
提高预舾装率的工艺工法研究和应用
2013-10-08 08:52翁国忠
江苏船舶 2013年2期
朱 彬,翁国忠
(1.南通润邦工程装备有限公司,江苏南通226255;2.无锡市兴隆船舶有限公司,江苏 无锡214200)
0 引言
随着中国造船业在世界造船工业的影响力增大,船舶制造业成为我国工业发展的主力军之一。但是,我国船舶制造业在许多方面与国外先进国家相比仍存在诸多不足和差距,不仅仅是设计方面,工艺工法方面也不例外。中国船舶工业总公司提出“转模”以来,从生产实际出发,通过“壳舾涂一体化”、“设计、工艺、管理一体化”的先进思想观念,以中间产品为导向,按阶段、按区域组织生产,对船舶工业的发展起到了深远、积极的影响。本文主要介绍实际生产建造过程中,通过这种先进的思想运用取得的实效。
1 工序前移
在最初进行生产设计时,各专业相对比较独立,在各自的区域范围内,形成各自的图纸。虽然按区域、按阶段形成施工图,但专业界面划分相对独立和封闭,不能很好地起到专业协调作用。工序前移的理念就是“高空作业平地做,封闭作业敞开做,总组作业分段做,分段作业小组做”,这种工序不断前移的理念必须在施工设计阶段得到充分体现。工序尽可能地前移,可以在保证效率优先的同时,管理体系、安全体系均能得到保障。
为了进行工序前移,船厂对生产管理体系要进行优化和改造。对生产管理流程要重新梳理和定位,实行定置管理,区域管理,打破传统的专业分工,组成复合型施工队伍。将船体结构的装配工、舾装作业工种、管系安装作业工种(管工)等结合、整合起来,形成多面、立体、复合作业体系。同时,管理工作也应因势而动。变单调地以专业分工为主的管理为以区域、阶段为主的多样化管理,在人力管理、劳务费管理、生产计划管理上实行改革,以适应工序变化所带来的管理、流程变化。
工序前移的目的是为了提高预舾装率和生产方便性,因而,生产设计专业分工界面应进行重新划分和整合。与此同时,按照设计的图纸,对应于按区域施工的原理使生产和管理分工、界面重新划分和界定,以适应设计图纸的管理要求。
在船舶分段划分策划阶段,就考虑专业界面及复合性分工。按区域性施工原理,策划形成区域图,并就区域划分图,形成生产设计人员的重新划分和分工。50 000~80 000 DWT散货船生产设计时,以机舱前壁为界面,向艏部的货舱和艏部划为一个大的区域。货舱部分的所有的专业如船体结构、铁舾装、管系、电舾装等,各抽调专业人员组成甲板、货舱区域生产设计小组,结构部分为单独专业,而将管系、电舾专业人员划分进铁舾装专业,形成大舾装专业的概念,并按此概念进行设计和出图。人员重新组合后,由单独的专业区域主管统一协调各专业设计矛盾。这样形成的图纸,不仅满足了生产计划的要求,同时也满足了涂层性能标准PSPC要求,甲板面的焊接对油漆的损害几乎为零,提高了施工效率和预舾率。将顶边舱分段甲板上的栏杆、风暴索复板、多芯管支架、电缆管、消防管、电缆箱、带缆桩(防滑点)、导缆孔在分段制作时全部安装到位,减少了船台工作量和油漆的破坏面积。
分段划分时,在货舱艏艉横舱壁部位的横向大接缝均划分成靠近横壁或横向强结构150~250 mm之间。这样划分的好处是依靠横向强结构,大接缝焊接后变形少,但缺点是靠近合拢缝有无数个散装构件,如肘板等。这种分段划分在破坏油漆的同时,给施工带来很大的困难。另外,也不利于管理,如散装件的物料管理,会因为散装件送料不及时或缺少而造成工效低下,甚至造成质量事故。为了减少此类事故发生,在分段划分时,考虑将这样的横向大接缝适当远离横舱壁,这样可减少大合拢件电焊对油漆的破坏面积和大合拢散装件的安装,从而减少焊接的工作量以及减少搭载大合拢的工作量。
2 单元、模块化设计
造船业的加速发展,船舶单元预舾装技术深入研究与应用,是提高造船质量,缩短造船周期,提高造船预舾装能力施工手段之一。舾装项目繁多,作业面广,工程量大,多工种同时施工、相互交叉。把舾装工程与船体平行建造,或提前建造,改变几十年的舾装施工方法,形成一个多元化流水作业的舾装工艺流程,这是推进转模深化和推广单元、模块化设计目的。
近几年公司造船总量不断扩大,新的舾装技术不断应用和创新,其中单元、模块化舾装的采用对产品的质量和缩短造船周期产生了深远的影响,从而公司开始投入了大量的人力、物力对单元、模块技术研究与应用全面开展。现在所建造的57 000 DWT散装型货船,因原有设计没有考虑单元预舾装,按传统造船方法设计,大部分管舾件、铁舾件在船体成型后才开始到船上施工。这样不但提高了成本、延长了造船周期,同时造船质量难以控制。在后续船上,根据实际情况,部分区域优化设计成单元模块,如:机舱底层模块、发动机单元、中央冷却器单元、滑油冷却器单元、低温淡水泵单元等。
经过实船安装和实践应用,各项指标都达到了预想的效果,并得到船检、船东认可。而且仅这几个单元,过去船上散装施工需要3~4周时间,现在从制作到安装只需要1周时间。57 000 DWT散装型货船单元设计所产生的良好效果,为大面积单元应用提供了各项准确的数据和依据。在随后建造的82 000 DWT散货船上,全面推行了单元模块设计技术,扩大了单元设计范围,形成总量舾装施工。在82 000 DWT散装货船上,把为发电机服务的管子、阀件等设计成一个大型区域性单元,组成一体,在车间内制作完成,整体吊到船上。过去该区域船上散装施工需要30~35天才能完成,现在从车间制作到船上安装10~15天就可以完成。82 000 DWT散货船上,又增加了单元设计数量,如:造水机单元、锅炉燃油单元、高温淡水泵单元等,并形成了一定的规模。在机舱区域,设计和制作各种类型单元30多个。机舱底部区域,采用整体设计及整体建造方法,在车间整体建造,然后分成5~8块运往船上安装,单元的重量从几吨到十几吨不等。过去这些单元里的设备、管子、管附件等在船上散装施工需要3~4个月时间完成,现在这些单元从制作到船上安装1个月左右时间就可以基本结束,提高效率3~4倍。从这些数据可以说明,模块化舾装造船技术是今后造船必走之路。
随着船体建造工艺流程的改革,总组正转,总组合拢的工艺建造方针的大量应用,也给模块化舾装创造了条件,如:
(1)把发电机及周围舾装件作为一个模块设计施工。这个块在上船台(船坞)之前,将舾装工事基本施工完成,形成一个发电机模块。
(2)总组正转作为舾装模块设计施工是一种新的预舾装手段。在总组正转阶段把这个总组区域里所涵盖着各种单元、设备及其他舾装件全部施工结束,然后再进行船台(船坞)合拢。这种施工缩短了船台(船坞)舾装时间,保证了壳、舾、涂一体化实施,进一步提高了预舾装率。
单元、模块化预舾装将使船上作业车间化,减少了仰面作业,减轻了工人劳动强度,改善了工作环境;工序质量易于精确控制,节省了人力、工时、材料;可以防止船上散装设备损坏等,因此单元、模块化施工是向纵深发展预舾装造船技术之一。
为提高单元制作速度和制作质量,缩短单元制作周期,首先要研究单元、模块制作新方法,要向单元、模块标准化方向发展。如:净油机单元,在不同类型船上,选用同类型产品,单元就可以采用相同制作方案,这样就可以大大缩短制作周期。其次要扩大单元制作场地,建造组合式整体单元。如:机舱底部所有的单元,可以在能容纳机舱底部单元组合在一起的厂房内进行建造,单元不需每个独立制作,整体组合建造。这样建造不但节省了专门的工程图纸,工人识图容易,而且施工方便,施工速度快,质量容易控制。整体建造好后,再根据吊装运输的可能性及船上安装要求工艺顺序,切割成若干块,吊到船上按序安装。这是今后比较理想的单元制作和舾装方法,这样建造舾装完整性好,节省材料,节省人力和工时,整体组合建造比每个单元独立建造可以缩短(30~40)%时间,大大提高了单元建造速度。单元标准化和整体化建造是今后要实现的目标。
结合企业自身和产品的特点,不断规范单元、模块建造技术和优化单元、模块的加工、制作标准,使单元模块的加工、制作更完整,提高成品化和商品化程度。按单元、模块的特点,建立标准单元、模块加工、制作专业化生产线。
3 托盘化管理
托盘化管理是单元、模块制作过程重要的技术保障之一,托盘化是现代造船模式中生产设计的重要环节。根据生产体系和流程通过对材料的分类,按需要分成各个不同生产阶段和区域的固定格式的托盘表格,并将图中所涉及的所有材料、零件、组合件均编制入托盘表,车间或生产部门按照此托盘表进行组织生产。托盘表可分为大托盘、中托盘、小托盘。施工人员按图施工,按托盘表领用材料或零件,减少了施工人员领料困难,便于查找。托盘化管理将图纸、生产管理、仓储管理、计划管理有机地贯穿成一体,是生产设计更细化的表现形式之一,主要应用于舾装专业、管系专业等。托盘化管理具体可分为制作图和安装图。制作图主要作用:制作图对口部门为制作部门,制作托盘表为制作部门提供集配的依据和制作后部件的处理流向(例如:油漆、镀锌、酸洗等),所以制作图中必须有相对应的制作要求和处理要求。安装图主要作用:安装图对口部门为安装部门,安装托盘表为安装部门提供向制作部门领取成品部件或者外购件的依据。制作图、安装图托盘表见表1、表2。
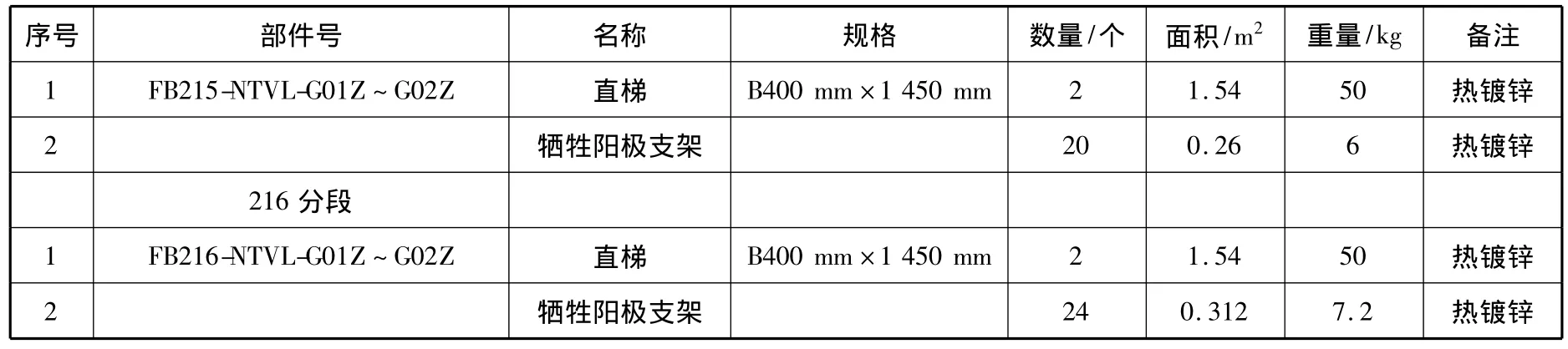
表1 制作部件托盘表
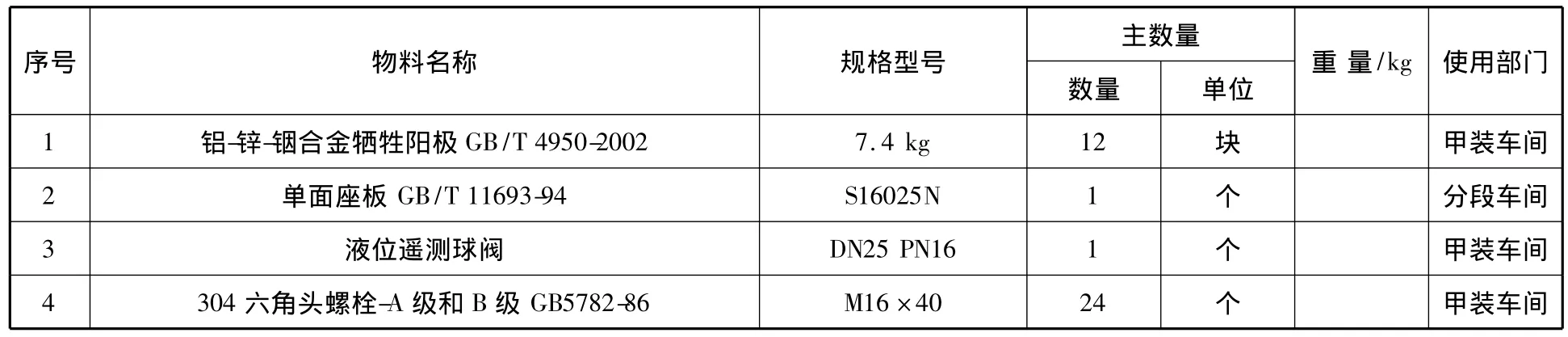
表2 安装部件托盘表
4 效益分析
工序前移、单元、模块作为一种工艺措施,目的在于通过改变完善生产过程的条件,减少了舾装件及它们在船上散装相互连接的工作量,使安装工作更趋完善化、专业化。大部分舾装工作移到车间内和总组进行,大幅度减少船台和船坞的舾装工作量。各种单元、模块可以分散制作,这样可利用的施工场地多,加速了施工进度。施工阶段的改变,避免了各工种相互干扰现象,大量工作在室内进行,能充分利用360°的空间,改善了施工条件,有了安全保障,保证了文明生产实施,施工者可以充分利用车间设备,施工质量易控制,施工速度得到了提高。尤其是机舱底部,区域性单元舾装占机舱底部舾装量95%以上,从过去散装施工需要3~4个月完成的工作,现在25天左右时间就完成,提高效率3~4倍,收到了很大的经济效益。在车间内施工费用,比总装现场施工要低5~7倍。单元可在船体建造之前或平行进行,极大地缩短了船台和船坞建造周期,也为壳、舾、涂一体化的完善创造了条件。
猜你喜欢
船舶物资与市场(2022年8期)2022-11-26
成都信息工程大学学报(2022年3期)2022-07-21
中学生数理化(高中版.高考理化)(2022年5期)2022-06-01
农家科技下旬刊(2016年4期)2016-11-19
广东造船(2016年2期)2016-05-04
航运交易公报(2016年8期)2016-03-21
公务员文萃(2015年11期)2015-11-20
中国水运(2014年3期)2014-04-14
汽车与新动力(2012年1期)2012-03-25
