
各种螺纹的识别与检测
2013-09-27 03:26余诚英
制造技术与机床 2013年12期
余诚英
(无锡机电高等职业技术学校,江苏无锡 214028)
在实际生产中,要根据英制、美制和米制螺纹的特点,妥善地处理3种螺纹的使用问题。我国大多采用米制螺纹,基本不了解英制和美制螺纹标准及其技术体系,现在,有必要加强对英制和美制螺纹的认识。
1 国内外常用螺纹种类及识别
螺纹按其使用情况分为3大类:紧固连接螺纹、传动连接螺纹及管螺纹。每类螺纹实行的标准却有3种,有米制螺纹、美制螺纹及英制螺纹(惠氏螺纹),其中管螺纹只有美制管螺纹及英制管螺纹两种。
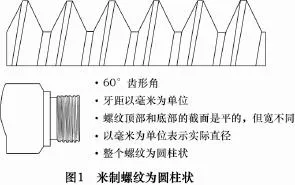
1.1 米制螺纹(IS0261)的识别
米制螺纹来源于美国统一螺纹的米制化,其公差带融合了德国和俄罗斯米制螺纹的公差值形成了新的公差体系。标记方式:螺纹特征代号+公称直径×螺距+公差代号。例如:M15×1.5-7g,M18×1.5-7H。识别见图1。
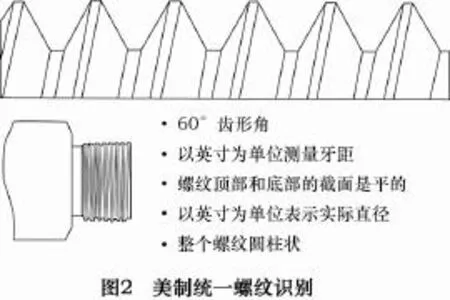
1.2 美制统一螺纹(IS0263)的识别
美制统一螺纹是参照英制惠氏螺纹标准制定的,在直径、螺距系列和公差方面与英制惠氏螺纹很接近,但牙型角为60°,削平高度为Ⅱ/8,不同于英制惠氏螺纹(牙型角55°,削平高度为Ⅱ/6),目的则为避开惠氏螺纹圆弧牙顶和牙底的加工困难。标记方式:公称直径+螺纹牙数+螺纹系列代号+公差系列代号+检验体系代号。例如:3/8-24UNF-2A(21),5/16-28UN,3/8-16UNC,其中UNF表示细螺纹,UNC表示粗螺纹,UN表示常规螺纹。识别见图2。
1.3 英制惠氏螺纹(BS84)的识别
惠氏螺纹标准是世界上第一份螺纹标准,后来的各标准基本上都是参照惠氏螺纹标准技术体系而制定的。但惠氏螺纹最大的问题是其牙型的牙顶和牙底为圆弧状,给螺纹刀具和量具的制造带来一定的困难,然而却是惠氏螺纹创始人为实现技术垄断而特意制定的。英制惠氏螺纹是按照英国国标BS84生产,标记方式:公称尺寸+牙数+螺纹系列代号+旋向代号+公差带代号+内螺纹或外螺纹。例如:1/4in.-20B.S.W.-LH(close)bolt。识别见图3。

1.4 美制管螺纹的识别
美制管螺纹分一般密封管螺纹、干密封管螺纹(无需密封填料即可密封)、非密封管螺纹。由于密封管螺纹适用场合、加工精度、装配和检测技术等原因的不同,目前的管螺纹标准无法保证所有的螺纹件都能密封。所以现在行业内针对自己的产品,各公司或行业制定自己的内控措施,一般对外保密。密封管螺纹具有机械连接和密封两大功能,而非密封管螺纹仅有机械连接一种功能,故密封管螺纹的精度严于非密封管螺纹。虽密封管螺纹能与非密封管螺纹旋合,但不再具备密封作用。美制管螺纹有两种配合方式:圆锥内螺纹与圆锥外螺纹配合,圆柱内螺纹与圆锥外螺纹配合。美制管螺纹是按美国标准生产。标记方式:螺纹特征代号+螺纹尺寸代号+旋向代号。例如:3/8NPT-LH。识别见图4。

1.5 英制管螺纹(ISO7/1)的识别
起源于英制惠氏螺纹,按1/16锥度关系(大约锥度1°47'),惠氏螺纹的径向直径公差转化为英制密封管螺纹的轴向牙数公差。英制管螺纹分英制密封管螺纹(Rc、Rp、R1、R2)和英制非密封管螺纹(G)。英制密封管螺纹为一般用途的密封管螺纹,使用时要在螺纹副中加入密封填料。英制管螺纹体系没有干密封管螺纹,其内螺纹有圆锥内螺纹(Rc)和圆柱内螺纹(Rp)之分,外螺纹只有圆锥外螺纹,但分R1与Rp配合使用、R2与Rc配合使用。英制密封管螺纹是按ISO7-1生产的螺纹,等同于 DIN 2999,BS21,JISB0203标准的螺纹。标记方式:螺纹特征代号+螺纹尺寸代号+旋向代号。例如:Rc3/4 LH。识别见图5。

2 螺纹参数的确定与测量
2.1 螺纹公称直径的测量
螺纹公称直径是代表螺纹尺寸的直径,指螺纹大径的基本尺寸。
公制螺纹直径用毫米表示,英制螺纹直径用英寸表示。推荐用游标卡尺夹卡螺纹,将测量值与螺纹参数手册对比,可以初步确定其规格。如图6所示。
2.2 螺距的测量
螺距是相邻两牙在中径线上对应两点间的轴向距离。更方便的方法是测量牙顶之间的距离,如图7。

公制螺距等于从一个螺纹的牙顶到相邻螺纹牙顶之间的测量距离,通常以毫米为单位。英制螺距测量通常指一英寸距离内的的螺纹数量,即螺纹/英寸(TPI),如12 TPI即指一英寸距离内有12个螺纹。
推荐使用55°或60°螺纹样板测量螺距,如图8所示。找牙距相近的螺纹样板去跟螺纹吻合,能恰好吻合(牙侧无间隙)的值即为其螺距。注意:60°螺纹样板上的数字(螺距)单位为毫米;55°螺纹样板上的数字表示每英寸多少个牙,1英寸等于25.4 mm。

2.3 螺纹中径的测量
螺纹中径是—与螺纹同轴的假想圆柱体。其上下母线通过牙型上牙凹和牙凸宽度相等时,该圆柱体的直径称为中径。单一中径是通过牙形上牙凹宽度等于基本螺距一半位置上,并与螺纹同轴的假想圆柱体的直径。作用中径是一个具有全牙高,但在牙顶和牙底留有间隙,并具有理论螺距和半角的那一个假想螺纹的中径,它在规定旋合长度上,正好能够包容螺纹的实际轮廓,所以也称配合中径。从定义可见,中径与单一中径的区别是假想圆柱体在牙形沟槽上宽度的不同。当螺纹为理想基本牙形时,单一中径和中径的数值相等。作用中径则是在配合中实际起作用的中径,作用中径的大小将直接影响螺纹工作时的旋合性。
螺纹中径的检测分作用中径测量与单一中径测量。作用中径的检验方法主要采用通、止规检验,是旋合性的检验,某些单项参数误差较大的螺纹件可以通过通、止规检验而不被发现。大多数的技术人员认为螺纹量规检验合格的产品,其螺纹牙型应该落在螺纹标准所规定的公差带范围内,螺纹质量被认为是有保证的。实际上,实际螺纹的中径在该中径公差带范围内,该螺纹不一定合格;实际螺纹的中径不在该中径公差带范围内,该螺纹有可能是合格的。目前更多的企业开展了螺纹单一中径检测,所测单一中径的数值依据标准进行判断螺纹合格与否。
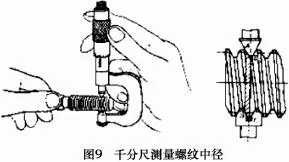
螺纹单一中径定义了一个螺纹产品的最小实体极限,是螺纹生产中最主要的控制基准,是螺纹设计中几乎所有数学计算式的参数,例如:抗拉强度、剪切力、静应力、延展率、疲劳强度等。螺纹产品是否合格,测量单一中径值是最重要的指标,只有保证中径一致才能保证螺纹工作过程中的扭矩和预紧性能。
推荐使用螺纹千分尺测量,如图9。使用方法与一般的外径千分尺相似,它有两个可调换的测量头,在测量时,两个跟牙型相同的触头正好卡在螺纹的牙型面,所得的千分尺读数就是该螺纹的中径实际尺寸。
随着科技的发展,不论采用单项参数检测或综合测量,都应该努力提高对国内外螺纹类型的识别,提高螺纹检测水平,提高螺纹制造水平,使我国螺纹件产品真正走上规范的良性发展道路。
[1]李晓斌.公制、美制、英制螺纹标准手册[S].北京:中国标准出版社,2004.
[2]高延新,高金良.螺纹精度与检测技术手册[M].北京:机械工业出版社,2012.
猜你喜欢
中兽医学杂志(2022年9期)2022-12-18
小哥白尼(军事科学)(2020年10期)2021-01-18
重型机械(2020年3期)2020-08-24
趣味(数学)(2020年3期)2020-07-27
小学生作文辅导·中旬刊(2020年6期)2020-07-24
中国建筑金属结构(2018年4期)2018-05-23
综合智慧能源(2017年10期)2017-01-18
中国卫生标准管理(2015年4期)2016-01-14
遵义医科大学学报(2012年2期)2012-01-23
船海工程(2012年4期)2012-01-22
