量规检定和使用过程中相关问题探讨
2013-10-27 01:38:25翁卫东罗恩扬中石化江汉石油管理局第四石油机械厂湖北荆州434024
长江大学学报(自科版) 2013年2期
翁卫东,罗恩扬 (中石化江汉石油管理局第四石油机械厂,湖北 荆州 434024)
量规检定和使用过程中相关问题探讨
翁卫东,罗恩扬 (中石化江汉石油管理局第四石油机械厂,湖北 荆州 434024)
针对量规采用统计使用次数送检不易实施的问题,根据影响量规使用寿命的因素(精度等级、磨损余量及使用频次)来确定相关量规的检定周期,同时,利用计量器具管理系统软件对量规实施质量跟踪,从而减少因量规检定和使用方面的问题造成的质量事故。
量规; 检定周期;计量器具管理系统
量规广泛运用于机械加工产品尺寸的现场检验工艺环节,具有操作简单、方便快捷、结果准确等特点。根据精度等级和使用工艺,量规大致分为如下类型:①Ⅰ类。高精度的、用于大批量生产检验的和关键工艺控制的量规,如1~5 级精度的卡规、塞规、螺纹塞规、螺纹环规及用于高附加值产品检验的量规等;②Ⅱ类。一般精度的和用于小批量产品检验的量规,如6级精度的卡规、塞规及各级内卡钳;③Ⅲ类。低精度的和使用状态处于停停用用的量规,如7级、8级精度的卡规、塞规以及曲线量规、角度量规等。目前,各机械加工厂主要通过计数法确认量规的检定周期[1],即通过统计量规的实际使用次数来确定量规的检定时间间隔,由于操作人员的水平参差不齐,在实际操作中经常出现漏记、多记的现象,最终可能因量规使用的问题导致批量产品的报废。针对上述情况,笔者对量规检定和使用过程中相关问题进行了探讨,以便为机械产品加工中正确使用量规提供参考。
1 量规检定周期的确定
量规的实际使用中,受到的影响因素较多,如量规的精度等级、制造材质、被测产品的表面粗糙度、被测产品批次大小等,但量规检定基本都是通过测量单一中径或作用中径来判定的[2],考虑到中径的主要影响因素为精度等级、磨损速度和使用频次[3],若通过分析这3大影响因素间的关系来确定量规的检定周期,并结合新旧量规的使用情况来制定各自的检定周期,将有效提升量规质量控制水平。
1.1新用量规检定周期的确定
针对新用量规,通过分析影响量规使用寿命的精度等级、磨损速度和使用频次3大影响要素间的关系,结合实际使用情况,确立下列检定周期经验公式:
(1)
式中,T1为新用量规的检定周期,mon;δ余为量规的磨损余量,μm;N月为量规月平均使用次数(应首先统计出单件产品在整个制造过程中使用量规的次数,再结合月排产情况和抽检频率来确定量规月平均使用次数),次/mon;ν为量规的磨损速度,μm/次;R为测量可靠性。
例如,某机械工厂加工零件的月产量为1000件,其所用量规的实际尺寸为48.074mm,极限尺寸为48.046mm,则磨损余量为48.074-48.046=0.028mm,该量规的磨损速度为1/1400 μm/次,根据文献[4]取R为90%,经过计算,该量规的周期间隔应定为4个月。
1.2濒临磨损极限量规检定周期的确定
濒临磨损极限的量规即磨损余量小于2个检定周期的量规,其检定周期可根据下列公式确定:
式中,T2为濒临磨损极限量规的检定周期。
例如,设某机械加工零件的月产量为1000个,其所用M24 T-6H塞规通端实际尺寸为22.062mm,极限尺寸为22.060mm,则磨损余量为22.062-22.060=0.002mm。该量规的磨损速度为1/1000μm/次,经过计算,该量规的检定周期应为1个月。
2 对量规实施质量跟踪
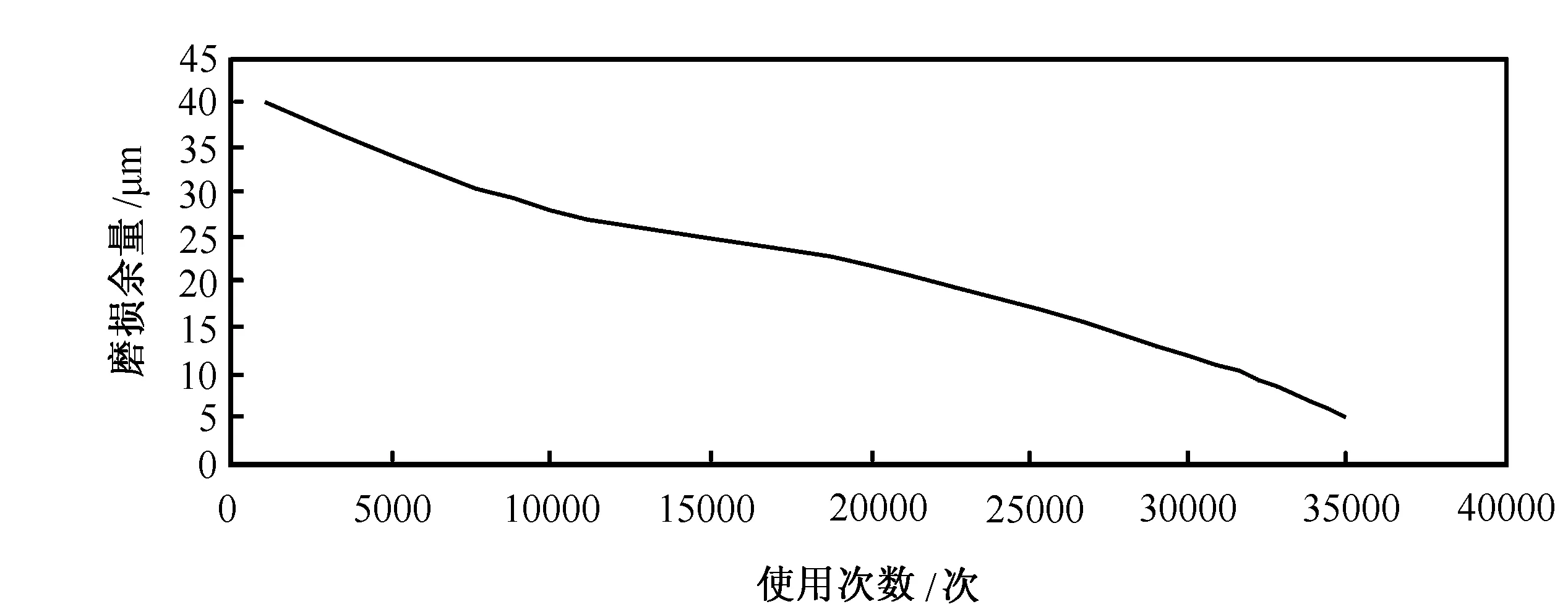
图1 螺纹量规的磨损余量-使用次数曲线图
针对用于批量机械加工零件检验的量规,为监控量规的实际使用情况,可以结合计量管理软件,对量规的各次检定结果进行分析,绘制出量规的磨损余量-使用次数的曲线图,根据该图预测量规濒临磨损极限的时间段,以便及时调整检定周期。以螺纹量规为例,其磨损余量-使用次数曲线图如图1所示。根据该图曲线进行计算,当N月≤500件时,Ⅰ类量规的检定周期为3个月,Ⅱ类量规的检定周期为8个月,Ⅲ类量规的检定周期为12个月;当500件≤N月≤1000件时,Ⅰ类量规的检定周期为2个月,Ⅱ类量规的检定周期为4个月,Ⅲ类量规的检定周期为8个月。据此通过计量管理软件对处于濒临磨损极限的量规分类并进行质量跟踪。
3 量规检定注意要点
1)螺纹量规分为通规和止规2类,由于止规的磨损余量通常是通规的3倍左右,所以新用螺纹量规的检定周期应根据通规来确定。
2)对于濒临磨损极限量规的检定,检验人员应尽量使用接近磨损极限的量规。若生产人员使用的量规通端尺寸接近磨损极限时(如光面量规磨损留量≤5μm, 螺纹塞规中径磨损留量≤10μm),可以在其非工作面涂上濒临报废的色标,检定人员可以据此及时检定, 确保检测质量。
3)对封存时间大于2个检定周期的量规,启用时应先检定;对封存时间在1~2个检定周期的量规,若用于大批量产品检验或关键工艺控制时应先检定;如果可调节量规在使用过程中出现摔碰情况应立即送检。
4 结 语
对量规的检定周期方法确认进行了分析,介绍了量规使用过程中的质量跟踪情况,并说明了量规检定注意要点。实践表明,在量规的检定和使用过程中采取相关措施后,节约了生产成本,保证了检测产品的质量,因而值得在机械产品加工行业中加以推广应用。
[1]JJF1345-2012,圆柱螺纹量规检定规范[S].
[2]李俊.几种螺纹测量方法的比较[J]. 计量技术, 2005,25(3):22-23.
[3]孙香庭. 关于量规的检定周期[J].计量技术, 1989,9(5):45-47.
[4] JJF1139-2005,计量器具检定周期确定原则和方法[S].
2012-11-25
翁卫东(1971-),男,硕士,高级工程师,现主要从事机械设计方面的研究工作。
TH71;TB92
A
1673-1409(2013)02-0107-02
[编辑] 李启栋
猜你喜欢
河北青年管理干部学院学报(2022年6期)2022-12-06 02:18:52
机械制造与自动化(2022年1期)2022-02-25 00:44:40
世界有色金属(2020年11期)2020-09-01 06:42:04
山东工业技术(2017年20期)2017-10-17 12:36:09
制造技术与机床(2017年3期)2017-06-23 08:11:47
制造技术与机床(2017年3期)2017-06-23 08:11:41
文体用品与科技(2016年22期)2016-03-14 02:11:54
金属加工(冷加工)(2015年1期)2016-01-27 13:00:25
人间(2015年10期)2016-01-09 13:12:54
中国塑料(2015年9期)2015-10-14 01:12:34