此外,含氰尾矿库的修筑和维护管理也需投入大量资金。因此,从环境保护角度出发,必须对这些黄金尾矿进行处理,避免二次污染;从资源保护角度出发,对黄金尾矿进行资源化开发,可变废为宝,化害为利。2010年4月,工业和信息化部、科学技术部、国土资源部、国家安全生产监督管理总局等相关部门发布了《金属尾矿综合利用专项规划(2010—2015年)》,黄金尾矿被列入尾矿综合利用的重点领域。
目前,国内外均有含氰黄金尾矿处理处置的研究报道[2-4]。其中,采用碱性氯化法处理含氰尾矿的成本偏高,且受氰化物的性质和温度等因素影响,很难保证处理效果[5];压滤干堆法的处理效果不稳定[6];自然降解法在氰化物浓度高时降解过程缓慢[7-8];生物处理法存在处理浓度低、承受负荷小的缺点[9-10]。而利用黄金尾矿砂生产加气混凝土[11]、微晶玻璃[12]、砖[13-14]、硅酸盐水泥[15]等建筑材料可大量消纳黄金尾矿,不仅可以解决困扰尾矿区的环境污染问题,同时还降低了产品的生产成本,具有良好的经济、社会和环境效益。用尾矿生产水泥,主要是利用尾矿中的某些微量元素影响水泥熟料的形成和矿物的组成,包括:1)利用尾矿中含铁量高的特点,以尾矿替代常用水泥配方中的铁粉;2)用尾矿替代水泥原料中的其他成分[16]。而利用含氰黄金尾矿生产水泥鲜有文献报道[17],为此,笔者拟探讨利用含氰黄金尾矿替代水泥部分原料成分的可行性,并就水泥窑资源化共处置含氰黄金尾矿过程中氰化物的消解效果及气体排放情况开展试验研究,一方面通过热处理试验测试尾矿中氰化物的消解率,另一方面对热处理过程挥发出的气体进行收集监测,了解排放气体中氰化物的浓度,以期为氰化物污染尾矿的水泥窑资源化共处置提供科学依据和技术参考。
1 黄金尾矿中氰化物热处理分解反应机理
黄金尾矿中的氰化物主要以氢氰酸,碱金属和铵的氰化物,重金属氰络合物,以及与碱金属、碱土金属、重金属盐离子反应生成的重金属氰络合物或氰络物复盐等几种形式存在。氰化物及氰化氢均不稳定,易分解,当温度大于60 ℃时分解加快,其可能的反应过程为[18-19]:
CN-+2H2O→HCOO-+NH3
(1)
3HCN→(HCN)3
(2)
HCN+0.5O2→HCNO
(3)
HCN+H2O→HCOONH4→NH3+HCOOH
(4)
因此,在有氧气、水蒸汽的条件下,氰化物(包括氰化氢)可以通过加热方式发生以上反应,从而达到降解的目的。但在加热过程中,尾矿中吸附的某些氰化物会以气体形式进入尾气,如果能保证尾气中氰化物浓度达到相关排放标准要求,则可采用水泥窑资源化共处置的方式处理黄金尾矿,利用水泥窑生产过程中的热能及有效气体成分分解氰化物,可以达到降低水泥生产和尾矿处理成本的效果。
2 材料与方法
2.1 仪器设备与试验耗材
设备与仪器:滚筒式回转窑设备(图1),大气采样器,二氧化碳压缩气体进样器,分压表,空气过滤器,气体干燥器,尾气收集装置,集尘器。

1—进料口;2—排气管;3—加热元件;4—滚筒;5—出料口;6—温度控制按钮;7—实际温度显示;8—频率调节按钮;9—控制面板开关;10—出气口;11—二氧化碳压缩瓶。
药剂与材料:优级纯NaOH,优级纯HCl,二氧化碳压缩气体。含氰黄金尾矿取自我国北方某城市周边尾矿库,其中氰化物浓度为4.41 mgkg。
2.2 试验步骤
2.2.1 样品预处理
将采集的黄金尾矿于干燥阴凉处密封保存。开始试验前,将待处理尾矿混合均匀(避免光照及空气对流),采用四分法取样待测。在此过程中,必须尽量减少尾矿样品的空气暴露时间,并避免人体直接接触。
2.2.2 水泥窑共处置试验过程
每次取2 kg尾矿于滚筒式回转窑设备中进行水泥窑共处置试验。试验开始前,要进行设备的空运行,以检查设备系统的各项参数和运行状况。正式试验时,首先打开设备电源,设定回转窑装置的运行参数。在水泥窑共处置过程中,设备要经过升温、工作、排料等阶段。当设备达到工作温度时,尾矿样品从进料口进入滚筒式回转窑装置,在滚筒内折板的搅拌作用下物料均匀受热,通过调节滚筒的倾角和转速来控制物料在回转窑中的停留时间。滚筒式回转窑设备带有自动控制系统,可确保物料在设定的停留时间和温度条件下得到处理,处理后的尾矿从出料口排出。
为了尽可能模拟水泥窑内的实际情况(氧气浓度较低、二氧化碳浓度和水蒸汽含量较高),试验拟通过向回转窑中通入二氧化碳来控制其中的氧气浓度。先根据大气采样器确定的空气流量和气体比例计算试验设备中应控制的二氧化碳浓度和水蒸汽含量。其中,尾矿样品本身含水率为10%左右,能够满足处理过程对水蒸汽含量的要求。处理后的尾矿样品迅速装入取样瓶,待测。
2.2.3 试验过程尾气中氰化物的测定
尾矿水泥窑共处置试验过程中产生的气体进入事先制作好的尾气收集装置(图2)。从图2可以看出,夹杂着颗粒物的气体经集尘器除尘后,进入装有NaOH吸收液的吸收瓶,气体中的氰化物被NaOH吸收后进入干燥器进行干燥,干燥后的气体再经真空泵进入大气采样器,进行气体流量的统计分析。根据大气采样器记录的气体流量及吸收瓶里氰化物浓度的检测结果,最终可计算出排放尾气中的氰化物浓度。整个试验过程采用真空泵系统,使得热处理设备及气体采集装置均在负压下运行,避免了污染物的泄露。

图2 尾气收集处理装置Fig.2 Collection equipment for exhausted gas
热处理前后尾矿及气体吸收液中氰化物浓度由具有资质的第三方专业分析测试机构协助完成。尾矿中的氰化物浓度采用分光光度法测定,吸收液中氰化物浓度采用硝酸银滴定法测定,均以CN-计。
2.3 试验条件
含氰黄金尾矿水泥窑共处置过程中,温度、氧气浓度和水蒸汽含量对氰化物的去除有较大影响。结合某水泥厂水泥窑实际生产工艺参数设定试验条件,如表1所示。

表1 含氰尾矿水泥窑共处置试验条件
注:编号1和2为未通入二氧化碳控制水泥窑内部氧气浓度的试验,编号3和4为模拟实际水泥窑工艺条件要求通入一定比例的二氧化碳来调整水泥窑内氧气浓度的试验。
3 结果与讨论
3.1 黄金尾矿与水泥原料成分对比分析
黄金尾矿是金矿石经磨细提取黄金后排放的废弃物,呈黄色或黄棕色粉状,含有SiO2、CaO和一定量的Fe2O3、Al2O3、MgO等。试验中的含氰尾矿与某水泥厂水泥原料(石灰石、铁尾矿、铝钒石、砂岩)的主要化学成分对比如表2所示。

表2 含氰尾矿砂与某水泥厂水泥原料主要化学成分对比
从表2可知,黄金尾矿的主要化学成分与某水泥厂水泥原料中的铁尾矿成分相近,可见,利用含氰黄金尾矿替代该水泥厂中水泥原料的铁尾矿成分是可行的。
3.2 尾矿中氰化物去除效果的影响研究
(1)温度对尾矿中氰化物去除效果的影响
为模拟某水泥厂水泥窑生产线两个投料点的实际温度,选择150和450 ℃进行试验。在氧气浓度(21%)、原始氰化物(CN-)浓度(4.41 mgkg)等条件一定的情况下,水泥窑共处置温度在150 ℃和450 ℃下,处理后尾矿中的氰化物浓度由2.66 mgkg降到0.18 mgkg,去除率则由39.68%升到95.92%,去除率增加了1倍多(图3)。由此可见,处理温度越高,尾矿中氰化物的去除效果越好。

注:氧气浓度为21%。
(2)氧气浓度对尾矿中氰化物去除效果的影响
为考察水泥窑中氧气浓度对氰化物去除效果的影响,开展了水泥窑中不同氧气浓度下氰化物的去除试验,结果如图4所示。
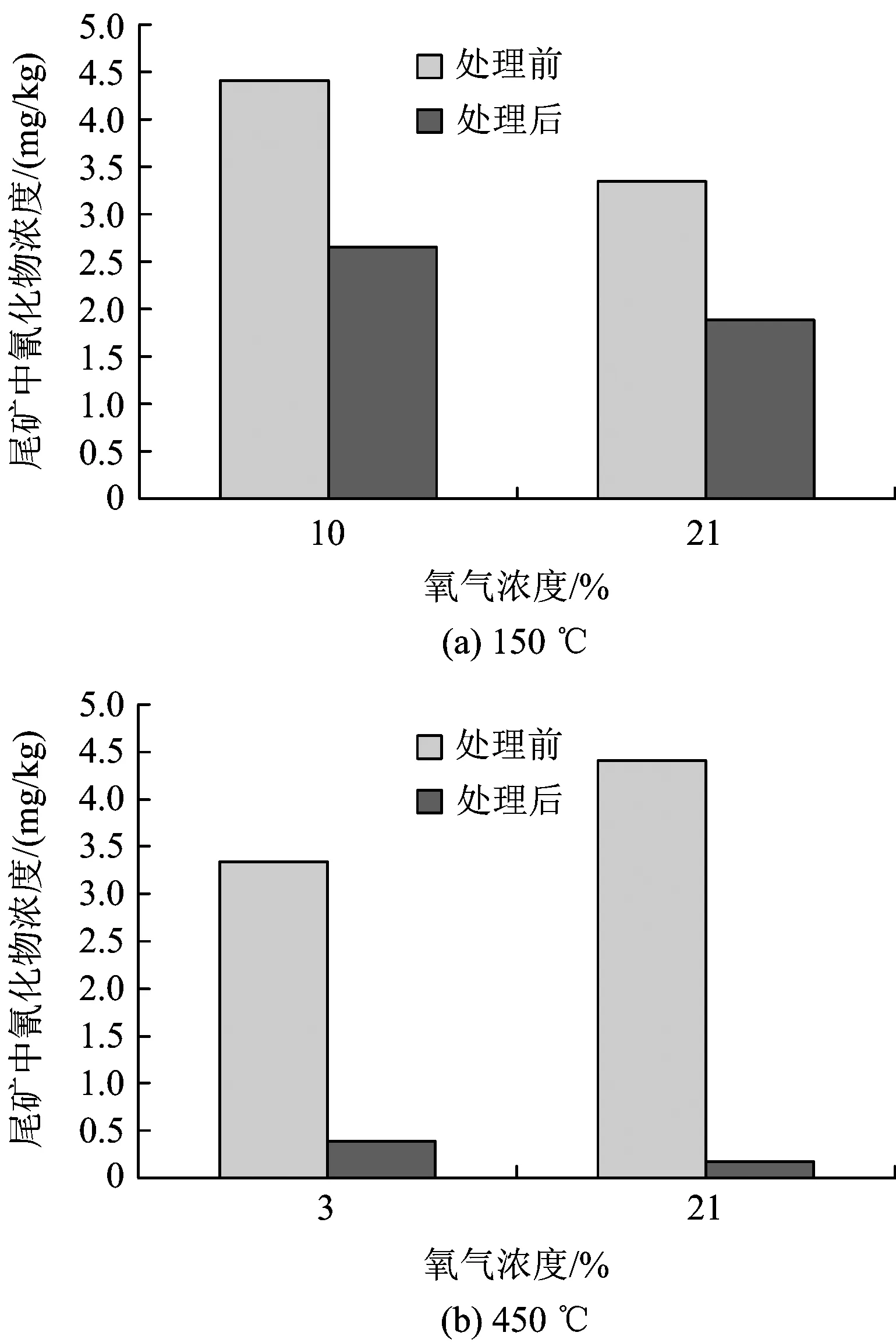
图4 氧气浓度对尾矿中氰化物去除的影响Fig.4 Removals of cyanide in gold mine tails at different oxygen percents
由图4(a)可知,在150 ℃条件下,氧气浓度由21%降为10%时,尾矿中剩余氰化物浓度由1.89 mgkg变为2.66 mgkg,去除率由43.41%降为39.68%,去除率略有降低;由图4(b)可知,在450 ℃条件下,氧气浓度由21%降为3%时,尾矿中剩余氰化物浓度由0.18 mgkg变为0.39 mgkg,去除率由95.92%降为88.32%,去除率有所降低。结果表明,随着氧气浓度的降低,尾矿中氰化物的去除效果有所下降,但幅度不大。该结论与李扬等[20]关于气氛含氧量对有机农药滴滴涕(DDT)热处理特性的影响得出的“滴滴涕热处理残渣中剩余DDT浓度随含氧量增加而减少”结论相一致,均是较高的氧气浓度有利于提高热处理效果。
试验结果还表明,在温度较高(450 ℃)时,无论是否通入二氧化碳,处理后尾矿中氰化物浓度均满足HJ 350—2007《展览会用地土壤环境质量评价标准》的A级标准(0.9 mgkg)要求,可用于各类土地利用类型;在温度较低(150 ℃)时,无论是否通入二氧化碳,尾矿中氰化物浓度均未达到HJ 350—2007的A级标准要求,但满足B级标准(8 mgkg)要求,可用于场馆、绿化和商业公共市政用地等。
3.3 气相中氰化物消解率的影响
(1)温度对排放气体中氰化物消解率的影响
氰化物脱离尾矿固相后不一定全部被消解,可能存在气相中,其在气相中的消解率直接影响到最终排放气体中的氰化物浓度以及操作环境的安全性,因此,有必要考察含氰尾矿水泥窑共处置过程中气态氰化物的产生量及其消解情况,结果如图5所示。

注:氧气浓度为21%。
由图5可知,在氧浓度(21%)一定,水泥窑共处置温度分别为150和450 ℃时,消解前气相中原始氰化物浓度分别为3.5和8.46 mgm3,消解后对应排放气体中氰化物浓度均为0.03 mgm3,气相中氰化物消解率分别为99.59%和99.84%。可见,两种温度下气相中绝大部分氰化物均被降解,说明温度对氰化物的降解影响不大,且较低的温度(150 ℃)即可实现气相中氰化物的大量消解。
(2)氧气浓度对排放气体中氰化物消解率的影响
比较了氧气浓度对排放气体中氰化物消解率的影响,结果如图6所示。

图6 不同氧气浓度对气相中氰化物消解的影响Fig.6 Removals of cyanide in air at different oxygen percents
由图6可知,当水泥窑共处置温度为150 ℃,窑内氧气浓度分别为10%和21%时,消解前气相中原始氰化物浓度分别为2.9和8.5 mgm3,消解后对应的排放气体中氰化物浓度分别为0.13和0.03 mgm3,其气相中氰化物消解率分别为98.00%和99.59%。当水泥窑共处置温度为450 ℃,窑内氧气浓度分别为3%和21%,消解前气相中原始氰化物浓度分别为5.9和8.46 mgm3,消解后对应的排放气体中氰化物浓度分别为0.12和0.03 mgm3,其气相中氰化物消解率分别为99.09%和99.84%。可见,氧气浓度的高低对气相氰化物的降解有一定影响,氧气浓度越大,排放气体中的氰化物浓度越低。其与李扬等[20]关于气氛含氧量对有机农药滴滴涕(DDT)热处理特性的影响结论一致,即900 ℃时尾气中DDTs 残留总量随气氛中含氧量的升高呈明显的下降趋势。总体上,四种试验条件下的气态氰化物消解率均较高,在98%以上。
上述气相中氰化物的产生量和消解率试验表明,在水泥窑共处置过程中,排放气体中的氰化物浓度均满足GB 16297—1996《大气污染物综合排放标准》(对于现有污染源,氰化氢最高允许排放浓度为2.3 mgm3;对于新污染源,氰化氢最高允许排放浓度为1.9 mgm3)和GBZ 2.1—2007《工作场所有害因素职业接触限值》〔工业场所中氰化物容许浓度为1 mgm3(以CN-计)〕的相关要求。
4 结论
(1)含氰黄金尾矿的主要化学成分与某水泥厂水泥原料中的铁尾矿相近,说明将含氰黄金尾矿资源化替代部分水泥原料,在物料成分上是可行的。
(2)水泥窑中氧气浓度对尾矿中氰化物去除效果的影响不大,而热处理温度对尾矿中氰化物的去除效果影响显著。低温(150 ℃)时氰化物的去除率为40%左右,尾矿中剩余氰化物浓度满足HJ 350—2007《展览会用地土壤环境质量评价标准》B级标准要求,可选择性地用作非直接接触土壤用途;高温时(450 ℃)氰化物的去除效率成倍增加,达90%左右,尾矿中剩余氰化物浓度满足HJ 350—2007的A级标准要求,可用于各类土壤用途。
(3)水泥窑共处置含氰尾矿过程中脱离固相进入气相中的氰化物绝大部分被消解,排放气体中氰化物的消解率均在98%以上,浓度均小于0.13 mgm3,满足《大气污染物综合排放标准》(GB 16297—1996)和《工作场所有害因素职业接触限值》(GBZ 2.1—2007)的相关要求。气相中氰化物消解率受氧气浓度的影响较小,基本不受热处理温度的影响。
[1]RLTCEY G M.Taillings management in gold plants[J].Hydrometallurgy,2005,78(12):3-20.
[2]ADAMS M,LLOYD V.Cyanide recovery by tailings washing and pond stripping[J].Minerals Engineering,2008,21:501-508.
[3]黄平.氰化电镀槽液和含氰废水、废渣的处理[J].电镀与涂饰,2009,28(9):38-40.
[4]FLEMING C A,MEZEI A,BOURRICAUDY E,et al.Factors influencing the rate of gold cyanide leaching and adsorption on activated carbon,and their impact on the design of CIL and CIP circuits[J].Minerals Engineering,2011,24:484-494.
[5]陈小明,张春晖.碱性氯化法处理含氰黄金尾矿砂的应用研究[J].环境卫生工程,2009,17(增刊):42-44.
[6]赵占清,孟东,陈玉娥.压滤技术在含氰尾矿处理工艺中的应用[J].吉林地质,1997,16(3):62-64.
[7]李东平.氰化物在土壤中的自然降解模拟实验[J].微生物学,2009,29(2):80-83.
[8]张宏华,王罡,张志明.某金矿废水中氰化物的自然降解及其环境影响分析[J].浙江工业大学学报,2012,40(3):299-302.
[9]AKCIL A,MUDDER T.Microbial destruction of cyanide wastes in gold mining:process review[J].Biotechnology Letters,2003,25(6):445-450.
[10]DUBEY S K,HOLMES D S.Biological cyanide destruction mediated by microorganisms[J].Word Journal of Microbiology and Biotechnology,1995,11(3):257-265.
[11]郜志海,肖国先,韩静云.黄金尾矿制高贝利特相掺合料用于C80混凝土的耐久性研究[J].混凝土,2009,9(11):51-53,57.
[12]黄强,李玮,杨怡华,等.北京平谷金矿尾矿利用探索[J].中国非金属矿工业导刊,2009(增刊):27,45.
[13]王吉青,王苹,赵晓娟,等.黄金生产尾矿综合利用的研究与应用[J].黄金科学技术,2010,18(5):87-89.
[14]ROY S,ADHLKARL G R,GUPTA R N.Use of gold mill tailings in making bricks:a feasibility study[J].Waste Management Research,2007,25(5):475-482.
[15]姚志通,李金惠,刘丽丽,等.黄金尾矿的处理及综合利用[J].中国矿业,2011,20(12):60-63.
[16]邱媛媛,赵由才.尾矿在建材工业中的应用[J].有色冶金设计与研究,2008,29(1):35-37.
[17]张国强.黄金尾矿在水泥中的资源化利用研究[D].苏州:苏州大学,2009.
[18]高大明.氰化物污染及其治理技术:续一[J].黄金,1998,19(2):57-59.
[19]李德永,武丽丽.含氰废水的处理方法[J].山西化工,2005,25(2):18-20,73.
[20]李扬,王瑛,黄启飞,等.气氛含氧量对DDT热处理特性的影响[J].环境工程学报,2012,6(3):1051-1056. ○
FeasibilityStudyonCo-processingCyanide-containedGoldMineTailsinCementKilnforResourceUtilization
SANG Yi-min1,3, TIAN Wei2, ZHANG Qian3, LIU Jia2, LI Fa-sheng3, GU Qing-bao3
1.Department of Environmental Engineering, Beijing Institute of Petrochemical Technology, Beijing 102617, China 2.Beijing Jinyu Mangrove Hongshulin Environmental Protection Technology Co., Ltd, Beijing 100013, China 3.Department of Soil Pollution Control, Chinese Research Academy of Environmental Science, Beijing 100012, China
The test of co-processing cyanide-contained gold mine tails in cement kiln for resource utilization was carried out. The feasibility of cement raw material replaced partially by cyanide-contained gold mine tails was discussed, and the removal effect of cyanide in treated mine tails and exhausted gas was investigated. The experimentation indicated that it was feasible to partially replace cement raw materials by cyanide-contained gold mine tails. The oxygen concentrations in the kiln effected cyanide removals in mine tails slightly, while the treatment temperature played an import role with high temperature able to promote cyanide removal in mine tails. The cyanide content in the treated mine tails agreed withStandardofSoilQualityAssessmentforExhibitionSites(HJ 350-2007). The oxygen concentration had some effect on the removal of cyanides in the exhaust gas; the cyanides concentration in the exhaust gas was low when with high oxygen concentration, basically not affected by the treatment temperature. The cyanide decomposing rates were above 98% as a whole and the cyanide concentrations in exhausted gases during cement kiln co-processing gold mine tails satisfiedIntegratedEmissionStandardofAirPollutants(GB 16297-1996) andOccupationalExposureLimitsforHazardousAgentsintheWorkplace(GBZ 2.1-2007).
gold mine tails; cyanide; cement kiln co-processing; resource utilization
1674-991X(2013)03-0247-06
2012-11-05
中央级公益性科研院所基本科研业务专项(2008GGQD01)
桑义敏(1975—),男,高级工程师,博士,主要从事土壤修复研究,sangyimin@bipt.edu.cn
*责任作者:谷庆宝(1969—),男,研究员,博士,主要从事污染场地修复与管理研究,guqb@craes.org.cn
X705
A
10.3969j.issn.1674-991X.2013.03.039
猜你喜欢
环境保护与循环经济(2021年5期)2021-07-23
云南化工(2020年11期)2021-01-14
天津化工(2019年6期)2019-12-10
环境保护与循环经济(2017年6期)2018-01-22
电镀与环保(2016年2期)2017-01-20
西藏科技(2016年9期)2016-09-26
浙江大学学报(工学版)(2016年11期)2016-06-05
合成技术及应用(2015年2期)2016-01-10
中国有色冶金(2015年1期)2015-03-06
装备环境工程(2015年4期)2015-02-28