
07MnCrMoVR球罐焊缝裂纹成因分析
2013-10-08 02:22翁东山
质量技术监督研究 2013年6期
翁东山
(福建省特种设备检验研究院,福建 福州 350008)
1 前言
07MnCrMoVR是一种高强钢材料,在中厚板球罐的制造安装中广泛应用。由于材料本身和安装过程的一些因素的影响,难免在检验中会出现一些问题,检验员根据实际检验中发现的裂纹检测结果结合球罐安装工艺和设备的运行状况对裂纹成因进行了分析和探讨,并有针对性地提出了几点看法。
2 设备参数和缺陷概述
福建某大型炼钢企业一台氧气球罐于2004年12月投用,2012年6月进行了第三次全面检验。在对其进行磁粉检测时发现球罐环缝FA外表面某处存在表面裂纹,另外在进行超声波检测时也发现环缝FA某处存在埋藏裂纹。
球罐规格φ12300×50,材质为07MnCrMoVR,介质是氧气、工作压力为1.6 MPa—2.5MPa、工作温度为常温;该设备使用年限约7年半。
球罐结构及球片分布见图1

图1 球罐结构示意图
该球罐结构型式是混合式,10根立柱正切赤道带球壳板A。赤道带共20块球壳板,上极带F共7块球壳板,下极带G共7块球壳板,环缝有两条FA及GA。现场发现的外表面裂纹位于环缝FA的下熔合线区域,呈纵向分布,单条裂纹形状较直,长度不长(最长不超过15mm);消除裂纹时发现断口较亮,无氧化色彩,裂纹照片如图2。

图2 焊缝表面裂纹
超声波检测发现的一处较严重的断续埋藏缺陷长约66mm,缺陷反射波幅最大为13dB,经TOFD检测扫描与超声波检测结果基本吻合。在消除埋藏缺陷过程中拍摄到的埋藏裂纹照片见图3,TOFD检测扫描图像见图4。

图3 埋藏裂纹照片
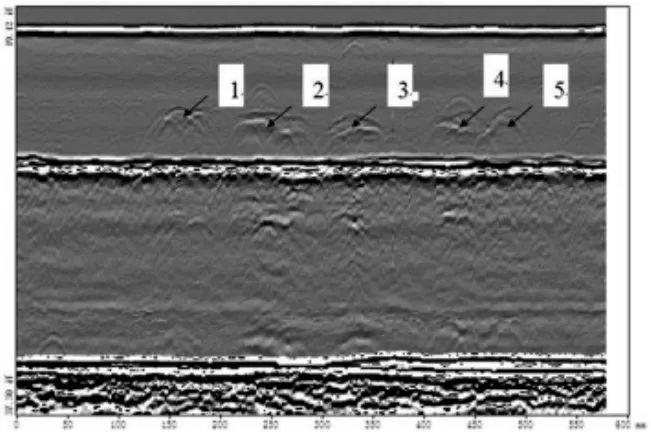
图4 TOFD检测扫描图像
3 检测结果分析
由于设备运行比较稳定,介质没有腐蚀性也不存在应力腐蚀环境,因此检验项目还是以常规的无损检测为主。从表面裂纹的位置来看,裂纹位于上环缝的下熔合线位置。一般来说环缝的应力要大于纵缝和拼缝,经过热处理仍然有可能有残余应力存在。熔合线是焊结接头最薄弱的部位,容易在应力作用下开裂并扩展。根据我们长期检验球罐的经验,大部分的外表面裂纹是制造安装时遗留下来的。当超声波检测发现超标埋藏缺陷且检验员怀疑是裂纹时,检验员采用TOFD检测来辅助判断并找到了埋藏缺陷存在的准确位置、缺陷长度、缺陷自身高度,为以后的修理过程提供了很大的帮助。
超声波检测发现的该组超标缺陷较长,而且反射波幅最高达到13dB,检测人员根据波型及经验判断缺陷中可能含有裂纹。为了谨慎起见,检验员增加了TOFD检测项目。TOFD检测能够更直观地扫描出缺陷的长度、自身高度和判断出大致的缺陷类型。通过TOFD检测发现该组缺陷中含有5个缺陷:其中缺陷1是典型的孔状缺陷,缺陷2、3带有较为明显的裂纹特征,缺陷4、5可能是气孔或夹渣。
在消除缺陷过程发现的埋藏裂纹验证了超声波检测和TOFD检测结果的正确。从实际检测结果来看,TOFD检测技术能够弥补常规超声波检测技术的不足:1、帮助判断缺陷的性质;2、较准确地测量出缺陷的自身高度;3、缺陷长度的测量误差比常规超声波检测要小。
4 裂纹成因分析
07MnCrMoVR是一种高强钢,抗拉强度下限σb≥540MPa。这种钢材强度较高,硬度较大,有一定的再热裂纹(SR)敏感性,对于中厚板球罐制造安装时有可能由于残余应力较大,在使用中形成表面裂纹或小裂纹扩展的可能性较高。
1、07MnCrMoVR钢中含有Cr、Mo、V金属元素,这几种金属元素都容易促使钢材形成再热裂纹。在球罐整体热处理过程,如果在再热裂纹敏感区停留过长,容易诱发再热裂纹,因此应采取正确、合理的热处理工艺。对于07MnCrMoVR钢,在580℃以上就表现出一定的再热裂纹敏感性,因此GB50094规定07MnCrMoVR合适的保温温度是565±20℃,50mm厚的球罐应保温2小时。
2、球罐焊缝焊接过程温度较高,靠近焊缝熔合线的母材被加热到1300℃左右时,钢中的Cr、Mo、V合金碳化物被熔解,焊后来不及析出。在热处理过程中,一方面这些合金碳化物沉淀于晶内二次硬化,导致晶内蠕变抗力提高,另一方面S、P及其它杂质元素集中于晶界,晶界相对弱化,抵抗蠕变能力较弱。因此热影响区粗晶界容易因蠕变而受到破坏,在拘束应力较大的地方,易使钢材表面沿晶界开裂。
3、常规球罐的组装顺序一般是先赤道带后极带,焊接顺序是先纵后环,赤道带上下环缝往往是最后组焊的位置,因此该处组对应力较大。而球罐现场施工条件复杂,在应用工卡具调整球壳组对间隙和错边过程中,某些部位有可能应力集中,经过整体热处理也难以全部消除,存在残余应力。在这些部位产生表面裂纹的可能性较大。主要分布在环缝T字接头、Y字接头。
4、焊接过程如果焊接电流较小,有可能熔池中少量药皮来不及熔化形成夹渣,或者焊接过程产生的少量水分解出氢气来不及溢出进入颗粒间隙或焊缝金属夹杂物缝隙,当达到一定分压时,金属组织破裂开,形成裂纹。
5 结束语
1、炼钢厂的氧气球罐由于生产原因升降压较为频繁,但压差不大,且介质没有腐蚀性,因此由使用产生的裂纹不多。每次开罐全面检验时应以表面裂纹的检出为重点,必要时可用反差增强剂增加裂纹检出率,在内表面对接焊缝检验时可采用荧光磁粉检出微小裂纹。对于07MnCrMoVR球罐,要特别注意在耐压试验后应进行无损检测抽查。
2、在安装监检时对这类容易产生再热裂纹材质的球罐,如 15MnNbR、15MnVR、07MnCrMoVR、CF-62系列钢等应注意热处理工艺是否恰当,检测工艺是否正确,尽可能避免再热裂纹的产生。
3、TSG R7001-2004“压力容器定期检验规则”规定σb≥540MPa材料制造的球罐投用一年后应当开罐检验。而07MnCrMoVR钢属于这种高强钢,因此首次全面检验日期与常见的Q345R和Q370R材料球罐不同。
[1]李显峰,张育红.07MnCrMoVR钢制球罐整体热处理再热裂纹分析及控制[J].金属热处理,2010,10:97-99.
[2]吴正亚,夏智.07MnCrMoVR天然气球罐缺陷成因分析及预防措施[J].石油和化工设备,2011,9:15-16.
猜你喜欢
中国科技纵横(2021年20期)2022-01-17
隧道建设(中英文)(2021年6期)2021-07-05
昆钢科技(2020年6期)2020-03-29
中国特种设备安全(2019年7期)2019-09-10
中国特种设备安全(2019年3期)2019-04-22
中国特种设备安全(2019年3期)2019-04-22
中国纤检(2019年2期)2019-04-04
沈阳航空航天大学学报(2018年1期)2018-03-12
科技与创新(2016年12期)2016-06-25
企业技术开发·中旬刊(2016年5期)2016-05-14
