火电厂电除尘器应用现状及新技术探讨
2013-11-01 03:20李奎中莫建松
环境工程技术学报 2013年3期
李奎中,莫建松
1.浙江大学环境工程研究所,浙江 杭州 310058 2.浙江天蓝环保技术股份有限公司,浙江 杭州 311202
火电厂电除尘器应用现状及新技术探讨
李奎中1,莫建松2*
1.浙江大学环境工程研究所,浙江 杭州 310058 2.浙江天蓝环保技术股份有限公司,浙江 杭州 311202
GB 13223—2011《火电厂大气污染物排放标准》的实施,对电除尘器行业来说将面临前所未有的压力和挑战。概述了国内外火电厂电除尘器的应用现状及存在的问题,重点探讨了烟气预处理技术、电除尘本体技术、高频电源技术、一体化、协同技术等的开发应用情况及其适用性,提出电除尘技术今后的发展方向主要以本体创新、新型电源开发及多污染物协同脱除为主。
电除尘技术;PM2.5;新技术;火电厂
环境保护部于2011年发布了GB 13223—2011《火电厂大气污染物排放标准》,对火电厂大气污染物排放进行了更加严格地限制;2012年又发布了GB 3095—2012《环境空气质量标准》,将PM2.5(细颗粒物)写入国标,并纳入各省市的强制监测范畴。
电除尘器作为大气污染物细颗粒物治理最重要的设备,从20世纪80年代以来在技术水平和生产规模上发展迅速,但其技术水平仅能满足原排放标准的要求,随着新标准的颁布实施,电除尘器行业面临着前所未有的压力和挑战,仅靠电除尘器本体的常规改进,现有新建、扩建、改建的火电项目绝大多数都难以满足新的烟尘排放标准要求。纵观我国火电厂电除尘技术的研究和应用现状,要实现电除尘技术质的飞跃,需加快电除尘器新技术的研发力度和深度,以满足大气污染物的达标排放。
1 国内外火电厂电除尘器应用现状
1.1 国外应用现状
美国、欧盟和日本等发达国家均对新建电厂的污染物排放提出了严格的要求,烟尘排放限值均在30 mgm3以下。电除尘器的应用比例美国约为80%,欧盟约为85%,日本则绝大部分采用电除尘器。欧美等国新建电厂经电除尘器处理后烟尘排放浓度普遍在30 mgm3以下[1]。目前国外电除尘器比集尘面积可达170~300 m2(m3·s),单室电场数可达7~8个。欧洲暖通空调协会联盟组织认为,干式电除尘器的烟尘排放在10~20 mgm3是比较平常的事情,甚至可以保证降到5 mgm3的极限值[1]。发达国家燃煤条件较好,热值高,灰分低,应用电除尘器比较有利,但值得注意的是,印度、越南等发展中国家火电厂也大都采用电除尘器。印度的煤种具有高灰分、高比电阻、低热值、低硫、低氧化钠等特性,近年其新建的660 MW机组燃煤电厂也选择了具有多电场和大比集尘面积的电除尘器。目前印度引进我国的电除尘器一般为7~10个电场,比集尘面积均大于150 m2(m3·s),甚至高达315 m2(m3·s)。有数据显示,印度90%以上的火电厂使用电除尘器[2]。
1.2 国内应用现状
20世纪80年代我国相关企业先后引进瑞典的FIAKT,德国的LURGI,英国的Peabody,美国的GE、EE等公司的先进电除尘技术,到90年代电除尘技术得到迅速发展。目前我国电除尘器的生产规模和使用数量均居世界首位[3],电除尘技术接近世界先进水平。GB 13223—2011规定燃煤锅炉和燃油锅炉烟尘的排放限值为30 mgm3(重点地区为20 mgm3)[4],提高了对除尘器除尘效率的要求。我国火电厂除尘方式以电除尘器为主,其占除尘方式的比例如图1所示。电除尘器电场数量多为3~5个,但由于种种原因,电除尘器比集尘面积普遍偏小。在新的烟尘排放标准限值(30 mgm3)发布以前,大部分电除尘器比集尘面积在110 m2(m3·s)以下。2004年7月—2009年8月对国内100套300 MW及以上机组,2002年1月—2010年4月对国内175套600 MW及以上机组配套电除尘器的测试结果进行统计表明,相当一部分的电除尘器出口烟尘浓度实测值大于30 mgm3(表1)[5]。由于部分电厂出现电除尘器出口烟尘浓度超标,造成了各界对电除尘技术能否达到新标准的质疑。
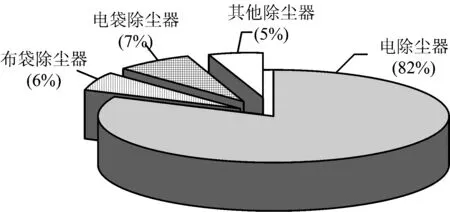
图1 我国火电厂各除尘方式所占比例Fig.1 The proportion of dust removal technology for thermal power plants in China

表1 300 MW和600 MW及以上机组配套电除尘器测试结果分析[5]
1)电场数为4个,比集尘面积lt;110 m2(m3·s);2)电场数为3~4个,比集尘面积为80~110 m2(m3·s)。
中国环境保护产业协会电除尘委员会编制的《燃煤电厂电除尘器选型设计指导书》对2006—2008年国内招标的138套电除尘器所使用的122种煤种(含9种混煤)的煤、飞灰样进行了统计分析,结果如表2[6]所示。总体上来说,30 mgm3烟尘排放标准下电除尘器对86%的煤种具有较好的适应性;对于适应性差或较差的煤种,电除尘器通过适当增加电场数量和比集尘面积,或采用配套实用新技术,完全可以实现30 mgm3甚至更低的烟尘排放。
表2 电除尘器对煤种的适应性分析[6] (烟尘排放限值30 mgm3)
Table 2 Analysis of adaptability for coal on electrostatic precipitator of its dust emission at the standard 30 mgm3

表2 电除尘器对煤种的适应性分析[6] (烟尘排放限值30 mgm3)
ωk1)收尘难易程度占统计项目总数量比例2)∕%占统计煤种总数量比例2)∕%电除尘器适应性分析3)≥55容易15.9413.11较好45~55较容易40.5740.16较好40~45一般16.6720.49较好35~40一般12.3212.30较好25~35较难11.6011.48适应性较差,可以使用电除尘器lt;25难2.902.46适应性差,建议在进行全面、细致的技术经济性分析后决定
1)ωk为烟尘的表观驱进速度,用来评价电除尘器对烟尘的收尘难易程度,ωk越大,电除尘器对烟尘的收集效果越好,电除尘器的性能越优越。2)占统计项目总数量比例、占统计煤种总数量比例均为参考值。3)当ωk≥35时,电除尘器对煤种适应性较好;当ωklt;35时,电除尘器对煤种适应性差或较差。
2 目前面临的突出问题
电除尘器在西方已走过百年历史,在中国也已发展将近40年,成为成熟的产业。但随着近年来我国对火电厂燃煤锅炉烟尘排放标准的不断提高,很多电除尘器需进行改造升级;另外布袋除尘器滤料国产化以后有了很大的竞争力,使电除尘器遭遇了前所未有的危机。与国外电除尘器应用情况,特别是与情况相似的印度对比之后,我国电除尘器目前面临的突出问题也逐渐暴露出来。
2.1 烟尘排放标准日趋严格
我国的环境保护标准随着时代的不同而变化,我国各时期火电厂除尘技术及烟尘排放标准如图2所示[7]。

图2 我国各时期火电厂除尘技术及烟尘排放标准[7]Fig.2 Dust removal technologies and emission standard of Chinese thermal power plant in different times
依据某一时代排放标准设计的电除尘器无法随着时代的进步而提高,出现电场数偏少,比集尘面积偏小的问题;另外即使同一时期的电除尘器,随着投运时间的推移,设备的老化也会导致其除尘效率明显下降。图3为从日本引进的某机组三电场电除尘器运行时间与除尘效率的关系[8]。

图3 电除尘运行时间与除尘效率的关系[8]Fig.3 Relationships of operating time and dust removal efficiency for electrostatics precipitator
2.2 烟气工况变化
由于煤炭资源的短缺或为了节约成本,电厂锅炉煤种时常变化,另外国家对SO2排放要求日趋严格,电厂改燃低硫煤,或改用循环流化床锅炉,导致由于实际煤种与设计煤种偏差很大,烟气工况发生了改变。
2.3 选型设计不合理
选型是决定电除尘器能否达到设计指标的关键环节。电除尘器选型规格偏小,电场数偏少,比集尘面积偏小是目前最突出的问题。造成选型不合理的原因为:1)对电除尘器煤种适应性的了解不够深入,特别是高硅、高铝、低硫、低钠、低含湿量、高比电阻的煤灰,如准格尔煤、宣威煤、淮北煤、郑州煤;2)选型设计时难以适应实际运行中的煤种变化、工况变化等;3)电除尘器市场的恶性竞争,价格竞争导致设计标准被降到了最低,只能满足当前的要求,如对于设计条件一样的项目,同样是国内选型设计,但国内的选型结果和印度的选型结果区别很大;4)缺乏技术规范,《电除尘工程通用技术规范》迟迟未出台,造成技术性能、经济性能没有可比性;5)机电配合不合理,在电除尘器行业内,电源始终处在配套和从属的地位,在整套电除尘器中,电源所占比例仅为10%~12%。由于这种关系定位,在应用中很少去深入研究机电合理配合的问题,致使应用效果不够理想。
2.4 制造和安装质量问题
1)制造方面存在认识误区,认为电除尘器技术含量不高,是精密度要求不高的金属结构件产品,导致产品质量难以达到设计要求;2)安装施工队伍的素质参差不齐,施工过程中,如果用户缺乏监督,电除尘器的安装质量就无法保障。
2.5 运行管理问题
1)对电除尘器“三分技术,七分管理”的理念认识不足,未制订严格和科学的操作、维护、管理规程;2)技术力量不足,出现问题找不到能承担除尘设备改造或维修的单位,致使电除尘器长期带病运行。
由于电除尘器存在的这些问题,特别是新排放标准的颁布实施以及国家对PM2.5的逐步重视,电除尘技术面临“对高比电阻烟尘除尘效率低”及“二次扬尘引起烟尘排放浓度增加”两个技术瓶颈的挑战。因此,亟需创新性的除尘技术。
3 实用电除尘新技术
3.1 烟气预处理技术
3.1.1 电凝并技术
烟尘的凝并机理主要有热凝并、紊流扩散凝并、声凝并和电凝并等。其中,电凝并是提高烟尘凝并速率最实用有效的方法。电凝并是通过使细颗粒荷电,促进细颗粒以电泳方式到达其他细颗粒表面,从而增强颗粒间的凝并效应;电凝并的效果取决于粒子的浓度、粒径、电荷的分布以及外电场的强弱。截至2008年10月,由澳大利亚Indigo(因迪格)技术有限公司开发的电凝并器,已在澳大利亚、美国和中国的八家电厂中使用。除了Indigo的电凝并技术有工程应用实例外,电凝并技术研究总体上还处于实验室研究阶段。几家电厂的测试数据表明,Indigo电凝并技术和电除尘器结合能显著提高对细颗粒物的脱除效果,PM2.5排放可减少80%~90%以上;烟尘总浓度可降低30%~60%;浊度降低50%~80%[9-10],具有很好的工业应用前景。电凝并器安装前后的测试结果如表3所示[11]。
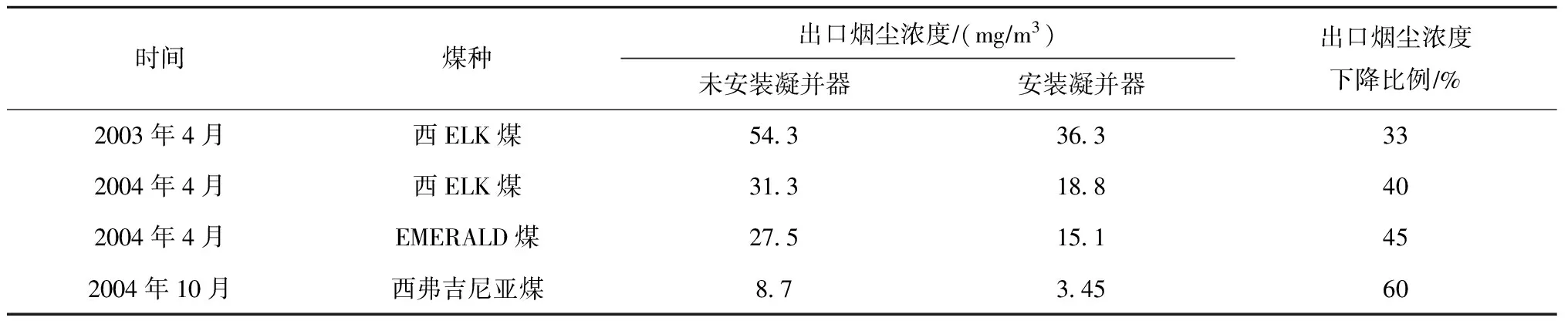
表3 美国Watson电厂安装和未安装Indigo凝并器时细颗粒物测试比较[11]
目前,大多数研究将电凝并技术与电除尘器相结合,采用电除尘器捕集电凝并长大后的颗粒。由于电凝并器一般安装在电除尘器前的烟道内,一方面由于凝并器的安装需要一定长度的进口烟道,使用受到一定限制;另一方面因烟道气流速度大,提效具有一定范围,不适用于收集磨琢性强的烟尘。
3.1.2 烟气调质技术
烟气调质技术是通过调整烟气组分及物理特性,从而降低烟尘比电阻或改变烟尘的物理化学特性,提高电除尘器效率的技术。烟气调质技术的应用彻底改变传统电除尘器被动适应烟尘、工况参数的除尘技术模式,是电除尘技术的革命性革新。烟气调质技术主要有水调质、NH3调质、SO3+NH3双重调质等,用SO3调质是燃煤电厂最成熟可靠的技术。目前我国烟气调质技术应用进入了活跃期,已有多台300 MW以上机组使用了SO3调质系统,最大应用机组达到1 000 MW。SO3烟气调质系统对烟尘比电阻的影响和烟尘排放的影响如表4[12]和表5[13]所示。SO3烟气调质技术对在燃用低硫煤,或者锅炉飞灰含铝、硅成分高,比电阻较高时电除尘器提效有很大作用,可作为进一步提高电除尘效率,满足低排放要求的一种有效技术手段。但并不适用所有的工况,要对烟气条件和烟尘性质分析后采用。
3.2 电除尘本体技术
3.2.1 电袋除尘技术
综合电除尘器和布袋除尘器两种成熟除尘理论而提出的电袋复合除尘技术,被认为是最有希望取得细颗粒物高效脱除的技术。目前国内已有多家燃煤电厂应用了该技术,从应用情况来看,电袋复合除尘器无论是技术指标还是经济性都具有极大的优势。电袋除尘技术按布袋区和电除尘器布置的相对位置可分为分体式、整体式、嵌入式结构,其中,整体式结构目前应用最广泛。虽然整体式电袋除尘技术已有大量工程应用实例,并且除尘效率明显高于电除尘器,但仍有不少关键技术问题尚未得到解决,限制了该技术的发展和应用。美国的北达科他大学能源与环境研究中心(EERC)应用嵌入式电袋除尘技术在某锅炉(相当于250 MW机组)上进行了烟气净化[14]处理,该设备长期运行性能稳定。目前该技术在国内尚处于实验室研究、中试阶段,鲜有采用该电袋复合除尘器的工程应用实例。山西某燃煤锅炉(35 th)应用了电袋复合除尘器,虽然具有很多技术优势,但在结构布置、阴极放电对滤袋的影响和滤袋更换等方面还存在问题,需进一步的突破。嵌入式电袋结构如图4所示。
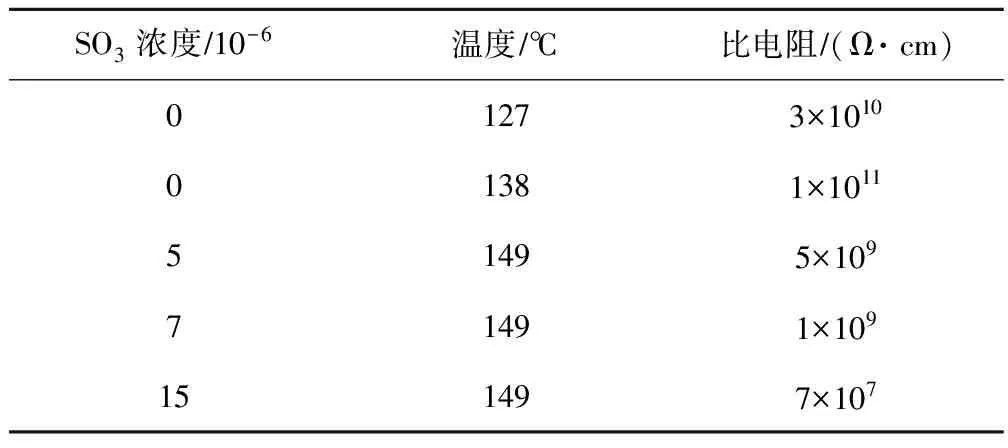
表4 某电厂616 MW机组烟气调质系统对比电阻影响分析[12]

表5 某电厂600 MW 2#机组烟气调质系统对烟尘排放的影响分析[13]
注:污染物排放执行标准限值为SO2浓度,2 100 mgm3;烟尘浓度,100 mgm3。烟气调质系统于2004年8月投入运行。
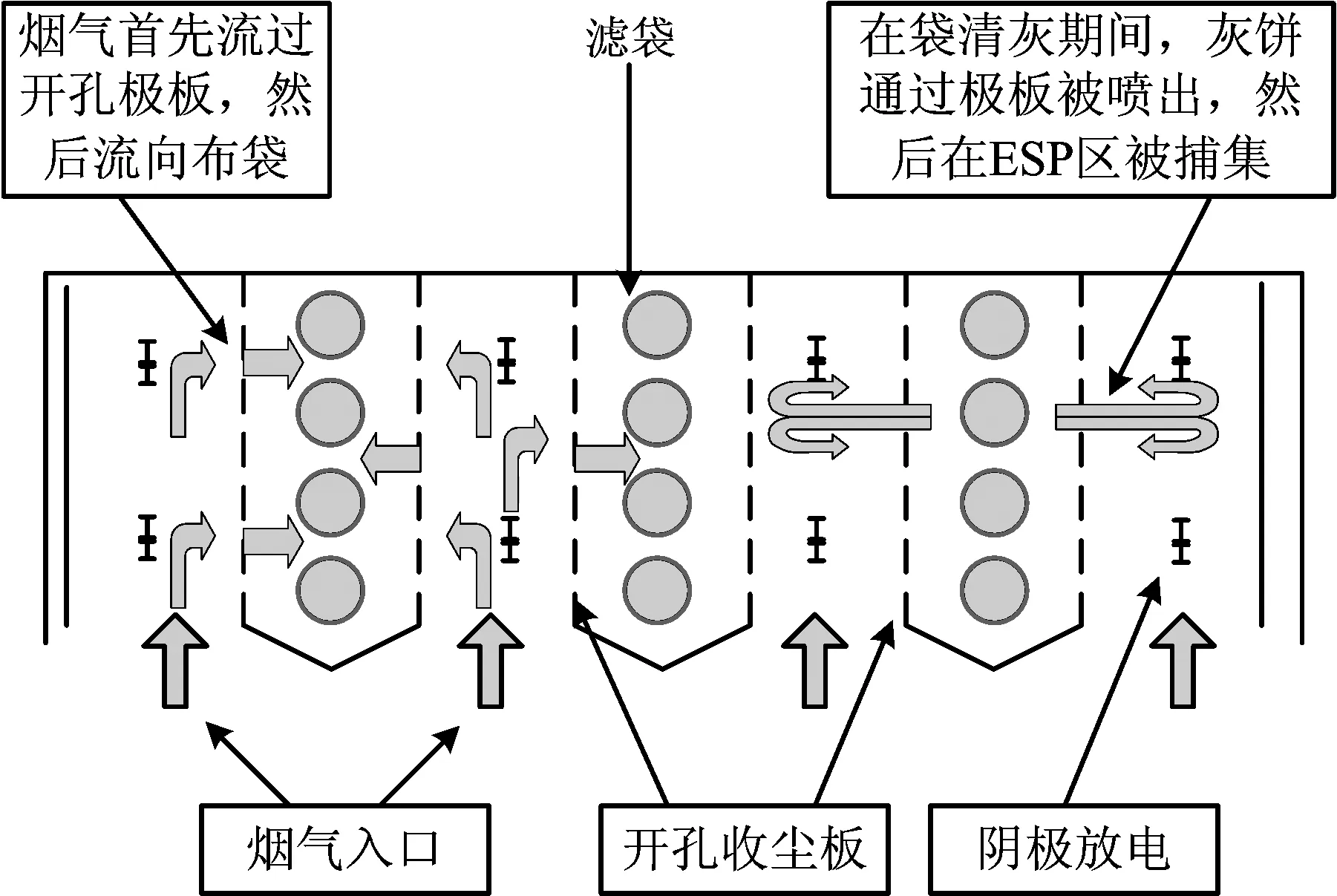
图4 嵌入式电袋结构Fig.4 Structure of embedded electric-bag precipitator
3.2.2 移动电极除尘技术
移动电极的除尘机理与常规电除尘器相同,然而,与常规电除尘器所采用的清灰方式不同,其采用清灰刷来进行清灰。由于集尘极能保持清洁状态且烟尘在灰斗中被清除,有效克服了困扰常规电除尘器对高比电阻烟尘的反电晕及振打二次扬尘问题,大幅度提高了除尘效率。日本日立公司(Hitachi Plant)1979年率先成功开发应用了该技术,至今该公司已有多套移动电极电除尘器投入工业应用(图5)。据统计,在全球已有近12 000 MW装机采用了该技术,其中最大单机容量为1 000 MW[15]。目前日立公司和国内某公司合作,在中国推广应用移动电极除尘技术,并已成功应用于常州某热电有限公司两台75 th燃煤锅炉的除尘工程。设备采用三个电场解决了场地受限制的同时,保证了稳定达标排放的要求,测试结果如表6所示。由于该技术结构复杂,对制造和安装工艺要求较高,运动构件位于烟尘中,维护复杂,可靠性差,具有一定的局限性,能否在国内的大型机组上应用还需要进一步摸索。

图5 移动电极除尘技术内部构造Fig.5 Mobile electrode internal structure

表6 常州某热电厂燃煤锅炉测试结果
注:数据来源于2006年12月7日江苏省环境监测中心和常州环境监测中心联合测试报告。
3.2.3 湿式电除尘技术(WESP)
湿式电除尘器结构与常规电除尘器结构基本类似,所不同的是湿式电除尘器取消了传统的振打清灰方式,采用一套喷淋系统清灰。湿式电除尘器不仅能高效处理高比电阻微细烟尘,而且效率比布袋除尘器还高,出口烟尘浓度可控制在1 mgm3以下。工业应用表明,湿式电除尘器对烟气中的PM2.5、酸雾等有害气体及汞、铅等重金属均有较佳的脱除效果。EPRI(美国电力研究院)曾在2004年进行了一系列干式电除尘器后安装独立的湿式电除尘器的中试试验,结果如表7所示[16]。

表7 不同污染物脱除效率测试结果[16]
目前湿式电除尘器在电厂的应用还不普及,在北美仅有几家美国电厂使用湿式电除尘器来控制烟气浊度及收集酸雾、烟尘颗粒。在日本,三菱重工研究开发的湿式电除尘器已有10多套在燃煤电厂中应用。国内某纸业集团20 th循环流化床锅炉配套的湿式电除尘器中试装置于2012年投入运行,运行结果表明,烟尘浓度可降至10 mgm3以下,且性能稳定,能耗指标达到优良水平。由于湿式电除尘器在潮湿的环境中运行,存在设备腐蚀严重和水二次污染的问题,导致该技术难以推广应用,为此,美国俄亥俄州立大学于20世纪90年代末提出了薄膜湿式电除尘技术(图6)[17]。该技术利用纤维薄膜取代传统的金属集尘电极,一方面解决了湿式电除尘器在潮湿环境中金属极板被腐蚀的难题,另一方面所需的冲洗水量仅为采用金属收尘极板的160,减少了污水的处理量。湿式电除尘器如能在燃煤电厂与湿法脱硫联合应用,上述两个问题都能得到解决。目前,国内一些高等学校、研究机构及环保公司已把湿式电除尘技术作为“十二五”重点科研项目进行研究。
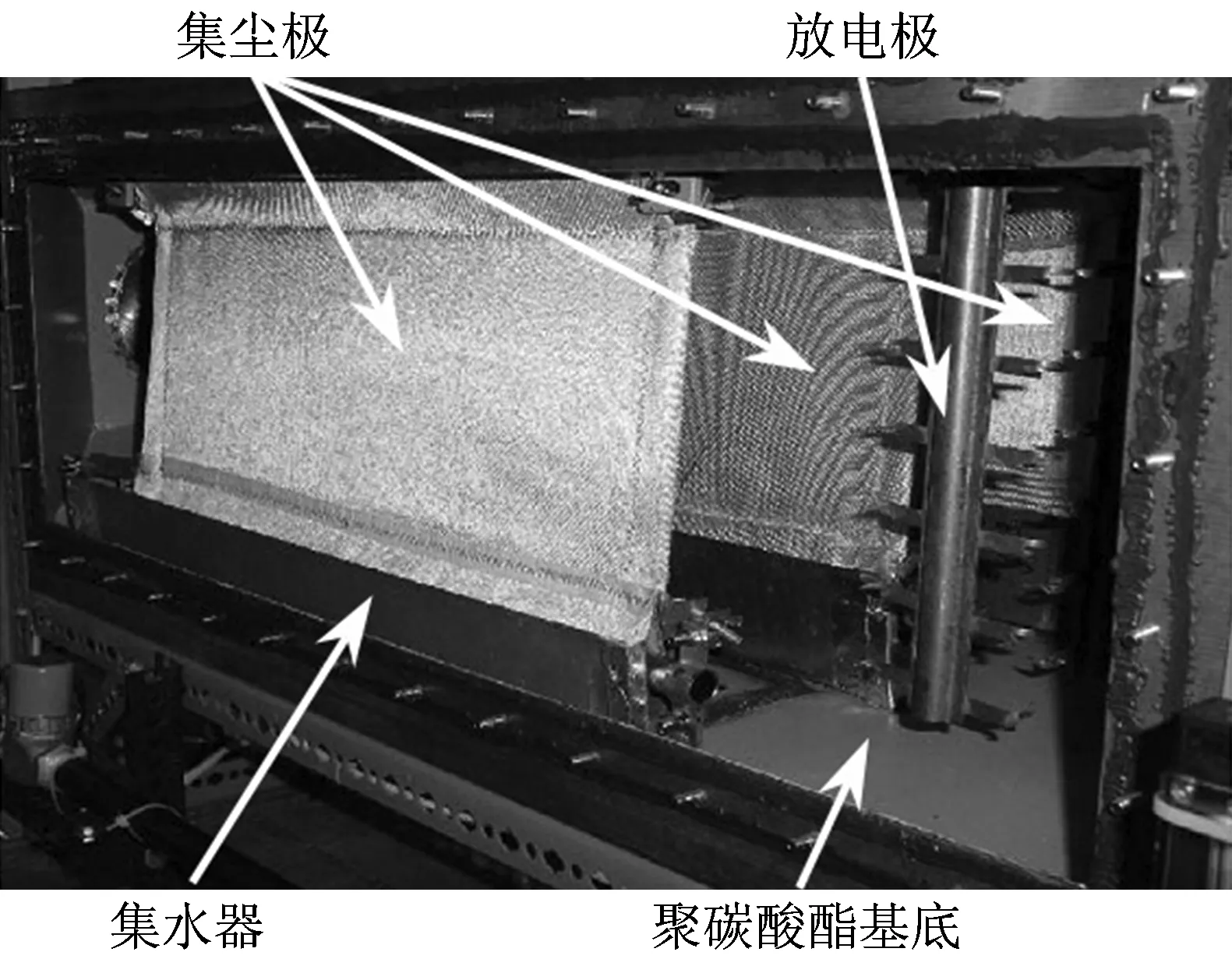
图6 薄膜湿式电除尘器内部结构[17]Fig.6 Wet membrane ESP internal structure
3.2.4 库仑技术
库仑技术的基本原理源自静电学的库仑定律:
F1,2=k(q1·q2r2)
式中,F1,2为静电场的库仑力;k为比例系数,9.0×109;q1和q2为电荷量;r为二个点电荷q1,q2之间的距离。利用流体的动压转为静压时的临界流速趋向于零的机理,让气体从一个进口通道流入,再从旁侧通道流出,迫使荷电尘粒近乎零距离趋向阳极板,即r→0,则库仑力趋向极大,以最大限度地增大库仑力。库仑技术除尘机理如图7所示。与传统电除尘器比较,库仑技术除尘器效率更高,出口烟尘浓度可控制在10 mgm3以下[18]。目前该项技术已在国内几家热电厂的75和130 th燃煤锅炉上进行了应用,但能否在火电厂大型机组上推广应用,还有待时间考验。

图7 库仑技术除尘机理Fig.7 Coulomb technology dust removal mechanism
3.3 高效节能电源控制技术——高频电源
近年来,高效节能控制技术是电除尘行业另一个热点话题。高频电源通过工频交流-直流-高频交流-高频脉动直流的能量转换形式,供给电场一系列的窄电流脉冲,脉冲宽度为5~20 μs,脉冲频率为20~50 kHz。高频电源在纯直流供电方式时,电压波动小,电晕电压高,电晕电流大,从而增加了电晕功率,从根本上解决了烟尘荷电效率低的难题(尤其是高比电阻烟尘),提高了除尘效率。同时,在烟尘带有足够电荷的前提下,尽量减少无效的电场电离,从而大幅度降低电除尘电场供电能量损耗,达到了既提效又节能的目的[19],工频电源与高频电源特点比较如表8所示。目前,高频电源在国内300、600和1 000 MW机组的电除尘器上已成功应用。上海某发电厂1 000 MW机组的四电场电除尘器(A、B两侧)工频电源改高频电源前后出口烟尘排放浓度的测试结果和运行功耗对比如表9和表10所示[20]。由于高频电源容量、自身特点、电除尘器性价比等因素,目前高频电源主要应用于电除尘器的前级电场。实践表明,仅在第一电场应用高频电源,对整台电除尘器性能(即对集尘面积的等效增加)的改善系数至少在5%以上,如果多个电场采用高频电源,无疑改善系数还会更高。根据实际应用情况,当前级电场入口烟尘浓度gt;30 gm3,前级电场烟气流速gt;1.1 ms,后级电场烟尘比电阻gt;1011Ω·cm时,电除尘器应优先考虑选用高频电源。
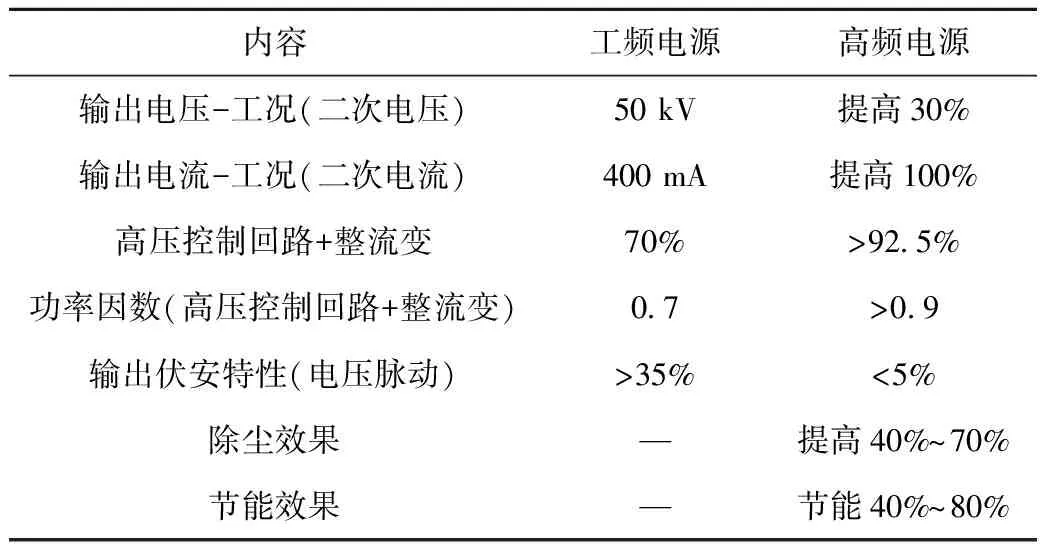
表8 工频电源与高频电源特点比较
3.4 一体化、协同技术
面对更加严格的排放标准,需要从整个电厂的角度来考虑燃煤烟气所带来的运行和环境综合效益问题,才能真正满足多种污染物全部达标排放的要求。虽然目前火电厂已有脱硝、除尘、脱硫等污染物控制技术,但是传统的控制技术模式是相对孤立的,均是针对某种污染物设计各自的控制技术,各自为战,表现为:1)传统治理模式中各项控制技术,从设计、现场安装到运行难以较好配合,使得整个末端污染物控制系统庞大复杂,无法做到最优化,导致电厂治污成本提高;2)烟气中单一污染物治理可能对其他设备运行带来负面影响;3)单一的污染物控制技术,除了能够有效脱除主要的对象污染物之外,还可能具备脱除其他类型污染物的潜力,即各种控制技术之间存在协同能力。目前国内某些高等学校、多家环保公司均开展了以单项技术为基础,深入研究各污染物相互影响机理和多种污染物控制技术的协同效应,挖掘协同潜力,追求系统优化设计,提出燃煤烟气中PM2.5,酸雾,汞、铅等重金属多种污染物的一体化、协同控制技术(图8)。
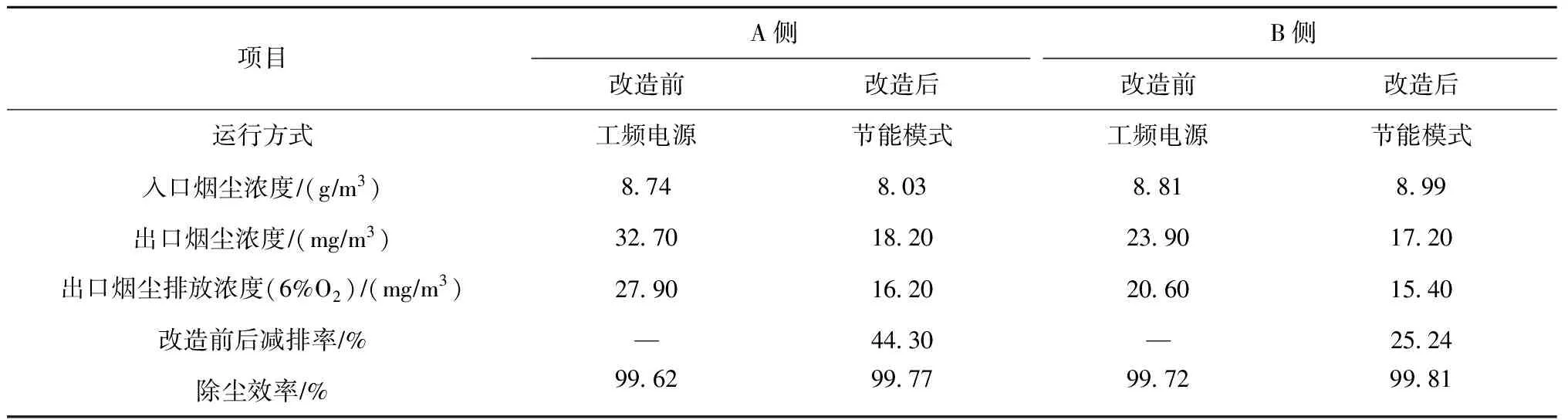
表9 某电除尘器(A、B两侧)改造前后除尘器出口烟尘排放对比[20]
注:机组负荷为997~1 005 MW;燃烧煤种为神木烟煤。

表10 某电除尘器(A、B两侧)改造前后及优化后电除尘器运行功耗对比[20]

图8 烟气污染物控制一体化、协同模式Fig.8 Flue gas pollutant control integration synergy mode
4 电除尘技术的发展方向
随着对环境污染控制要求的不断提高,特别是对烟尘排放浓度的控制越来越严格,促进了电除尘技术的不断发展。各种电除尘新技术的开发和研究方兴未艾,当前电除尘技术的研究主要是围绕提高后级电场除尘效率、捕集细微烟尘、克服反电晕以达到极低排放要求的本体创新和新型电源开发等,概括为:1)电除尘本体技术的深入细化研究;2)电除尘本体与高效节能电源控制合理配合技术应用研究;3)除尘机理及理论方面更深入细致研究;4)PM2.5高效除尘技术研究;5)整体工艺(燃烧过程、除尘过程、脱硫脱硝等)一体化、协同除尘、脱硫、脱硝技术的综合性能、经济性对比研究。
5 结语
(1)相对国外而言,国内电厂电除尘器普遍存在电场数少,比集尘面积小的问题。
(3)电除尘器目前面临的问题是多方面的,要想达到更高效稳定的除尘效果,需要对排放标准、烟气工况、设计选型、市场竞争、制造安装及运行管理等多种因素进行综合考虑。
(4)对于适应性差或较差的煤种,在适当增加电场数量和比集尘面积,或采用配套实用新技术的情况下,电除尘器完全可以实现达标排放,电除尘技术仍有很好的应用前景。
(5)电除尘技术今后的发展方向主要以本体创新、新型电源开发及多污染物协同脱除为主。在锅炉燃用煤种适用性差、老电除尘器改造或新建项目场地受限制时,可采用烟气预处理技术或高频电源技术;在锅炉燃用煤种适用性较好的新建项目或改造项目则以电除尘器本体技术为主导技术;在传统单一污染物控制技术难以满足多种污染物同时达标排放的情况下可采用一体化、协同技术;在烟气治理工艺为烟气脱硝-除尘器-湿法脱硫的燃煤电厂,结合湿法脱硫塔布置情况与工艺特点,重点考虑新型湿式电除尘技术与湿法脱硫系统的集成应用,强化控制烟气中的PM2.5、SO3等多种污染物。
[1]陈丽艳,谢小杰,廖增安,等.电除尘器如何满足低排放的研究[J].电力科技与环保,2011,27(1):14-18.
[2]中国环境网.对电除尘能否适应新标准的调查:跨过这道坎,又是海阔天空[EBOL].(2010-10-20)[2012-12-08]. http:www.cenews.com.cnxwzxcyscqk201010t20101019_668513. html.
[3]中国环境保护产业协会电除尘委员会.我国电除尘行业2007年发展综述[J].中国环保产业,2008(11):7-11.
[4]环境保护部.GB 13223—2011 火电厂大气污染物排放标准[S].北京:环境保护部科技标准司,2011.
[5]郦建国,舒英钢,朱建波,等.30 mgm3及更严格烟尘排放标准下电除尘器适应性研究和经济性分析[C]第14届中国电除尘学术会议论文集.武汉:中国环境保护产业协会电除尘委员会,2011:25-32.
[6]中国环境保护产业协会电除尘委员会.推动技术进步 规范行业市场:电除尘行业推出燃煤电厂电除尘器选型设计指导书[J].中国环保产业,2011(1):4-8.
[7]张建宇,潘荔,杨帆,等.中国燃煤电厂大气污染物控制现状分析[J].环境工程技术学报,2011,1(3):185-196.
[8]祁君田,吴玉强,吴望民,等.燃煤电厂电除尘器现状与关键参数设计研究[J].热力发电,2009(7):47-50.
[9]TRUCE R,WILKINS J,李定富,等.Indigo凝并器减少细微颗粒物和汞排放的应用研究[C]第12届中国电除尘学术会议论文集.武汉:中国环境保护产业协会电除尘委员会,2007:321-328.
[10]黄三明.适应新环保要求的实用电除尘技术[C]第12届中国电除尘学术会议论文集.武汉:中国环境保护产业协会电除尘委员会,2007:201-212.
[11]中国环境网.围绕“十二五”环保发展 目标推进电除尘技术创新[EBOL].(2010-12-10)[2012-12-08]. http:www.cenews.com.cnhjztggzt201012t20101209_690267.html.
[12]刘金荣.烟气调质在除尘方面的应用和新发展[J].华东电力,2007,35(4):96-98.
[13]胡春涛,张成锐,蔡广宇.烟气调质系统在火电厂电除尘器方面的应用[C]全国火电大机组(600 MW级)竞赛第9届年会论文集.北京:中国电力企业联合会,2005:444-447.
[14]黄三明.电除尘技术的发展与展望[J].环境保护,2005(7):59-63.
[15]周万亩,高进,孙欣林,等.水泥行业在用电除尘器的升级改造[J].水泥,2012(2):53-55.
[16]程新生,田俊茂.适应当前发展的火电厂电除尘技术探讨[C]中国电机工程学会年会论文集.北京:中国电机工程学会,2007.
[17]高军凯,黄超,齐旭东.膜电除尘器:静电除尘新技术[J].江苏环境科技,2007,20(6):64-67.
[18]金烈水.库仑电除尘器初论[C]第12届中国电除尘学术会议论文集.武汉:中国环境保护产业协会电除尘委员会,2007:134-136.
[19]王龚飞,苏飞龙,尚寿军,等.新一代电除尘供电电源技术:高效节能电除尘器高频电源应用及其发展方向[J].内蒙古科技与经济,2011(22):83-84.
[20]朱法华,李辉,王强.高频电源在我国电除尘器上的应用及节能减排潜力分析[J].环境工程技术学报,2011,1(1):26-32. ○
ElectrostaticPrecipitatorforPowerPlants:PresentStatusandProspectsofNewTechnologies
LI Kui-zhong1, MO Jian-song2
1.Department of Environmental Engineering, Zhejiang University, Hangzhou 310058, China 2.Zhejiang Tianlan Environment Protection Technology Co., Ltd., Hangzhou 311202, China
With the implementation of theEmissionStandardofAirPollutantsforThermalPowerPlants(GB 13223-2011), the industry of electrostatic precipitator (ESP) will face unprecedented pressure and challenge. The present status and application problems of the electrostatic precipitator were summarized, and the development and application of flue gas pretreatment technology, electrostatic precipitator optimization technology, high-frequency power supply technology, synergy technology and other new technologies were discussed in detail. Finally, the prospects of the electrostatic precipitator technology were forecasted, mainly on ontology-based innovation, new power supply development and synergistic removal of multiple pollutants.
electrostatic precipitator technology; PM2.5; new technology; thermal power plants
1674-991X(2013)03-0231-09
2013-03-08
国家高技术研究发展计划(863计划)项目(SQ2013AAJY3238)
李奎中(1977—),男,工程师,主要从事工业烟尘治理技术研究,likuizhong7612@163.com
*责任作者:莫建松(1977—),男,高级工程师,博士,主要从事大气污染控制与治理方面的研究,mojs1977@163.com
X701.2
A
10.3969j.issn.1674-991X.2013.03.037
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
煤化工(2022年2期)2022-05-06
湖南电力(2021年1期)2021-04-13
港口装卸(2020年5期)2020-11-03
山东冶金(2019年3期)2019-07-10
化肥设计(2018年4期)2018-09-06
电力勘测设计(2017年2期)2017-05-05
工业设计(2016年7期)2016-05-04
饲料工业(2016年1期)2016-03-22
油气田环境保护(2015年4期)2015-12-28