
曲轴气体软氮化冷却介质的改进
2013-10-21 00:57:10周陆飞
机械工程材料 2013年4期
周陆飞
(无锡职业技术学院,无锡 214121)
0 引言
曲轴是柴油机上最关键的零部件之一,其质量的好坏直接影响到柴油机的使用性能及各项技术指标。目前,柴油机曲轴的材料一般选用40CrMoA、40Cr等中碳合金钢和球墨铸铁,其中常用的球墨铸铁牌号为QT800-2珠光体球铁。实践表明,经软氮化后能显著提高零件的疲劳强度[1],加入少量氧的软氮化处理的零件比一般气体软氮化具有更高的表面硬度,化合物层厚度显著增加,耐磨性能和疲劳性能均较好[2]。其加工工艺是:铸造→机加工→正火→回火→软氮化。曲轴的技术要求(企业标准)是:氮化层硬度不小于550 HV1,氮化层深度不小于0.10mm,曲轴跳动量不大于0.04mm。柴油机曲轴气体软氮化冷却介质以前多采用46#机油,生产的曲轴质量较稳定,但由于机油在生产中产生的油烟污染空气,不利于环保和操作工人的健康,同时机油容易着火不利于安全生产,容易老化提高了生产成本。随着企业全面贯彻ISO/TS14001 和ISO/TS28001质量标准体系及环保和现场管理要求的不断提升,46#机油已无法满足要求,有必要研究新的软氮化冷却介质来代替机油。
作者调查了目前市场上量大面广的几种冷却介质,根据多方面的因素综合考虑,拟采用某厂生产的环保性PAG 水溶性淬火介质ZY747来替代46#机油作为曲轴气体软氮化冷却介质,对其可行性进行了研究和分析。
1 试样制备与试验方法
1.1 试样制备
试样选用的是4 缸柴油机(CA4DL-19E4)曲轴,材料为QT800-2,其化学成分见表1。
柴油机曲轴软氮化前的预处理工艺是正火,正火温度是(920±10)℃,保温时间为3h。软氮化的设备是SL80-168型井式气体软氮化炉,冷却设备是铸链淬火炉冷却池。加热温度为(550±10)℃,装炉时升温排气1h(排气仅通CO2)后,保温3.5h;软氮化用氨气选用的是灌装气,纯度为99.9%,通入量为(2 200±200)L·h-1;CO2通入量为5~6L·min-1;炉压300~700Pa;冷却介质为ZY747水基淬火介质,质量分数为14%,根据需要,可调配出不同浓度的介质。

表1 QT800-2球铁化学成分(质量分数)Tab.1 Chemical composition of QT800-2ductile iron(mass) %
曲轴软氮化后先取出,在空气中预冷不同时间后(5,8,10min),再放入淬火介质中,淬火介质的质量分数分别采用10%,11%,12%,13%,其他工艺参数不变。另外,以46#机油作为曲轴气体软氮化冷却介质,做对比试验。每种条件取5个试样进行试验。
1.2 试验方法
以曲轴第一档主轴颈及小头轴颈为基准,采用钟式百分表测量中间档主轴颈的最大跳动量;采用MH-6型显微硬度计检测氮化层的硬度,载荷为100N,载荷保持时间为5~10s;在PCD-1型疲劳试验机上测曲轴疲劳寿命,弯矩为2 000N·m,电流为0.6A,频率为66.2Hz;在4XC型光学显微镜上观察随炉试样横截面上的显微组织,采用的腐蚀剂是亚硒酸溶液(亚硒酸5g,盐酸10 mL,乙醇100mL)。
2 试验结果与讨论
2.1 跳动量
从表2中可以看出,预冷时间不同,曲轴冷却后的跳动量也不同,当预冷时间为10min时,曲轴跳动量全部满足技术质量要求。
从表3中可以看出,当ZY747水基淬火介质的质量分数大于12%,冷却速率小于52 ℃·s-1时,曲轴的跳动量均能满足技术质量要求。就ZY747水基淬火介质而言,使用的浓度越高,单位消耗值就越大,使用成本就越高。
综合跳动量考虑,选择预冷时间为10 min,淬火介质的质量分数大于13%。
2.2 疲劳寿命
从表4可以看出,曲轴气体软氮化的冷却介质对其疲劳性能的影响甚微。
2.3 显微组织
由图1可以看出,曲轴氮化层的最表面是ε相,接着 是 由ε-Fe3N、Fe3C 构 成 的 化 合 物 层(白 亮层)[3]。通过显微组织观察发现,采用46#机油和采用ZY747水基淬火介质进行软氮化冷却后获得的基体组织和氮化层组织基本相同,但采用ZY747水基淬火介质的氮化层组织中有明显的白亮层(见图1)。
2.4 氮化层硬度和脆性
分别从采用46#机油和采用ZY747水基淬火介质作为冷却介质得到曲轴上进行取样进行氮化层硬度与脆性检测,硬度检测结果见表5。两个试样的硬度压痕形貌见图2和图3,可知压痕上均无碎裂现象,根据GB/T 11354-1989《钢铁零件渗氮层深度测定和金相组织检验》标准的规定,两个试样的脆性等级均为1级。
由表5及图1和图2可见,采用46#机油和采用ZY747水基淬火介质进行曲轴气体软氮化冷却所获得的氮化层组织硬度和脆性基本相同,均满足技术要求,也进一步验证了氮化层组织特性与冷却介质关系不大。
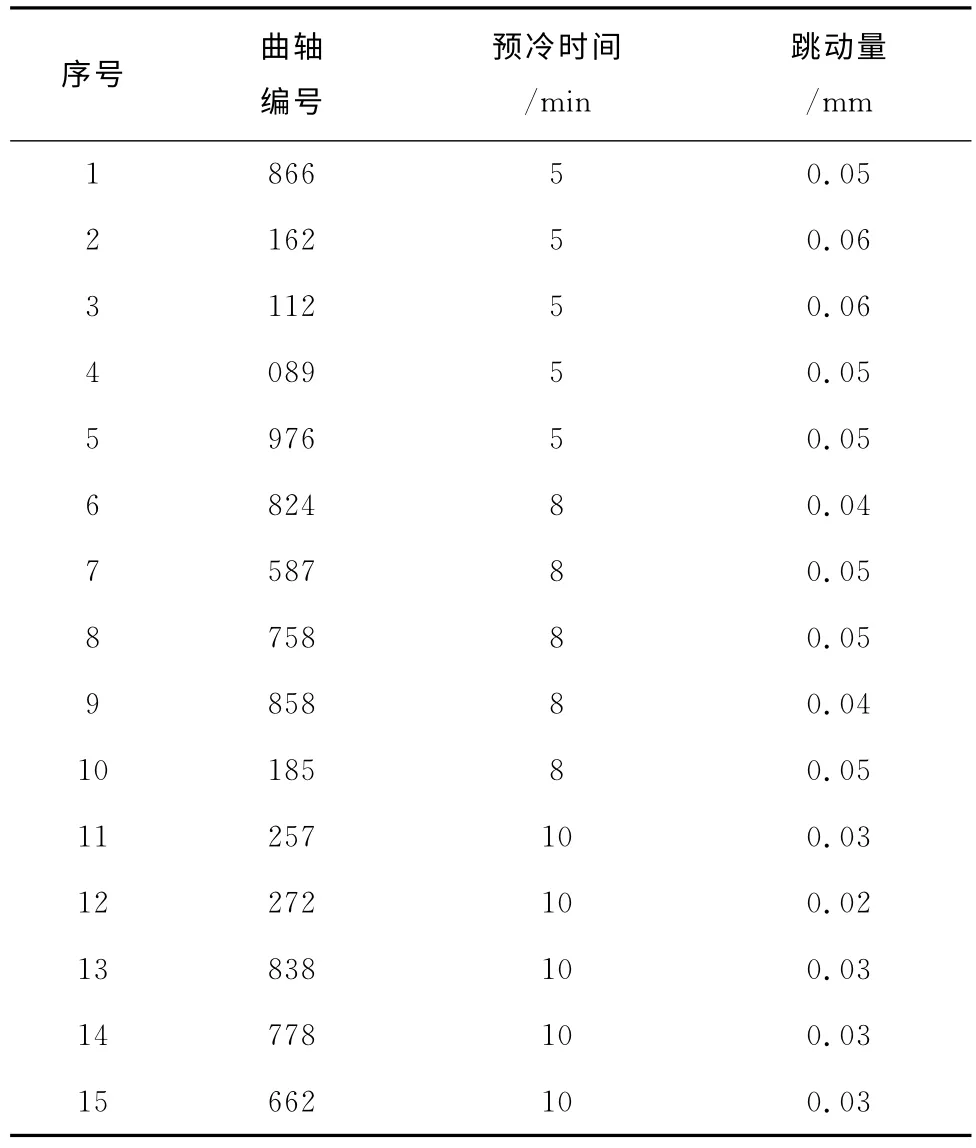
表2 预冷时间对曲轴跳动量的影响(冷却速率为48 ℃·s-1,14%ZY747冷却介质)Tab.2 Influence of pre-cooling time on the beat amount of the crankshaft(cooling rate 48 ℃·s-1,14wt.%ZY747cooling medium)
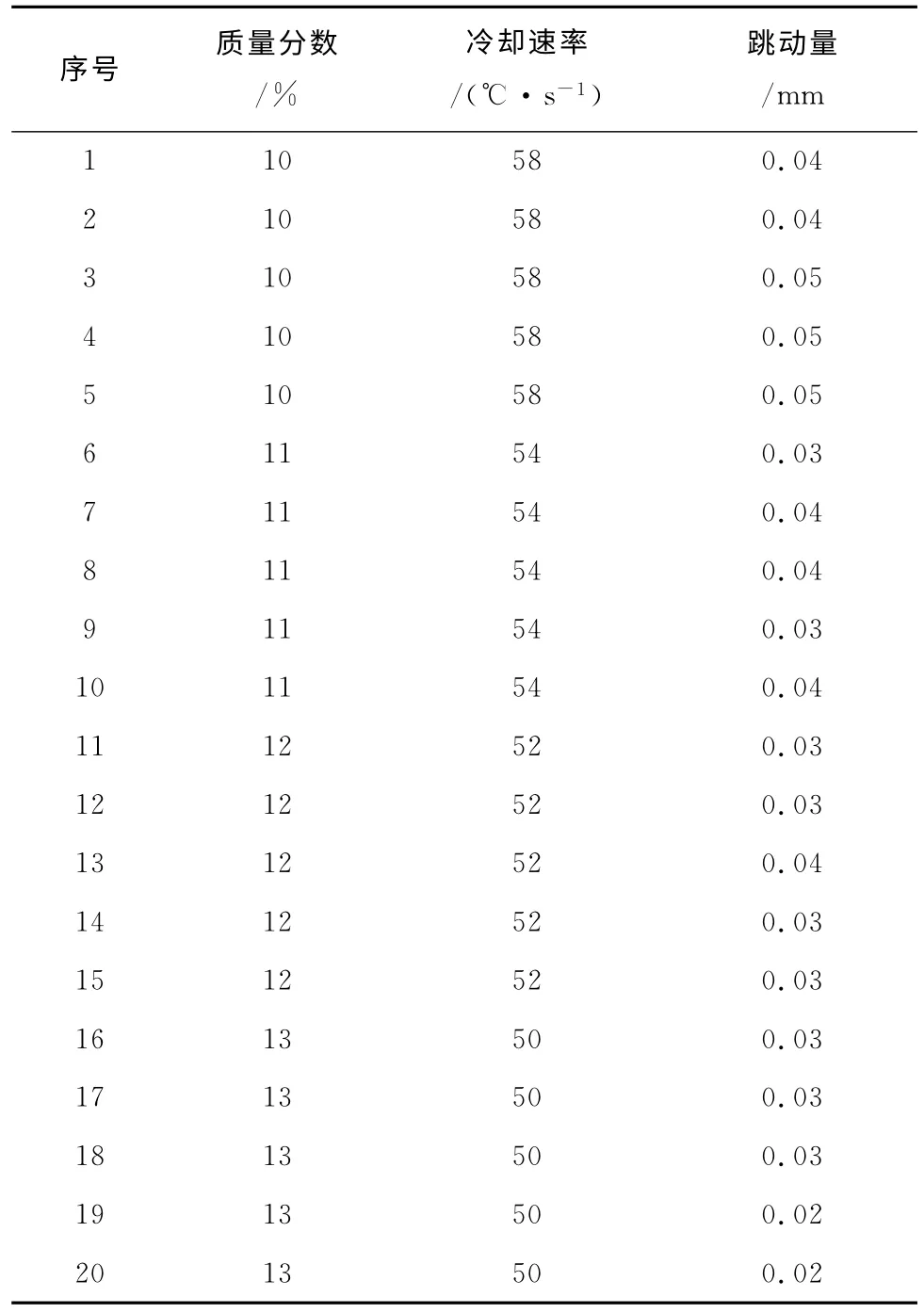
表3 水基淬火介质浓度对跳动量的影响Tab.3 water-based quenching medium concentration on beating the influence of the amount
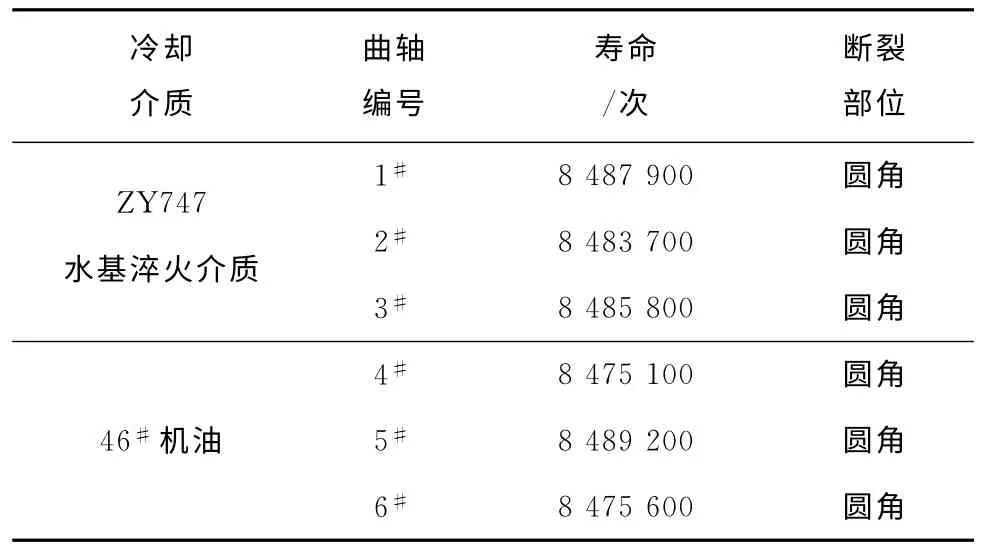
表4 曲轴疲劳试验结果Tab.4 Fatigue test results of crankshaft
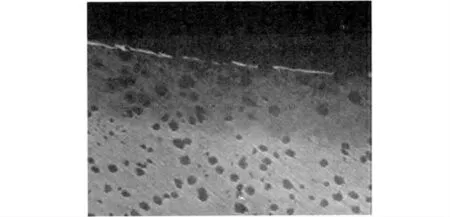
图1 曲轴氮化层显微组织Fig.1 Microstrucuture of nitride layer on crankshaft

表5 不同氮化层硬度与脆性等级Tab.5 Hardness and brittleness grade of different nitrided layer


2.5 生产成本
据统计,曲轴气体软氮化采用46#机油进行冷却时,消耗量为2.20kg·t-1;采用ZY747水基淬火介质(质量分数为14%)进行冷却时,消耗量为0.95kg·t-1。按目前46#机油8 980元/t,ZY747水基淬火介质19 400元/t的采购价计算,采用46#机油的消耗成本为19.76元/t;采用ZY747水基淬火介质进行冷却时,消耗成本为18.43 元/t。由此可见,采用这两种冷却介质进行曲轴气体软氮化冷却的生产成本基本持平。如将ZY747水基淬火介质浓度适当降低,生产成本会有所下降。
3 结论
采用ZY747水基淬火介质替代46#机油作为曲轴气体软氮化冷却介质的工艺改进是可行的,既确保了产品质量,又解决了长期以来困扰气体软氮化的环保问题、安全问题,可产生良好的经济和社会效益。
[1]史美堂.金属材料及热处理[M].上海.上海科学技术出版社,1979:154.
[2]王国佐,王万智.钢的化学热处理[M].北京.中国铁道出版社,1980:121.
[3]上海市机械制造工艺研究所.金相分析技术[M].上海:上海科学技术文献出版社,1987:520-521.
猜你喜欢
河南科技(2022年8期)2022-05-31 22:28:08
陶瓷学报(2021年1期)2021-04-13 01:33:08
学生天地(2020年17期)2020-08-25 09:28:48
水上消防(2020年3期)2020-07-25 02:36:20
农村青少年科学探究(2020年4期)2020-06-24 11:35:52
钻井液与完井液(2019年4期)2019-10-10 01:56:46
热处理技术与装备(2019年1期)2019-03-14 08:07:20
红领巾·探索(2018年11期)2018-12-10 01:43:30
电子制作(2018年12期)2018-08-01 00:47:48
上海金属(2016年2期)2016-11-23 05:34:32
